Види та категорії стандартів
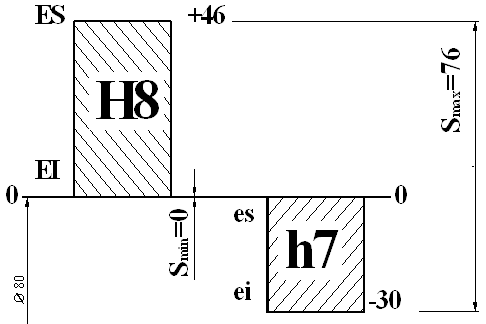
Поля допусків отворів і валів в ЕСДП і їхнє позначення на кресленні
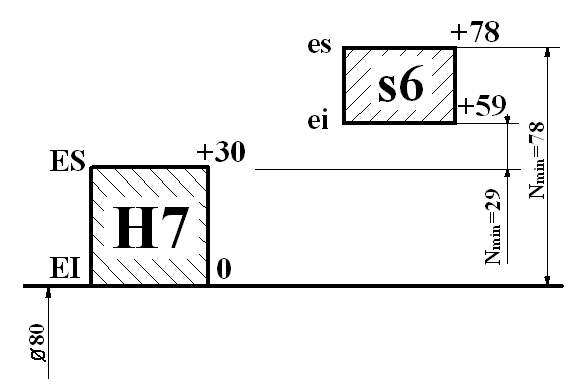
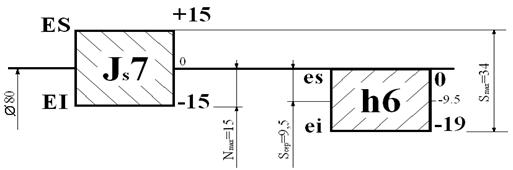
Посадки з натягом
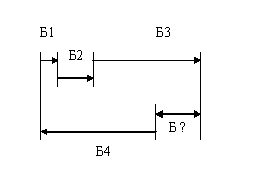
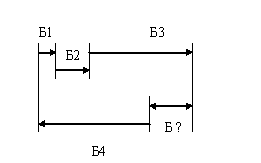
Приклади посадок системи отвору та системи вала
Положення поля допусків за стандартом
Одиниця допуску і квалітет
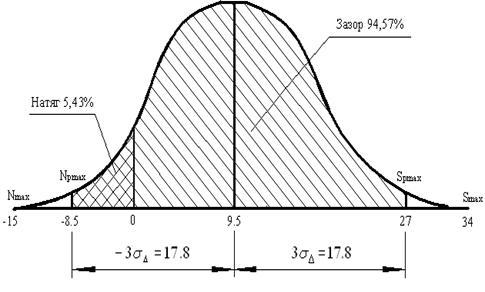
Визначення натягів
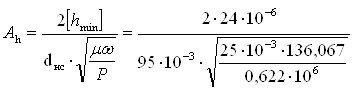
Приклад розрахунку
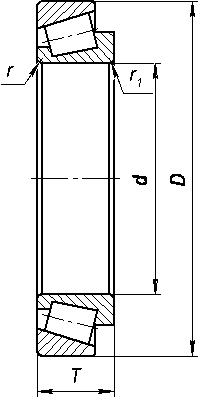
Особливості полів допуску підшипників кочення
Терміни і визначення відхилень і допусків форми
Методи й засоби контролю форми і розташування поверхонь
Терміни і визначення параметрів шорсткості
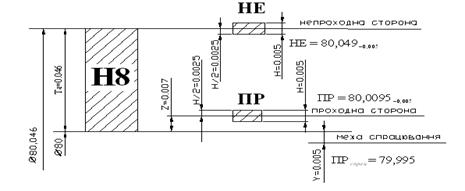
Вимоги до виготовлення калібрів
Терміни й визначення
Навигация
Методи й засоби контролю форми і розташування поверхонь
Взаємозамінність, стандартизація та технічні вимірювання
93466
знаков
15
таблиц
35
изображений
10.3 Методи й засоби контролю форми і розташування поверхонь
Конусоподібність (величина її) визначається як половина різниці між найбільшим і найменшим діаметрами, отриманими вимірами у двох перерізах по краях деталі або на заданій довжині.
Таблиця 4
Приватні види відхилень форми циліндричних поверхонь
| Найменування відхилення | Визначення | |
| Відхилення профілю поздовжнього перерізу |
| |
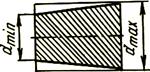
| Конусоподібність
| Утворюючі прямолінійні, але не паралельні |
|
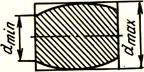
| Бочкоподібність
| Утворюючі непрямолінійні, і діаметри збільшуються від країв до середини перерізу |
|
Найменування відхилення | Визначення |
| Відхилення профілю поздовжнього перерізу | |
| Сідлоподібність
| Утворюючі непрямолінійні, і діаметри зменшуються від країв до середини перетину |
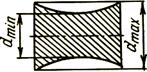
Бочкоподібність і сідлоподібність визначаються як половина різниці між найбільшим і найменшим діаметрами, обмірюваними в трьох перерізах — по краях і у середині або на заданій довжині. Для контролю конусоподібності, бочкоподібності і сідлоподібності можна використати різні вимірювальні засоби залежно від точності, що вимагається, виміру (штангенциркулі, мікрометри, індикаторні скоби).
Питання для самоперевірки:
1. Які причини викликають похибки?
2. Які поверхні називаються реальними та номінальними?
3. Що таке відхилення від прямолінійності та відхилення від площинності та як вони визначаються?
4. Що називається відхиленням від циліндричності?
5. Якими умовними знаками визначають відхилення від форм поверхні?
6. Що називається відхиленням від паралельності і як воно визначається? Наведіть приклад.
7. Що називається відхиленням від співвісності? Які воно має види та як визначається? Наведіть приклади.
8. Назвіть види похибок.
9. Перерахуйте похибки форми у поздовжньому перерізі.
10. Перерахуйте похибки форми у поперечному перерізі.
Лекція №11
Тема: Параметри шорсткості поверхонь. Нормування шорсткості поверхонь
11.1 Основні положення
Реальні поверхні, отримані обробкою на металорізальних верстатах (результат вібрації при обробці) або іншим шляхом, зображені рядом виступів і западин різної висоти й форми й порівняно малих розмірів за висотою і шагом.
Ці виступи й западини утворюють нерівності поверхні (мікронерівності). Під шорсткістю поверхні розуміється сукупність мікронерівностей з відносно малими шагами.
Шорсткість поверхні оцінюється по нерівностях профілю, отриманого шляхом перетину поверхні площиною і розглядають у межах обмеженої ділянки, довжина якого називається базовою довжиною.
Параметри, що визначають мікрогеометрію поверхні за ДСТ 2789-73:
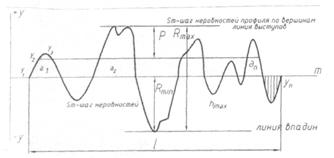
Рис. 1 Схема шорсткості поверхні
1- базова довжина (реальна ділянка поверхні, на якій встановлюються параметри);
m - базова лінія, середня лінія.
Любий різальний інструмент - різець, фреза, абразивне коло або абразивна паста - залишає на обробленій поверхні мікроскопічні нерівності - шорсткості. Незважаючи на них, здавалося б, малу величину, вони дуже впливають на експлуатаційні якості машин. По висоті шорсткості судять про чистоту поверхні: чим вона менше, тим поверхня більш чиста. Шорсткості, що залишилися після обробки, заважають щільному зіткненню деталей у з’єднанні. Зіткнення відбувається по вершинах виступів, і дивлячись по тому, як багато точок дотику мають деталі, можна судити про величину так названої контактної поверхні, що завжди менше номінальної. Навіть після тонкого шліфування вона в два-три рази менше номінальної, а при звичайній чистовій обробці різцем дійсна площа торкання складає менш 20 % номінальної.
Від величини шорсткості залежить знос деталей машин, витрата енергії на подолання сил тертя (до 25 % у токарському верстаті), міцність посадок з натягом, опір корозії і навіть міцність деталей. При запресовуванні шорсткості на поверхнях, що з'єднуються, мнучи, зменшують величину натягу, що приводить до зниження міцності з'єднань з натягом. Деталі, оброблені різцем, під дією змінних навантажень руйнуються в два рази швидше, ніж поліровані.
При визначенні необхідної чистоти обробки необхідно враховувати призначення і умови роботи машини в цілому, навантаження, що діють на кожну деталь машини, необхідну посадку, точність обробки тощо. Задача призначення необхідної чистоти поверхні покладена на конструктора.
Контроль і вимірювання шорсткості поверхні
Усі стандартні параметри шорсткості визначаються за профілем поверхні.
Отже, основним є профільний метод оцінки шорсткості, що прийнятий в усім світі (профілометр).
Однак деталі машин контактують один з одним по поверхні і, отже, було б більш правильно оцінювати шорсткість за поверхнею, а не за профілем. Теорія такого методу дуже складна, і в даний час її тільки починають розробляти.
До методу оцінки шорсткості за поверхнею відноситься суб'єктивний метод оцінки шорсткості поверхонь деталей порівнянням зі зразками.
На робочому місці не завжди зручно користуватися існуючими приладами для виміру, тому широко розповсюджений метод контролю шорсткості порівнянням виробу з атестованою деталлю зі стандартним зразком шорсткості. Сутність методу полягає в тому, що візуально або дотиком за допомогою лупи або спеціального мікроскопа порівняння поверхня деталі порівнюється з поверхнею стандартного зразка. При контролі за допомогою мікроскопа порівняння в поле зору мікроскопа одночасно спостерігаються контрольована поверхня і поверхня стандартного зразка при однаковому збільшенні і освітленості.
Похожие работы
... – 0,046 = 71,954 мм Визначимо граничні зазори: Smax = Dmax – dmin = 72,046 – 71,954 = 0,092 мм Smin = Dmin – dmax = 72,000 – 72,000 = 0,000 мм 3.4 Взаємозамінність нарізних сполучень Завдання: Для нарізного сполучення кришка складального креслення прийняти розміри нарізного сполучення й уточнити по стандарті. Призначити крок різьблення, середній діаметр і внутрішній діаметр різьблення. ...
... = = – 0,8 мм , тобто граничні відхилення складових ланок призначені правильно. 3.2 Розрахунок імовірнісним методом (пряма задача). Завдання 3.2. Для можливості порівняння з розрахунком за методом повної взаємозамінності розглянемо той же розмірний ланцюг (див. рис. 3.1). 1 - 3-й пункти аналогічні відповідним пунктам розв'язку методом повної взаємозамінності. 4. Приймаємо, що розсіювання ...
... і вал, надлишкова теплота буде видалятись примусовою прокачкою масла. 13. Визначаємо об’єм масла, що прокачується через підшипник: = 0,2 л/хв 2.2 Розрахунок допусків, посадок та параметрів посадок гладких циліндричних з’єднань Умова: Для трьох циліндричних з’єднань ( D1, D4, D5 ) підрахувати граничні розміри, допуски, величини найбільших, найменших і середніх зазорів (натягів), допуск ...
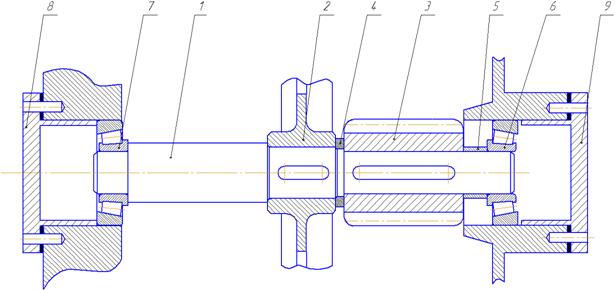
... напрессовываются подшипники поз.6 и 7. После этого вал устанавливается в редуктор с регулировкой осевой игры с помощью набора прокладок привертными крышками поз.8 и 9. Рисунок 1.- Сборочная единица (промежуточный вал редуктора) 2 ИСХОДНЫЕ ДАННЫЕ Тип производства – единичное. Передаваемый крутящий момент – 0,0722·103 Н*м. Частота вращения вала n =576 об/мин. Параметры шестерни: m n= ...
0 комментариев