Механизация
Выбираем тип каната. Для автомобильного крана, работающего на открытом воздухе, при наличии пыли и влаги следует выбирать канат типа
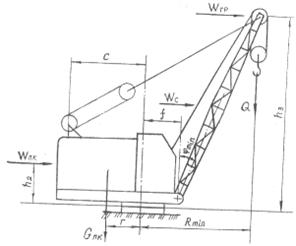
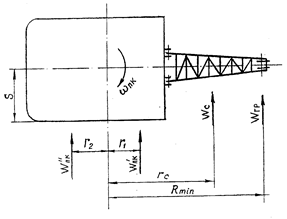
Расчёт механизма поворота
Мощность гидромотора в период пуска
Расчёт процесса торможения
Назначение детали в узле
Разработка приспособления для ремонта металлоконструкций
Расчёт приводов грузовой лебёдки и механизма поворота показан выше
Оптовая цена Ц (руб.)
Расчет годовой эксплуатационной производительности машин по сравниваемым вариантам
Руб
Навигация
Назначение детали в узле
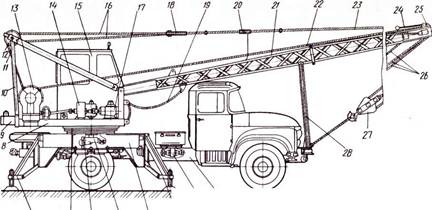
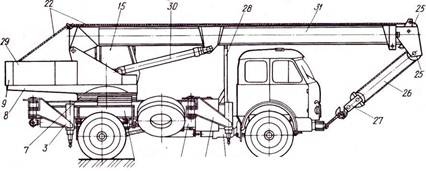
Автомобильный кран
100345
знаков
15
таблиц
29
изображений
6. Назначение детали в узле
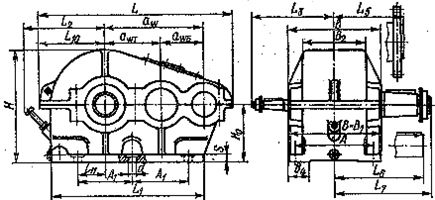
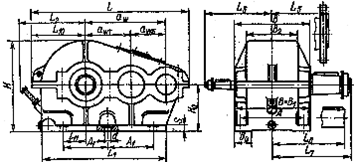
Неповоротная часть (платформа) крана представляет собой жесткую сварную раму с выносными опорами и механизмом блокировки задней подвески шасси. Неповоротная рама устанавливается на раме автомобильного шасси, с которой она соединена при помощи болтов или заклепок. В верхней части неповоротной рамы имеется опорно-поворотное устройство, на подвижной части которого закреплена поворотная часть грузоподъемной установки крана.
Неповоротная платформа является одним из основных элементов металлоконструкции крана.
В процессе эксплуатации крана, особенно в период интенсивной эксплуатации (в зимнее время, при тяжелых условиях работы), существует вероятность появления дефектов на кране, в частности на неповоротной платформе. Характерными дефектами металлоконструкции неповоротной части крана являются:
· дефекты сварных соединений;
· деформации и трещины в листовых элементах неповоротной рамы.
Существует несколько методов обнаружения дефектов металлоконструкции. Начиная от визуального осмотра, позволяющего выявить дефекты, представляющие явную опасность возможного хрупкого разрушения, и заканчивая применением неразрушающих методов контроля с высокой разрешающей способностью при обнаружении дефектов (ультразвуковой, рентгеновский, электромагнитный и другие методы).
6.1 Ремонт неповоротной платформы в случае обнаружения трещины в сварном шве
Предлагаемый технологический процесс проведения ремонта.
Маршрут проведения ремонта металлоконструкции:
Подготовка под сварку:
Операция 005 – зачистка.
Операция 010 – дефектация.
Операция 015 – термическая кислородная резка.
Операция 020 – зачистка.
Операция 025 – слесарная.
Операция 030 – зачистка.
Операция 035 – контроль внешнего вида.
Заготовка деталей:
Операция 040 – разметка.
Операция 045 – термическая кислородная резка.
Операция 050 – зачистка.
Операция 055 – правка.
Операция 060 – контроль внешнего вида.
Операция 065 – контроль линейных размеров.
Ремонт:
Операция 070 – сварка.
Операция 075 – зачистка.
Операция 080 – контроль внешнего вида.
Операция 085 – сварка.
Операция 090 – зачистка.
Операция 095 – контроль внешнего вида.
Операция 100 – контроль линейных размеров.
Операция 105 – сварка.
Операция 110 – зачистка.
Операция 115 – контроль внешнего вида.
При обнаружении трещины в сварном шве металлоконструкции неповоротной рамы (см. рис.4.1) выполняются следующие основные действия:
Подготовка под сварку:
Операция 010 – дефектация.
Эта операция необходима для обнаружения действительных размеров трещины. Для этого необходимы: керосин, мел и кисть маховая. Место предполагаемой трещины зачищают до блеска, смачивают его керосином и вытирают
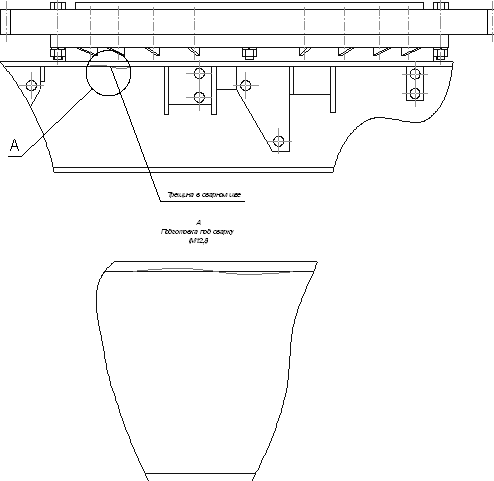
Рис.4.1 Трещина в сварном шве неповоротной платформы.
насухо. Затем поверхность покрывают слоем мела. Трещина проявляется при обработке поверхности кистью.
Операция 015 – термическая кислородная резка.
После обнаружения трещины необходимо удалить сварной шов на длину дефектного места плюс 10 мм в оба конца. Повторная заварка без вырубки дефектного места недопустима. Для данной операции необходимы: резак, кислород газообразный и пропанобутановая смесь.
Заготовка деталей:
Необходимо разметить на листе 6-10 мм деталь, чертеж которой показан на рис. 4.2, в количестве 2-х штук.
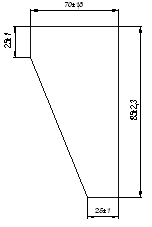
Рис. 4.2 Косынка.
Затем с помощью резака вырезать их по размерам.
Ремонт:
Необходимо с помощью ручной дуговой сварки заварить вырубленные сварные швы; усилить полученный сварной шов 2-мя косынками рис.4.3.
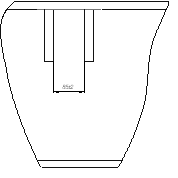
Рис. 4.3 Произведен ремонт неповоротной платформы.
Перед проведением всех сварочных работ необходимо производить зачистку обрабатываемых поверхностей. После сварочных работ необходимо зачистить сварные швы от шлака, а околошовные места от брызг металла.
6.2 Ремонт неповоротной платформы в случае обнаружения трещины в листовых элементах
Предлагаемый технологический процесс проведения ремонта.
Маршрут проведения ремонта металлоконструкции:
Подготовка под сварку:
Операция 005 – зачистка.
Операция 010 – дефектация.
Операция 015 – сверлильная.
Операция 020 – слесарная.
Операция 025 – зачистка.
Операция 030 – контроль внешнего вида.
Заготовка деталей:
Операция 035 – разметка.
Операция 040 – термическая кислородная резка.
Операция 045 – зачистка.
Операция 050 – правка.
Операция 055 – контроль внешнего вида.
Операция 060 – контроль линейных размеров.
Ремонт:
Операция 065 – сварка.
Операция 070 – зачистка.
Операция 075 – контроль внешнего вида.
Операция 080 – сборка.
Операция 085 – сварка.
Операция 090 – зачистка.
Операция 095 – контроль внешнего вида.
При обнаружении трещины в листовых элементах металлоконструкции неповоротной рамы (см. рис.4.4) выполняются следующие основные действия:
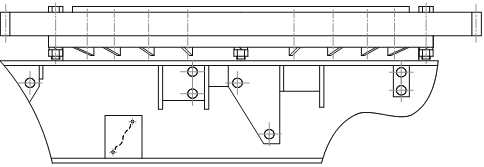
Рис. 4.4 Трещина в листовом элементе металлоконструкции неповоротной платформы.
Подготовка под сварку:
Аналогично предыдущему технологическому процессу. Только необходимо сделать следующие операции:
Операция 015 – сверлильная.
Просверлить 2 отверстия ![]() 10 мм в целом металле с центром на расстоянии 10 мм от видимого конца трещины в сторону ее распространения. Это необходимо, чтобы исключить дальнейшее распространение трещины.
10 мм в целом металле с центром на расстоянии 10 мм от видимого конца трещины в сторону ее распространения. Это необходимо, чтобы исключить дальнейшее распространение трещины.
Операция 020 – слесарная.
Произвести разделку кромок рис. 4.5. глубина и вид разделки зависят от толщины свариваемого металла.
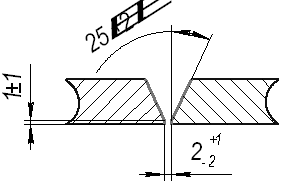
Рис. 4.5 Разделка трещины под сварку.
Заготовка деталей:
Необходимо разметить на листе 6-10 мм деталь, чертеж которой показан на рис. 4.6.
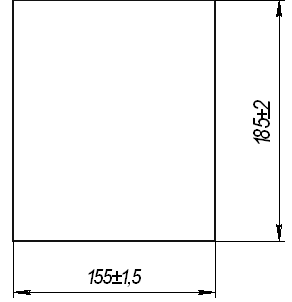
Рис. 4.6 Деталь.
Затем с помощью резака вырезать ее по размерам.
Ремонт:
Необходимо с помощью ручной дуговой сварки приварить полученную деталь.
Похожие работы
зопасность эксплуатации современных моделей автомобильных кранов во многом зависят от умелого их использования по назначению в технологическом процессе монтажных и погрузочно-разгрузочных работ, поэтому непрерывно повышаются требования к квалификации машиниста крана автомобильного. Только обладая хорошими знаниями современных конструкций автомобильных кранов и технологии их применения, можно стать ...
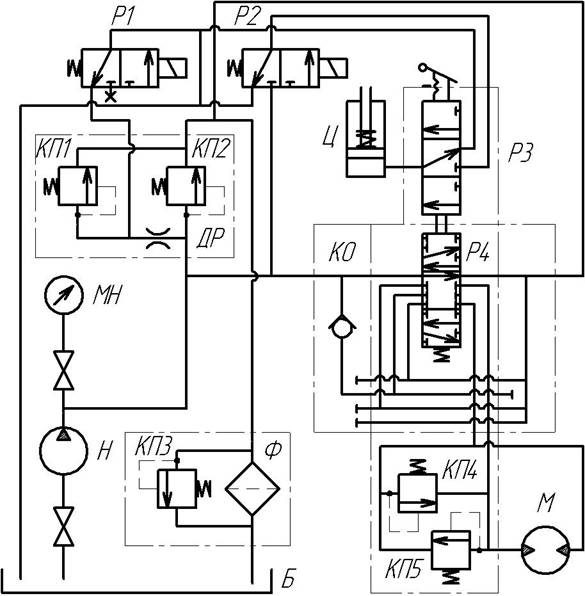
... к гидромотору М и одновременно к гидроцилиндру тормоза, размыкая тормозное устройство. Противоположная полость гидромотора при этом соединяется со сливной гидролинией. 3. Расчет объемного гидропривода 3.1 Определение мощности гидропривода и насоса Полезную мощность гидродвигателя возвратно-поступательного действия (гидроцилиндра) Nгдв , кВт, определяют по формуле: Nгдв=М·2π·nм, ...
... из одной буквы и двух-трех цифр или двух букв и двух цифр (например, К-64, АК-75). Буквенная часть обозначает принадлежность машины к группе кранов (К) или более точно — к группе автомобильных кранов (АК); цифры — грузоподъемность крана (6, 3; 7, 5Т) и порядковый номер модели. В 1967 г. утверждена новая индексация стреловых самоходных кранов, согласно которой индекс автомобильных кранов состоит ...
... за габариты неповоротной части, расположенные на высоте до 2 метров от уровня стоянки края или площадки, на которой могут находиться люди; боковые части, выступающие за боковую часть крана стрелового типа, перемещающегося по наземному пути; выносные опоры; кабину и внешние элементы ходовой части кранов мостового типа. Безаварийная и безопасная работа грузоподъемных кранов при производстве ...
0 комментариев