Навигация
Анализ технических условий на изготовление детали
48790
знаков
2
таблицы
0
изображений
2. Анализ технических условий на изготовление детали
В технических условиях на изготовление детали требуется повысить твердость поверхности детали с помощью улучшения до НВ 250.
Термическим улучшением называют термическую обработку, состоящую из закалки на мартенсит и последующего высокого отпуска на сорбит. Закалкой стали называется операция термической обработки, заключающаяся в нагреве ее, по крайней мере, выше температуры ![]() , выдержке и последующем охлаждении в различных средах с целью получения при комнатной температуре неустойчивых продуктов распада аустенита, т.е. с целью повышения твердости и прочности. Повышение твердости и прочности достигается превращением аустенита в одну из самых прочных структур – мартенсит. Его образование требует быстрого охлаждения с температуры закалки (например, охлаждение в воде). Высокий отпуск проводят при температуре
, выдержке и последующем охлаждении в различных средах с целью получения при комнатной температуре неустойчивых продуктов распада аустенита, т.е. с целью повышения твердости и прочности. Повышение твердости и прочности достигается превращением аустенита в одну из самых прочных структур – мартенсит. Его образование требует быстрого охлаждения с температуры закалки (например, охлаждение в воде). Высокий отпуск проводят при температуре ![]() . Структурные изменения при таких температурах заключаются в укрупнении частиц цементита, в результате чего образуется феррито-цементитная смесь, называемая сорбитом отпуска. Твердость стали после высокого отпуска снижается, однако уровень прочности при этом еще достаточно высок. В то же время обеспечивается повышенная пластичность и особенно ударная вязкость, практически полностью снимаются внутренние напряжения, возникшие при закалке. Таким образом, высокий отпуск на сорбит обеспечивает наилучший комплекс механических свойств, позволяющий применять данный вид отпуска для деталей, работающих в условиях динамических нагрузок. Такой же отпуск рекомендуется для деталей машин из легированных сталей, работающих при повышенных температурах.
. Структурные изменения при таких температурах заключаются в укрупнении частиц цементита, в результате чего образуется феррито-цементитная смесь, называемая сорбитом отпуска. Твердость стали после высокого отпуска снижается, однако уровень прочности при этом еще достаточно высок. В то же время обеспечивается повышенная пластичность и особенно ударная вязкость, практически полностью снимаются внутренние напряжения, возникшие при закалке. Таким образом, высокий отпуск на сорбит обеспечивает наилучший комплекс механических свойств, позволяющий применять данный вид отпуска для деталей, работающих в условиях динамических нагрузок. Такой же отпуск рекомендуется для деталей машин из легированных сталей, работающих при повышенных температурах.
Что касается места упрочняющей обработки в технологическом процессе, то она должна проводить перед финишной обработкой заготовки, т.к. проведение термической обработки раньше усложнит механическую обработку (приведет к быстрому износу инструмента). Проводить же термическую обработку после финишной обработки нецелесообразно, т.к. термическая обработка может привести к короблению детали. Следовательно, наиболее целесообразным является проведение термической обработки между чистовой и финишной обработкой.
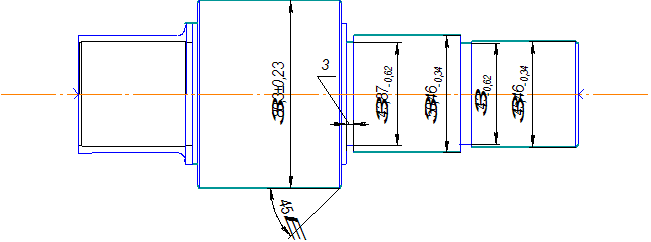
Неуказанная шероховатость составляет ![]() , следовательно, чтобы получить такую шероховатость необходимо провести черновую и чистовую обработку данных поверхностей. Неуказанные предельные отклонения размеров заданы по 14 квалитету, что можно согласовать с данной шероховатостью.
, следовательно, чтобы получить такую шероховатость необходимо провести черновую и чистовую обработку данных поверхностей. Неуказанные предельные отклонения размеров заданы по 14 квалитету, что можно согласовать с данной шероховатостью.
Также необходимо обеспечить требования, которые касаются погрешностей формы и расположения.
На чертеже детали единственным допуском на погрешность формы является допуск цилиндричности. Данный допуск обеспечивается при торцекруглошлифовальной операции при обработке цилиндрических поверхностей диаметром ![]() и
и ![]() .
.
Что касается допусков расположения, то к детали предъявляется обеспечение следующих допусков: допуск параллельности, допуск перпендикулярности, допуск соосности и допуск симметричности. Допуск параллельности обеспечивается при фрезеровании шпоночного паза; допуск перпендикулярности обеспечивается при шлифовании торцов при торцекруглошлифовальной операции; допуск соосности обеспечивается при торцекруглошлифовальной операции при обработке цилиндрических поверхностей диаметром ![]() и
и ![]() ; допуск симметричности обеспечивается при фрезеровании шпоночного паза.
; допуск симметричности обеспечивается при фрезеровании шпоночного паза.
Что касается суммарного допуска формы и расположения, то к детали предъявляется допуск на радиальное биение. Допуск на радиальное биение обеспечивается при круглошлифовальной операции зубчатого венца вала-шестерни.
3. Анализ технологичности конструкции детали
Технологичность конструкции – это соответствие детали изделия заданным условиям производства, которые обеспечивают изготовление данной детали или изделия с данной трудоемкостью и себестоимостью их изготовления.
Существует два вида показателей технологичности: качественные и количественные. Качественная оценка при сравнении вариантов конструкций в процессе изделия предшествует количественной и определяет целесообразность затрат на определение численных показателей технологичности вариантов. Количественная оценка технологичности конструкции изделия выражается показателем, численное значение которого характеризует степень удовлетворения требований к технологичности конструкции.
Оценку конструкции детали на технологичность:
1. Данный вал-шестерня является жестким, т.к.  , а это является одним из условий технологичности.
, а это является одним из условий технологичности.
2. Деталь состоит из стандартных и унифицированных конструктивных элементов: диаметральных и линейных размеров, зубчатого венца. Это способствует использованию стандартных режущих и измерительных инструментов.
3. Деталь имеет точность и шероховатость, которые можно получить стандартным унифицированным инструментом при стандартном технологическом процессе.
4. Материал заготовки отвечает требованиям технологии изготовления: при изготовлении нет необходимости применять сложные технологические процессы изготовления детали; для хранения материала нет необходимости создавать определенные условия хранения и транспортировки.
5. Шероховатость базовых поверхностей удовлетворяет требованиям точности установки детали, ее обработки и контроля.
6. Деталь симметрична относительно своей оси.
7. На детали имеются канавки для свободного выхода режущего инструмента и фаски, причем все эти элементы являются унифицированными, что способствует повышению технологичности конструкции детали.
8. Все обрабатываемые поверхности имеют свободный подвод и отвод режущего инструмента, за исключением шпоночного паза, который является закрытым. Для его обработки можно использовать только концевую фрезу.
9. Все шероховатости, обозначенные на чертеже, соответствуют данным квалитетам точности, а это также является одним из условий технологичности.
Коэффициент точности обработки:
 , где
, где
![]() – средний квалитет точности размеров;
– средний квалитет точности размеров;
 , где
, где
![]() – число размеров заданного квалитета;
– число размеров заданного квалитета;
![]() ;
;
 .
.
Коэффициент точности обработки детали ![]() , следовательно, деталь считается технологичной.
, следовательно, деталь считается технологичной.
Коэффициент шероховатости поверхности детали:
 , где
, где
![]() – средняя шероховатость поверхности детали;
– средняя шероховатость поверхности детали;
 , где
, где
![]() – число основных поверхностей детали соответствующей шероховатости;
– число основных поверхностей детали соответствующей шероховатости;![]() ;
;
 .
.
Коэффициент шероховатости поверхности детали ![]() , следовательно, деталь считается технологичной.
, следовательно, деталь считается технологичной.
Похожие работы





... последовательность, сначала обрабатываем поверхность, к точности которой предъявляются меньшие требования, а потом поверхности, которые должны быть более точными. Операции согласно типовому технологическому процессу изготовления разбиваем на установы. Индекс около номера поверхности обозначает номер операции, на которой она получена. Индекс 00 – относится к заготовительной операции, буквы А, Б – ...

... поверхностях зуба, мкм; Rz80 – шероховатость на боковых поверхностях шпоночного паза в центральном отверстии, мкм; Rz40 – шероховатость на дне шпоночного паза, мкм. 2.4 Разработка технологического процесса изготовления конического зубчатого колеса 2.4.1 Выбор заготовки и способа ее получения Для изготовления данной детали используется сталь 18 ХГТ Характеристика стали 18ХГТ Марка ...

... назначаем методы получения определенных конфигураций, размеры, допуски, припуски на обработку и формируем технические условия на её изготовление. Процесс получения заготовки определяется техническими свойствами материала, конструктивными формами и размерами детали и программой выпуска. Деталь вал-шестерня изготавливается из стали 50 с годовой программой выпуска 70 000 шт. Заготовку в этом случае ...





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
0 комментариев