Навигация
Разработка операционной технологии механической обработки детали
48790
знаков
2
таблицы
0
изображений
8. Разработка операционной технологии механической обработки детали
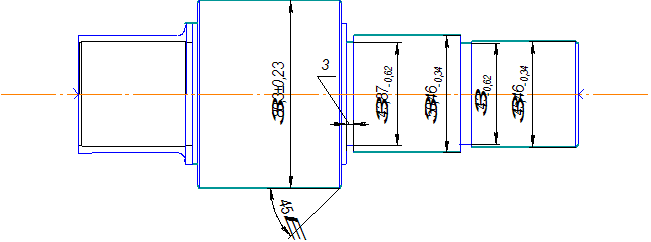
Операция 015 – Фрезерно-центровальная.
Данная операция выполняется за один установ с двумя рабочими переходами.
Данная операция состоит из следующих переходов:
· установить и закрепить деталь;
· фрезеровать два торца одновременно;
· сверлить два отверстия одновременно;
· снять деталь.
Данная схема обработки является весьма прогрессивной, т.к. одновременно обрабатываются два торца и одновременно сверлятся два отверстия. А в связи с тем, что используются комбинированные центровочные сверла, сразу обрабатываются и фаски. Для фрезерования торцов используются торцевые фрезы, т.к. данный инструмент наиболее подходит для данного вида обработки. Марка материала режущей кромки – твердый сплав Т15К6. Для обработки центровых отверстий используются комбинированные центровочные сверла, т.к. помимо сверления отверстий они одновременно обрабатывают и фаски. Марка режущей кромки – твердый сплав Т5К10.
Расчет режимов резания.
1 переход – фрезерование.
Глубина резания: ![]() .
.
Длина рабочего хода (карта Ф-1 в [6], стр. 73):
![]() , где
, где
![]() – длина резания, равная длине обработки, измеренной в направлении резания;
– длина резания, равная длине обработки, измеренной в направлении резания;
![]() – длина подвода, врезания и перебега;
– длина подвода, врезания и перебега;
Средняя ширина фрезерования:
 , где
, где
![]() – площадь фрезеруемых поверхностей;
– площадь фрезеруемых поверхностей;
 ;
;
![]() (приложение 3 в [6], стр. 301);
(приложение 3 в [6], стр. 301);
![]() .
.
Рекомендуемая подача на зуб (карта Ф-2 в [6], стр. 85):
![]() .
.
Стойкость инструмента (карта Ф-3 в [6], стр. 87):
![]() , где
, где
![]() – стойкость первого, второго и т.д. инструментов наладки;
– стойкость первого, второго и т.д. инструментов наладки;
 – коэффициент времени резания каждого инструмента;
– коэффициент времени резания каждого инструмента;
![]() – коэффициент, учитывающий количество инструментов в наладке;
– коэффициент, учитывающий количество инструментов в наладке;
![]() ;
;
![]() .
.
Рекомендуемая нормативами скорость резания (карта Ф-4 в [6], стр. 97):
![]() , где
, где
![]() ;
;
![]() – коэффициент, зависящий от размеров обработки;
– коэффициент, зависящий от размеров обработки;
![]() – коэффициент, зависящий от обрабатываемого материала;
– коэффициент, зависящий от обрабатываемого материала;
![]() – коэффициент, зависящий от стойкости и материала инструмента;
– коэффициент, зависящий от стойкости и материала инструмента;
![]() .
.
Принимаем ![]() .
.
Число оборотов шпинделя, соответствующее рекомендуемой скорости резания:
 .
.
По паспорту станка: ![]() .
.
Уточнение скорости резания по принятым оборотам шпинделя:
 .
.
Минутная подача:
![]() .
.
Основное машинное время обработки:
 .
.
Мощность резания (карта Ф-5 в [6], стр. 101):
![]() , где
, где
![]() – величина, определяемая по таблице;
– величина, определяемая по таблице;
![]() – скорость резания;
– скорость резания;
![]() – глубина резания;
– глубина резания;
![]() – число зубьев фрезы;
– число зубьев фрезы;
![]() – коэффициент, зависящий от обрабатываемого материала;
– коэффициент, зависящий от обрабатываемого материала;
![]() – коэффициент, зависящий от типа фрезы и скорости резания;
– коэффициент, зависящий от типа фрезы и скорости резания;
![]() .
.
Похожие работы





... последовательность, сначала обрабатываем поверхность, к точности которой предъявляются меньшие требования, а потом поверхности, которые должны быть более точными. Операции согласно типовому технологическому процессу изготовления разбиваем на установы. Индекс около номера поверхности обозначает номер операции, на которой она получена. Индекс 00 – относится к заготовительной операции, буквы А, Б – ...

... поверхностях зуба, мкм; Rz80 – шероховатость на боковых поверхностях шпоночного паза в центральном отверстии, мкм; Rz40 – шероховатость на дне шпоночного паза, мкм. 2.4 Разработка технологического процесса изготовления конического зубчатого колеса 2.4.1 Выбор заготовки и способа ее получения Для изготовления данной детали используется сталь 18 ХГТ Характеристика стали 18ХГТ Марка ...

... назначаем методы получения определенных конфигураций, размеры, допуски, припуски на обработку и формируем технические условия на её изготовление. Процесс получения заготовки определяется техническими свойствами материала, конструктивными формами и размерами детали и программой выпуска. Деталь вал-шестерня изготавливается из стали 50 с годовой программой выпуска 70 000 шт. Заготовку в этом случае ...





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
0 комментариев