Навигация
Определение номинальных размеров поковки
48790
знаков
2
таблицы
0
изображений
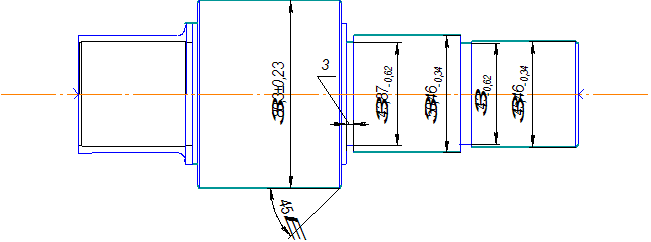
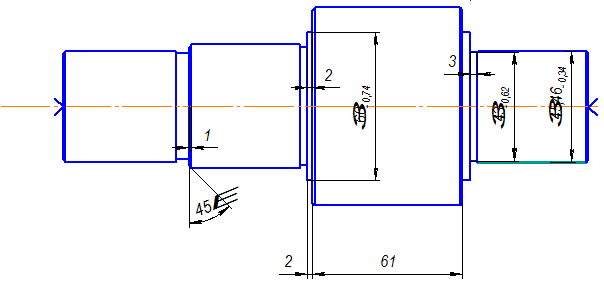
7. Определение номинальных размеров поковки.
Цилиндрические поверхности:
![]()
«+» – для охватываемых размеров;
«–» – для охватывающих размеров.
Линейные размеры:
![]() – для охватываемых размеров;
– для охватываемых размеров;
![]() – для охватываемых размеров;
– для охватываемых размеров;
![]() – для прочих размеров.
– для прочих размеров.
Диаметральные размеры:
· для размера ![]() –
– ![]() ;
;
· для размера ![]() –
– ![]() ;
;
· для размеров ![]() –
– ![]() ;
;
· для размера ![]() –
– ![]() ;
;
· для размера ![]() –
– ![]() .
.
Линейные размеры:
· для размера ![]() –
– ![]() ;
;
· для размера ![]() –
– ![]() ;
;
· для размеров ![]() –
– ![]() ;
;
· для размера ![]() –
– ![]() ;
;
· для размера ![]() –
– ![]() ;
;
· для размера ![]() –
– ![]() .
.
8. Определение допускаемых отклонений на размеры поковки.
Производится по табл. 15 из [5] согласно исходному индексу и номинальному размеру поковки. Допускаемые отклонения на охватывающие размеры должны устанавливаться с обратными знаками.
| Вид | Номиналь- | Исходный | Шероховатость | Допускаемые |
|
| Общий | Номиналь- |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Диаметральные | 45 | 16 |
| 4,0 | 2,7 | 1,1 | 3,8 |
|
| 46 | 16 |
| 4,0 | 2,5 | 1,1 | 3,6 |
| |
| 54 | 16 |
| 4,0 | 2,5 | 1,1 | 3,6 |
| |
| 54 | 16 |
| 4,0 | 2,5 | 1,1 | 3,6 |
| |
| 64 | 16 |
| 4,0 | 2,5 | 1,1 | 3,6 |
| |
| 93,1 | 16 |
| 4,0 | 2,5 | 1,1 | 3,6 |
| |
| Линейные | 22 | 16 |
| 3,2 | 2,3 | 0,9 | 3,2 |
|
| 74 | 16 |
| 3,6 | 2,5 | 0,9 | 3,4 |
| |
| 20 | 16 |
| 3,2 | 2,5 | 0,9 | 3,4 |
| |
| 102 | 16 |
| 4,0 | 2,3 | 0,9 | 3,2 |
| |
| 38 | 16 |
| 3,2 | 2,5 | 0,9 | 3,4 |
| |
| 235 | 16 |
| 4,5 | 2,3 | 0,9 | 3,2 |
|
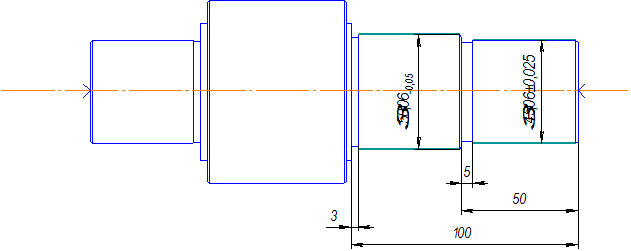
6. Расчет припусков на механическую обработку расчетно-аналитическим методом
Рассчитываемый размер: ![]() ,
, ![]() ,
, ![]() .
.
Число технологических переходов, необходимых для достижения заданных параметров качества:
1. Черновое точение.
2. Чистовое точение.
3. Черновое шлифование.
4. Чистовое шлифование.
Минимальный расчетный припуск:
![]() , где
, где
![]() – величина микронеровностей;
– величина микронеровностей;
![]() – величина дефектного слоя;
– величина дефектного слоя;
![]() – суммарное пространственное отклонение обрабатываемой поверхности;
– суммарное пространственное отклонение обрабатываемой поверхности;
![]() – погрешность установки.
– погрешность установки.
Составляющие минимального расчетного припуска:
· заготовка – ![]() (табл. 11, стр. 185 в [7]);
(табл. 11, стр. 185 в [7]);
· черновое точение – ![]() ,
, ![]() (табл. 24, стр. 187 в [7]);
(табл. 24, стр. 187 в [7]);
· чистовое точение – ![]() ,
, ![]() (табл. 24, стр. 187 в [7]);
(табл. 24, стр. 187 в [7]);
· черновое шлифование – ![]() ,
, ![]() (табл. 24, стр. 187 в [7]);
(табл. 24, стр. 187 в [7]);
· погрешность заготовки ![]() ;
;
· ![]() – смещение штампа (табл. 18, стр. 187 в [7]);
– смещение штампа (табл. 18, стр. 187 в [7]);
· ![]() – кривизна прутка, где
– кривизна прутка, где ![]() – удельная кривизна (табл. 16, стр. 186 в [7]);
– удельная кривизна (табл. 16, стр. 186 в [7]);
· ![]() ;
;
· остаточные погрешности:
· черновое точение – ![]() , где
, где ![]() – коэффициент уточнения (табл. 29, стр. 190 в [7]);
– коэффициент уточнения (табл. 29, стр. 190 в [7]);
· чистовое точение – ![]() ;
;
· погрешностью установки ![]() можно пренебречь.
можно пренебречь.
Определение минимального расчетного припуска:
· черновое точение – ![]() ;
;
· чистовое точение – ![]() ;
;
· черновое шлифование – ![]() ;
;
· чистовое шлифование – ![]() .
.
Заполнение 7 столбца начинается снизу вверх, при этом сначала записывают минимальный предельный размер детали по чертежу, все последующие по переходам получаются путем сложения с минимальным расчетным припуском.
Технологические допуски на переходы определяются по [7].
Для вала сначала заполняется 9 столбец, который получается путем округления расчетного размера в большую сторону до соответствующей точности технологического допуска. 10 столбец получаем путем прибавления соответствующих допусков к значениям 9 столбца.
Столбец 11 заполняется путем вычитания соответствующих минимальных предельных размеров. 12 столбец – путем вычитания соответствующих максимальных предельных размеров.
Расчетные размеры: ![]() .
.
Размер заготовки: ![]() .
.
Общие минимальные и максимальные величины припусков:
 ;
; .
.
Проверка правильности выполнения расчетов:
![]() ;
;
![]() ;
;
![]() расчеты верны.
расчеты верны.
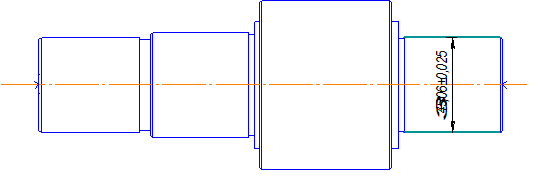
Рассчитываемый размер: ![]() ,
, ![]() ,
, ![]() .
.
Число технологических переходов, необходимых для достижения заданных параметров качества:
1. Черновое точение.
2. Чистовое точение.
3. Черновое шлифование.
4. Чистовое шлифование.
Минимальный расчетный припуск:
![]() , где
, где
![]() – величина микронеровностей;
– величина микронеровностей;
![]() – величина дефектного слоя;
– величина дефектного слоя;
![]() – суммарное пространственное отклонение обрабатываемой поверхности;
– суммарное пространственное отклонение обрабатываемой поверхности;
![]() – погрешность установки.
– погрешность установки.
Составляющие минимального расчетного припуска:
· заготовка – ![]() (табл. 11, стр. 185 в [7]);
(табл. 11, стр. 185 в [7]);
· черновое точение – ![]() ,
, ![]() (табл. 24, стр. 187 в [7]);
(табл. 24, стр. 187 в [7]);
· чистовое точение – ![]() ,
, ![]() (табл. 24, стр. 187 в [7]);
(табл. 24, стр. 187 в [7]);
· черновое шлифование – ![]() ,
, ![]() (табл. 24, стр. 187 в [7]);
(табл. 24, стр. 187 в [7]);
· погрешность заготовки ![]() ;
;
· ![]() – смещение штампа (табл. 18, стр. 187 в [7]);
– смещение штампа (табл. 18, стр. 187 в [7]);
· ![]() – кривизна прутка, где
– кривизна прутка, где ![]() – удельная кривизна (табл. 16, стр. 186 в [7]);
– удельная кривизна (табл. 16, стр. 186 в [7]);
· ![]() ;
;
· остаточные погрешности:
· черновое точение – ![]() , где
, где ![]() – коэффициент уточнения (табл. 29, стр. 190 в [7]);
– коэффициент уточнения (табл. 29, стр. 190 в [7]);
· чистовое точение – ![]() ;
;
· погрешностью установки ![]() можно пренебречь.
можно пренебречь.
Определение минимального расчетного припуска:
· черновое точение – ![]() ;
;
· чистовое точение – ![]() ;
;
· черновое шлифование – ![]() ;
;
· чистовое шлифование – ![]() .
.
Заполнение 7 столбца начинается снизу вверх, при этом сначала записывают минимальный предельный размер детали по чертежу, все последующие по переходам получаются путем сложения с минимальным расчетным припуском.
Технологические допуски на переходы определяются по табл. 29, стр. 190 в [7].
Для вала сначала заполняется 9 столбец, который получается путем округления расчетного размера в большую сторону до соответствующей точности технологического допуска. 10 столбец получаем путем прибавления соответствующих допусков к значениям 9 столбца.
Столбец 11 заполняется путем вычитания соответствующих минимальных предельных размеров. 12 столбец – путем вычитания соответствующих максимальных предельных размеров.
Расчетные размеры: ![]() .
.
Размер заготовки: ![]() .
.
Общие минимальные и максимальные величины припусков:
 ;
;
 .
.
Проверка правильности выполнения расчетов:
![]() ;
;
![]() ;
;
![]() расчеты верны.
расчеты верны.
Незначительное несоответствие значений табличного и расчетно-аналитического методов связано с тем, что второй метод учитывает больше погрешностей.
Объем заготовки:
 Масса заготовки:
Масса заготовки:
![]() .
.
Коэффициент использования материала:
 .
.
Похожие работы





... последовательность, сначала обрабатываем поверхность, к точности которой предъявляются меньшие требования, а потом поверхности, которые должны быть более точными. Операции согласно типовому технологическому процессу изготовления разбиваем на установы. Индекс около номера поверхности обозначает номер операции, на которой она получена. Индекс 00 – относится к заготовительной операции, буквы А, Б – ...

... поверхностях зуба, мкм; Rz80 – шероховатость на боковых поверхностях шпоночного паза в центральном отверстии, мкм; Rz40 – шероховатость на дне шпоночного паза, мкм. 2.4 Разработка технологического процесса изготовления конического зубчатого колеса 2.4.1 Выбор заготовки и способа ее получения Для изготовления данной детали используется сталь 18 ХГТ Характеристика стали 18ХГТ Марка ...

... назначаем методы получения определенных конфигураций, размеры, допуски, припуски на обработку и формируем технические условия на её изготовление. Процесс получения заготовки определяется техническими свойствами материала, конструктивными формами и размерами детали и программой выпуска. Деталь вал-шестерня изготавливается из стали 50 с годовой программой выпуска 70 000 шт. Заготовку в этом случае ...





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
0 комментариев