Описание выпускаемой продукции
Анализ положения дел в отрасли (оценка конъюнктуры рынка)
План маркетинга и реализации продукции
План производства
Требования к сырью. Обеспеченность сырьевой базой производства газобетонных блоков. Выбор поставщиков сырьевых материалов
Потребность в инвестициях
Экономическая оценка инвестиционного проекта
Приготовление клеевого раствора
Навигация
План производства
Организации выпуска газобетонных блоков
60058
знаков
12
таблиц
15
изображений
5. План производства
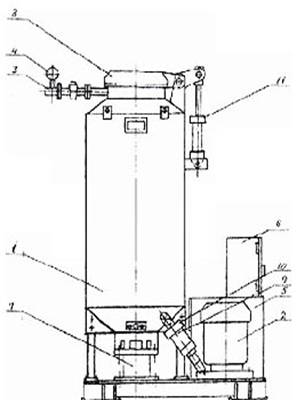
Оборудование. Для производства газобетонных блоков предусматривается приобретение полуавтоматической линии фирмы "Wehrhahn" (Германия).
Фирмой сделано предложение на поставку линии "Smart" производительностью около 600 м3 блоков в сутки (спецификация №11675/08-06, тип В6-600-Smart). Данный тип оборудования определен фирмой как "линия со средней производительностью и малым бюджетом". Кроме того, линия пригодна к расширению для производства армированных элементов, таких как стеновые плиты, плиты перекрытия и перемычки.
Площадь территории производства. Требуемая площадь для размещения производства – 25 тыс. м2, в том числе: производственные здания – 4,5 тыс. м2, склад готовой продукции – 12 тыс. м2, а также дополнительные постройки.
Выпускаемая продукция. Предусматривается выпуск газобетонных блоков следующих размеров (возможны другие размеры исходя из теплотехнических расчетов):
- длина – (625 ± 1,5) мм;
- высота - (250 ± 1,0) мм;
- толщина (толщина стены) - (75…500 ± 1,5) мм.
Сухая плотность, зависящая от сырьевых материалов, составляет 400…600 (800) кг/м3.
Прочность на сжатие, зависящая от сырьевых материалов, составляет 2,0 – 3,5 МПа.
Габариты упаковки: длина – 1,25 м; ширина – 0,75 м; высота – 1,5 м.
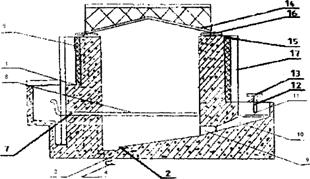
Технология производства. Газобетон на линии "Smart" изготавливается из окиси кальция СаО, содержащегося в извести, двуокиси кремния SiO2, содержащегося в песке, цементе или золе уноса, ангидрида (гипса), воды, а также небольшого количества алюминиевой пудры, использующейся в качестве порообразователя.
Технологическая схема производства газобетонных блоков имеет следующий вид.
Сырьевые материалы доставляются на завод автомобильным или железнодорожным транспортом. Компоненты в заданной пропорции подаются в смеситель, где перемешиваются по заданной программе. Готовая смесь выгружается в формы.
Одновременно форма со смесью подвергается ударным воздействиям, для улучшения строения пористой структуры. Происходит газообразование, смесь поднимается, как дрожжевой пирог, при этом образуется несчетное количество маленьких пор.
После того, как массив поднимется, он подвергается предварительному твердению в течении 60 - 80 мин для достижения прочности, необходимой для резки.
После этого массив извлекается из формы, кантуется на 900, в положение – на ребро, и с помощью тонких струн и ножей с высокой точностью режется на отдельные блоки, одновременно формируется пазы и гребни, фрезеруются захватные карманы для рук.
После резки газобетонные блоки подвергаются автоклавной обработке в атмосфере насыщенного пара при давлении 12 атм и температуре около 190°C.
При этом образуется уникальная кристаллическая структура (образуется гидросиликат кальция), которая придает ячеистому бетону его превосходные свойства в сравнении со строительными материалами, изготовленными неавтоклавным методом.
Готовая продукция поступает на линию упаковки: проходит через разрывную машину, устанавливается на поддоны, упаковывается. Готовые упакованные поддоны транспортером подаются на склад готовой продукции.
Доставка газобетонных блоков потребителям может осуществляться автомобильным и железнодорожным транспортом.
Необходимо отметить, что участки 1-4 линии "Smart", включающие первичную обработку сырья, дозирование, смешение, а также предварительное твердение, полностью автоматизированы.
Технологические параметры производства газобетонных блоков приведены в табл. 3.
Таблица 3 Технологические параметры производства газобетонных блоков
| № п/п | Параметр | Единица измерения | Значение | Расчет | |
| 1 | Размер массива | м | 6 | ||
| 2 | Объем одной формы нетто | м3 | 4,5 |
| |
| 3 | Время созревания блоков | мин | 180 | ||
| 4 | Складывающееся время такта | мин на массив | 10 | ||
| 5 | Рабочее время | производство | часы | 22,5 | |
| автоклавирование | часы | 24 | |||
| 6 | Автоклавы | длина | м | около 43,5 | |
| количество | шт. | 4 | |||
| количество массивов на автоклавную тележку | шт. | 3 | |||
| количество массивов на автоклав | шт. | 21 | |||
| 7 | Складывающееся среднее время автоклавного цикла | часы | 14,9 | ||
| 8 | Расход сырьевых материалов при плотности блоков 0,5 т/м3 | песок | т/сутки | 190 - 210 | |
| цемент | 35 - 45 | ||||
| известь | 35 - 45 | ||||
| ангидрит | 9 | ||||
| Алюминиевая паста | 0,3 | ||||
| 9 | Технические данные оборудования | Общая потребляемая мощность | кВт | 750 | |
| Распределитель низкого напряжения | кВА | 1000 | |||
| Потребность воды | м3/сутки | 220 - 250 | |||
| Мощность парогенератора | т/час | 12 - 14 | |||
| Потребление газа парогенератором | м3/час | 850 | |||
| Количество конденсата | т/сутки | 70 | |||
| Потребление сжатого воздуха | м3/мин | 3 | |||
| 10 | Расчетная производительность | м3 блоков в сутки | 608 |
| |
| 11 | Производственная мощность в год | Тыс. м3 блоков | 220 |
| |
Приведем детальное описание некоторых операций и устройств полуавтоматической линии "Smart":
ü установка удаления нижнего слоя используется также как универсальная машина для кантования (40.0/28.0), которая поворачивает массив в вертикальное положение для точной резки и профилирования соединений "паз-гребень";
ü боковой триммер (32.0) режет вертикальные стороны массива для получения длины блока или ширины плиты;
ü машина для резки по толщине (34.0) режет блоки (или панели) по заданной толщине;
ü машина поперечной резки (38.0) режет в вертикальном направлении блоки по высоте или панели по длине;
ü остатки резки всех шести обрезанных сторон падают в подготовитель обратного шлама (11.2);
ü готовый нарезанный массив снова опрокидывается в горизонтальное положение на автоклавную решетку (51.7), где удаляется нижний слой массива;
ü передаточная вагонетка (43.0) транспортирует нарезанный массив к погрузочному устройству;
ü погрузочное устройство (45.0) штабелирует опционально два или три массива на автоклавных решетках один над другим на автоклавную вагонетку (53.0);
ü заполненные автоклавные вагонетки перемещаются в автоклавы.
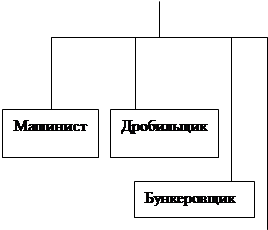
Потребность в персонале. При организации производства в три смены и трудоемкости 0,3 – 0,6 чел.-часов на м3 блоков требуется 9 – 18 машинистов оператора и 6 помощников машинистов оператора.
Для обеспечения качества и лабораторного контроля требуется инженер или техник-лаборант.
Похожие работы
... работников, на снижение потерь рабочего времени и, как следствие, на повышение производительности труда. Мероприятиями должно предусматриваться обеспечение работников, непосредственно связанных с производством пенобетона, специальными одеждой, обувью и другими средствами индивидуальной защиты, а именно: халат, респиратор, резиновые перчатки, а также обеспечение надлежащего лечебно- ...


... доступных в любом регионе компонентов 4. себестоимость пенобетона невысока 2. Номенклатура продукции По технологической линии данного производства изготавливаются теплоизоляционные плиты из пенобетона по ГОСТ 5742-76 "Изделия из ячеистых бетонов теплоизоляционные". Таблица 1. Ассортимент выпускаемых изделий № п/п Обозначение Габаритные размеры, мм Объем изделия, м3 длина ...

... ОАО «Ново-Иерусалимский кирпичный завод» ООО «ДельтаКом» 13% ОАО "Воскресенскцемент" ЗАО "Стройиндустрия" ЗАО «Мячковское» 21% ОАО "Щурово-Цемент" Необходимость разработки Егорьевского месторождения строительного камня вызвано резко возросшей потребностью в щебне для развития инфраструктуры города Егорьевск и Центрального федерального округа. Крупной строительной корпорацией " ...


... деятельность на предприятии я предлагаю разработать специальную компьютерную программу для того, чтобы данные от маркетинговых исследований учитывались централизованно, и можно было проследить изменение покупательского предпочтения, спроса, цена на продукцию предприятия ОАО «Алексеевская керамика». Это позволит предприятию с более полной точностью отслеживать изменения на рынке производства ...
0 комментариев