Описание выпускаемой продукции
Анализ положения дел в отрасли (оценка конъюнктуры рынка)
План маркетинга и реализации продукции
План производства
Требования к сырью. Обеспеченность сырьевой базой производства газобетонных блоков. Выбор поставщиков сырьевых материалов
Потребность в инвестициях
Экономическая оценка инвестиционного проекта
Приготовление клеевого раствора
Навигация
Приготовление клеевого раствора
Организации выпуска газобетонных блоков
60058
знаков
12
таблиц
15
изображений
1. Приготовление клеевого раствора.
Для кладки твинблоков применяется специальная сухая строительная смесь (клей). Приготовление клея производится строго в соответствии с инструкцией производителя. Затворенный водой клей (сухая растворная смесь) перемешивается с помощью лопастной мешалки, приводимой во вращение электродрелью.
2. Кладка первого ряда
Первый ряд – самый важный, так как он будет обеспечивать точность укладки последующих рядов:
Для предотвращения проникновения влаги из подвала, на подготовленный фундамент укладывается 1-2 слоя рубероида или какого-либо другого аналогичного гидроизолирующего материала.
Цоколь здания должен быть выполнен "западающим", т.е. вышележащий ряд блоков должен свисать над цоколем на 40-50 мм, при высоте цоколя не менее 500 мм от уровня отмостки.
С помощью нивелира вымеряются фундаменты. Кладка начинается с наивысшего по замерам угла здания.
При необходимости выравнивания основания при укладке 1 ряда блоков применяется цементно-песчаный раствор. Толщина расстилаемого раствора зависит от состояния основания.
На уложенный раствор укладывают первый ряд твинблоков, и с помощью уровня и киянки (резинового молотка) выравнивают точно по горизонтали. Между угловыми блоками натягивается контрольный шнур. Ряд проверяется на неровности правилом и уровнем. Правильность закладки углов здания контролируется деревянным уголком.
3. Ликвидация неровностей
Обычно при кладке блоков даже самой идеальной геометрии, образуются неровности величиной 1 - 3 мм. Каждый такой выступ предыдущего ряда обязательно внесет свой вклад в неровности последующего, а за счет клеевого слоя толщиной 1-2 мм выровнять образовавшиеся выступы и впадины практически невозможно. Поэтому неровности в уложенных блоках устраняются теркой, шлифовальной доской или рубанком, затем удаляется пыль и мелкие осколки.
Шлифовальная доска незаменима и еще в одном случае - при изготовлении блоков нестандартной геометрии.
4. Нанесение клея
Приготовленный клей при помощи зубчатой кельмы, подбираемой по толщине блока, наносится на горизонтальную поверхность твинблоков и равномерно наносится слоем 1-2 мм. Заполнение вертикального пазогребневого шва выполняется только с наружной стороны, после установки блока в конструкцию.
5.Изготовление доборных блоков
Доборные блоки легко выпиливаются при помощи ручной или электрической пилы. Либо в качестве доборных блоков возможно использование плитки из ячеистого бетона П60. Для обеспечения точности резания блоков и соблюдения прямых углов применяется металлический угольник.
6. Кладка второго ряда
Второй и последующие ряды кладки выполняются с перевязками швов в полблока. Наносится клей, и блок с максимальной точностью устанавливается по месту, его положение контролируется при помощи уровня, рихтовка производится резиновой киянкой.
Толщина шва между твинблоками не должна превышать 2 мм. Выступающий из шва клей удаляется мастерком или шпателем.
После кладки каждого ряда следует выравнивать неровности - это уменьшит расход клея и увеличит точность кладки.
Вертикальность поверхностей стен и углов кладки проверяют уровнем и отвесом.
Узлы примыканий наружных и внутренних стен, оконных и дверных проемов, выполняются согласно рабочим чертежам проекта.
7.Армирование кладки*
Необходимость армирования и места расположения арматуры выполняются согласно рабочим чертежам проекта.
Обязательно следует армировать:
– стены c повышенными боковыми нагрузками;
– части стены с увеличенной нагрузкой;
– первый ряд блоков на фундаменте;
– нижний шов оконных проемов;
– опорные поверхности перемычек.
Укладка арматуры осуществляется в штробы, заполненные кладочным клеем так, чтобы арматура была полностью покрыта клеем. Расстояние шовного арматурного пояса от внешней поверхности твинблока должно быть около 60 мм.
* по материалам AEROC
8.Монтаж перемычек
Перемычка подбирается в соответствии с толщиной стены. Высота перемычки должна совпадать с высотой твинблока, глубина опирания должна составлять не менее 20-25 см с каждой стороны.
9.Сопряжение стен
Для связи несущих стен с внутренними перегородками существуют следующие способы: можно заложить в несущей стене штрабы или выступающие блоки; либо применить стальные или стеклопластиковые закладные элементы. Оставшиеся щели между внутренней перегородкой и перекрытиями можно заделать при помощи строительной пены. Для большей долговечности выступающие углы внутренних перегородок можно усилить металлическим уголком.
10.Крепления к стенам
Газобетон легко гвоздится дюбелем или специальным гвоздем для ячеистого бетона, стандартным гвоздем. Для больших нагрузок рекомендуются инъекционные или расклиниваемые дюбеля. Для предотвращения разрушения бетона под резьбой при использовании саморезов необходимо избегать высокой скорости закручивания.
11.Устройство скрытой проводки
Перед отделочными работами выполняют каналы под электропроводку, трубопроводы специальным штраборезом или штепсельной фрезой (сверлом). Более доступным инструментом, подходящим для этих работ, является ручная углошлифовальная машина ("болгарка"). Для этого лишь необходимо отрегулировать глубину погружения диска в бетон. В стене делаются два параллельных пропила, расстояние между которыми равно толщине трубы, в которую будет уложена проводка. Затем в один из пропилов вставляется зубило, и слегка наклоняется в сторону второго пропила. Промежуток между пропилами ломается в своём основании, и Вы получаете идеально ровную штробу. Выемки и отверстия для розеток, выключателей, трубопроводов выполняют дрелью со специальной фрезой (сверлом).
12.Отделка фасада
Самый простой и дешевый вариант отделки фасада - оставить все как есть (можно подчистить потеки клея и зашпаклевать ремонтным составом выбоины, если таковые возникли).
Еще один вариант - предварительно вручную снять фаску с каждого блока. Стены из таких блоков получаются очень красивые, но трудоемкость этого варианта велика.
Третий вариант отделки - это подчистить потеки клея, зашпаклевать ремонтным составом выбоины, если таковые возникли и покрасить хорошей фасадной краской.
Четвертый вариант отделки - оштукатурить дом. Слой наружной штукатурки будет всего 7 мм - именно такой величины слоя вполне достаточно для того, чтобы швы между стеновыми блоками не было видно.
Требования к применяемым отделочным штукатуркам - они не должны мешать процессу "дыхания" ячеистого бетона, и должны обладать высокой адгезией к блокам. При применении таких штукатурок нет необходимости использовать металлические штукатурные сетки. Если применяемая штукатурка сама по себе не является внешней отделкой, то оштукатуренный фасад можно покрасить фасадной краской. Пятый вариант отделки – облицовка любыми вентилируемыми фасадами, в том числе сайдингом. Если фасад возводится из облицовочного кирпича, то необходимо оставлять вентиляционные зазоры между стеной из твинблоков и кирпичной кладкой. Гибкие металлические связи должны выполняться из нержавеющей стали (в виде скоб, полос, планок, забивных или вклеенных нагелей, саморезов) или стеклопластика, устанавливаться в швы и забиваться (врезаться) в тело блоков. Запрещается соединять наружный кирпичный слой с газобетонным слоем арматурными сетками, заложенными в швы кладки.
13.Внутренняя отделка
Внутренние стены отделываются различными способами: штукатуркой, покрытием декоративными сухими смесями, обоями, окраской.
Единственное требование к применяемым отделочным материалам - они должны быть паропроницаемыми и не мешать процессу "дыхания" ячеистого бетона. Перед началом любых отделочных работ рекомендуется устранить неровности, образовавшиеся при кладке. Облицовочная плитка наклеивается дисперсионным клеем прямо на блоки.
Приложение 4
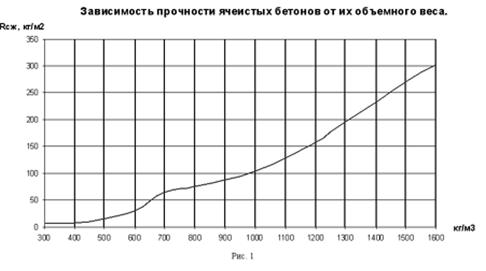
Макроструктура газобетона и его прочность
Исследования зависимости прочности ячеистых бетонов от их объемного веса показали, что эта зависимость не линейна. На основании многочисленных экспериментальных данных установлено, что в интервале плотностей от 300 кг/м3 до 1200 кг/м3 графически её можно отобразить в форме сложной кривой параболического характера.
На этой кривой можно выделить 4 фрагмента ограниченных следующими показателями плотности: 300 – 650, 650 – 740, 740 – 1200, 1200 - 1800 кг/см3 .
Впервые, связи между макроструктурой ячеистых бетонов (а следовательно и пористостью) и их прочностью было дано теоретическое обоснование Логиновым Г.И. и Филиным А.П. Исследователи на основании строгих математических моделей характеризующих заполняемость единицы объема шарообразными телами вывели и столь же строгие закономерности описывающие идеальную структуру ячеистого бетона.
Известно, что наиболее плотной упаковкой шарообразных тел одинакового диаметра (в нашем случае это пузырьки пены) является их гексагональная укладка. При такой укладке в бетоне строго сферические поры одинакового диаметра создадут объемную пористость, равную 74,05%.
Таким образом, минимально достижимый объемный вес ячеистого бетона с порами одинакового диаметра зависит исключительно от плотности сырьевых компонентов применённых для его производства. Для ячеистого бетона (при плотности бетона 2730 кг/м3) она составит – 700 – 720 кг/м3, для ячеистого силиката (при плотности силикатного бетона – 2690 кг/м3) – 690 – 710 кг/м3, для ячеистого шлакозолобетона (при плотности шлакозолобетона – 2760 кг/м3) – 710 – 720 кг/м3 и т.д.
Безусловно, гексагональная упаковка является теоретически предельной упаковкой пор. В действительности, в силу случайного характера расположения пор, их упаковка может лишь приближаться к гексоганальной, но никак не достигать её. Поэтому лишь в ячеистых бетонах объемным весом свыше 700 кг/м3 желательно иметь большинство пор одинакового размера. Для более легких видов ячеистого бетона, как показывают теоретические исследования, наиболее оптимально некое смешанное сочетание пор разного диаметра.
Если же стремиться к получению в ячеистых бетонах с объемной пористостью выше 74% (плотность меньше 650 кг/м3) одинаковых по размеру сферических пор, то при этом получатся такие нежелательные для макроструктуры явления, как объединение пор, увеличение числа пор, сообщающихся между собой, резкое отклонение от сферичности пор и т.д.
Совершенно естественно ожидать, что зависимость технических свойств ячеистых бетонов от объемного веса должна резко меняться при значениях объемного веса, равных приблизительно 650 – 700 кг/м3.
Исходя из вышесказанного, необходимо разрабатывать такую технологию производства пористых строительных материалов, и, в частности, ячеистых бетонов, которая позволяла бы получать конструктивные изделия (воздушная пористость менее 74%) с равномерно распределенными порами одинакового размера и максимально приближающимися по своей форме к сферической. А теплоизоляционные изделия (воздушная пористость 75 – 95%) с двумодальным распределением по размерам воздушных округлых пор, при котором мелкие сферические поры будут расположены между более крупными сферическими порами.
Учеными разных стран давно и интенсивно ведутся поиски новых технологических приемов, позволяющих оптимизировать макроструктуру ячеистых бетонов и в конечном счете повысить их технические и эксплуатационные свойства. Однако, используя один и тот же технологический прием для улучшения свойств как конструктивного, так и теплоизоляционного ячеистых бетонов, не удается получить ожидаемого эффекта для всех значений объемного веса.
Так разработанная в НИИЖБе технология получения газобетонов, основанная на применении смесей с повышенной дозировкой воды, позволяет изготавливать изделия с лучшими физико-техническими свойствами в интервале 600 – 700 кг/м3. Данная технология обеспечивает получение пористой структуры с двумодальным распределением пор по размерам независимо от объемного веса: первый максимум приходится капиллярные поры, в стенках газовых пор; второй максимум приходится на поры, возникающие в процессе пено- или газо- образования. При значениях пористости свыше 74 – 75% и особенно в интервале 74 – 80% именно такая модальность распределения пор заметно повышают физико-технические свойства изделий.
Как показали работы, проводившиеся рядом исследователей, для получения конструктивных ячеистых бетонов объёмным весом свыше 700 кг/м3, очень эффективной и многообещающей является технология, основанная на совмещении процесса газовыделения с вибрированием смесей, характеризующаяся пониженным водотвердным отношением, - метод вибровспучивания.
Суть этого метода состоит в том, что при вибрировании смеси, все её составляющие находятся в непрерывном движении, поэтому образующиеся на поверхности алюминиевой пудры газовые пузырьки отрываются и равномерно распределяются во всём объеме массы.
Кроме того, при применении метода вибровспучивания процесс газовыделения происходит весьма интенсивно а пластично-вязкие свойства поризующегося раствора, за счет вибрации поддерживаются постоянными. Это приводит к тому, что с поверхности алюминиевой пудры, как бы не колебалась её гранулометрия, в массу отделяются пузырьки строго одинакового размера.
Применение метода вибровспучивания позволяет обеспечить получение ячеистой массы с равномерно распределенными порами практически одинакового диаметра. Кроме того, пониженное на 20 – 25% количество воды затворения в сочетании с уплотняющим воздействием вибрации в момент структурообразования обеспечивает получение плотных стенок одинаковой толщины, которые примерно на 30% прочнее, аналогичных, но полученных без внешнего вибровоздействия.
Для получения изделий с пористостью свыше 75% и, особенно, для легких теплоизоляционных бетонов с объёмным весом 350 кг/м3 и ниже, целесообразно переходить на разработанную в начале 50-х годов в Германии технологию вибровспученных газопенобетонов.
Её суть – комбинированное порообразование при помощи воздухововлекающих и газообразующих добавок.
Технология вибровспученных газопенобетонов основывается на следующем. Путем активного перемешивания в скоростных смесителях либо вибросмесителях осуществляется предварительная гидратация вяжущего и его активация. Для интенсификации процесса добавляется крупная фракция заполнителя – обычно это песок.
Параллельно в подобном же смесителе смешивается оставшаяся мелкая фракция заполнителя (обычно зола-унос тепловых электростанций) с пенообразователем и газообразователем. Пенообразователем служат ПАВ способные в щелочной среде очень сильно снижать свою пенообразующую способность (олеат натрия, мылонафт, SDO-L и т.д.).
Газообразователь традиционный, - обыкновенная алюминиевая пудра. В процессе перемешивания поверхностно-активные вещества смывают с алюминиевой пудры консервирующий слой стеарина, переводя тем самым её из гидрофобной модификации, в гидрофильную. Благодаря этому, даже весьма малые количества алюминиевой пудры, в отличие от традиционных способов, легко и очень равномерно распределяются во всем объеме пульпы.
Для обеспечения обильного воздухововлечения и недопущения предварительного газообразования, затворение пульпы ведется на умягченной воде. Получаемые воздушные пузырьки стабилизируются (иногда этот процесс называют – "бронируются") ультрадисперсным наполнителем – золой-уносом и субультрадисперсной алюминиевой пудрой. В итоге полученный пенно-пульпошлам способен даже без намека на седиментационные процессы (водоотделение) храниться несколько суток.
На третьем этапе дозируют в нужных пропорциях и смешивают активизированный цементный раствор и пено-пульпошлам. В процессе этого перемешивания наружная оболочка пузырьков воздуха, состоящая из водорастворимой натриевой или калиевой соли ПАВ и бронирующих её алюминиевой пудры и золы-уноса вступает в химическую реакцию с гидроокисью кальция, выделившейся из цемента.
В результате обменно-замещающих реакций по кальцию, ранее водорастворимое ПАВ превращается в водонерастворимую модификацию, тем самым дополнительно укрепляя стенки воздушного пузырька. На этом процесс насыщения раствора мелкими порами завершается.
Затем полученный мелкопоризованный раствор быстро разливают в формы и сразу же подвергают вибрации. Химическая реакция между цементом и алюминиевым порошком с выделением водорода, формирующего крупные поры, по обычной технологии достаточно длительна – до 40 – 50 минут (для интенсификации процесса применяют подогрев, но и это не решает проблему кардинальным образом).
Кроме того, в традиционной технологии, для того, чтобы дать возможность образующимся газовым пузырькам беспрепятственно всплывать и насыщать весь объем, применяют достаточно жидкие и подвижные смеси. После окончания порообразования они подвержены релаксационным изменениям – попросту садятся.
При малейшем отклонении от оптимальных параметров процесса производства, похолодало например, даже зверские дозы ускорителей схватывания и твердения порой не способны нормализовать ситуацию должным образом – получается брак.
Под воздействием же вибрации, процесс газообразования сокращается до нескольких минут. Кроме того, в присутствии гидрофобных добавок изменяются все показатели характеризующие пластическую вязкость смеси.
Вкупе с вибрацией это способно настолько псевдоожижить смесь, что даже первоначально густые и малопожвижные составы приобретают текучесть даже больше чем у воды! И что главное, при снятии вибровоздействия, поризованная смесь мгновенно настолько загустевает, что распалубовку можно производить сразу же.
Приложение 5
Характеристика продукции ООО "Урал-Гипс"
Таблица 5.1 Показатели для гипсосодержащего камня
| № п/п | Наименование показателей | Значения показателей для видов продукции | |
| Гипсоангидритовый камень | Гипсовый камень | ||
| 1 | Плотность, т/м | 2,6 - 2,8 | 2,30 |
| 2 | Водопоглощение, % | 0,22 - 0,36 | 0,46 - 0,47 |
| 3 | Предел прочности на сжатие, МПа | 39,2 - 98,0 | 19,6 - 58,8 |
| 4 | Коэффициент размягчения | 0,86-0,94 | 0,73-0,78 |
| 5 | Естественная влажность, % | 0,1 - 4,9 | 0,1 - 5,8 |
| 6 | Фракция, мм | 0 - 60 | 0 - 3000 |
| 7 | Содержание Fe2O3, % | 0,13 - 0,24 | 0,10 - 0,31 |
| 8 | Содержание Al2O3, % | 0,27 - 0,40 | 0,30 - 0,70 |
| 9 | Содержание SO3, % | 37,4 - 47,78 | 30,6 - 35,1 |
| 10 | Содержание MgO, % | 1,22 - 5,54 | 1,2 - 2,2 |
| 11 | Содержание CaO, % | 33,4 - 37,3 | 30,2 - 33,3 |
| 12 | Нерастворимый осадок, % | 1,7 - 3,6 | 2,6 - 6,0 |
| 13 | Потери при прокаливании, % | 4,0 - 11,0 | 15,0 - 16,0 |
| 14 | Содержание CaSO4 * 2H20, % | 19,11 - 52,56 | 71,67 - 76,45 |
| 15 | Соответствует ГОСТ | 4013-82 | 4013-82 |
| 16 | Сорт | 2 и 3 | 4 |
| 17 | Область применения | Продукт измельчения горной породы, состоящей из природных минералов, смеси гипса и ангидрита. Применяется в качестве добавок при производстве цемента и для производства гипсовяжущих материалов | Применяется в жилом, промышленном, сельскохозяйственном строительстве – для несущих и ограждающих конструкций, жилых, общественных и сельскохозяйственных объектов (в основном в малоэтажном строительстве) |
Таблица 5.2 Показатели для гипса строительного ООО "Урал-Гипс"
| № п/п | Наименование показателей | Значения |
| 1 | Остаток на сите (сито 0,2 мм), % | 10 |
| 2 | Начало схватывания, мин | 4 - 8 |
| 3 | Конец схватывания, мин | 9 - 16 |
| 4 | Предел прочности при изгибе через 2 часа, кг/см2 | 23,5 - 27,0 |
| 5 | Предел прочности при сжатии через 2 часа, кг/см2 | 45 - 53 |
| 6 | Вяжущее гипсовое относится к маркам | Г-4, Г-5 |
| 7 | Соответствует ГОСТ | 125-79 |
| 8 | Область применения | Получается путем термической обработки гипсового сырья. Применяется для изготовления строительных изделий всех видов и при производстве строительных работ |
Таблица 5.3 Показатели для камня гипсового молотого ООО "Урал-Гипс"
| № п/п | Наименование показателей | Значения |
| 1 | Полный остаток на сите 1 мм, % | 0,08 - 0,14 |
| 2 | Полный остаток на сите 0,25 мм, % | 10,30 - 14,50 |
| 3 | Массовая доля влаги, % | 0,9 - 1,1 |
| 4 | Условное содержание CaSО4*2H2O, % | 70 - 71,6 |
| 5 | Относится к классу "А" | Марка КМГ-Я (для ячеистых бетонов) |
| 6 | Соответствует ТУ | 5743-001-05297513-2002 |
| 7 | Область применения | Применяется в качестве добавки при производстве ячеистых бетонов |
Похожие работы
... работников, на снижение потерь рабочего времени и, как следствие, на повышение производительности труда. Мероприятиями должно предусматриваться обеспечение работников, непосредственно связанных с производством пенобетона, специальными одеждой, обувью и другими средствами индивидуальной защиты, а именно: халат, респиратор, резиновые перчатки, а также обеспечение надлежащего лечебно- ...


... доступных в любом регионе компонентов 4. себестоимость пенобетона невысока 2. Номенклатура продукции По технологической линии данного производства изготавливаются теплоизоляционные плиты из пенобетона по ГОСТ 5742-76 "Изделия из ячеистых бетонов теплоизоляционные". Таблица 1. Ассортимент выпускаемых изделий № п/п Обозначение Габаритные размеры, мм Объем изделия, м3 длина ...

... ОАО «Ново-Иерусалимский кирпичный завод» ООО «ДельтаКом» 13% ОАО "Воскресенскцемент" ЗАО "Стройиндустрия" ЗАО «Мячковское» 21% ОАО "Щурово-Цемент" Необходимость разработки Егорьевского месторождения строительного камня вызвано резко возросшей потребностью в щебне для развития инфраструктуры города Егорьевск и Центрального федерального округа. Крупной строительной корпорацией " ...


... деятельность на предприятии я предлагаю разработать специальную компьютерную программу для того, чтобы данные от маркетинговых исследований учитывались централизованно, и можно было проследить изменение покупательского предпочтения, спроса, цена на продукцию предприятия ОАО «Алексеевская керамика». Это позволит предприятию с более полной точностью отслеживать изменения на рынке производства ...
0 комментариев