Навигация
Расчет цикловой производительности разработанного агрегатного станка
35381
знак
5
таблиц
15
изображений
2.3 Расчет цикловой производительности разработанного агрегатного станка
Производительность является важнейшей характеристикой любого автоматизированного оборудования. Она показывает количество деталей, выпускаемых этим оборудованием в единицу времени.
В зависимости от временного интервала производительность бывает: минутная, часовая и сменная.
В зависимости от этапа проектирования производительность постепенно уточняется, и исходя из этого существует три вида производительности: цикловая (Qц), техническая (Qт) и фактическая (Qф).
Описываемое оборудование на данный момент находится на этапе проектирования и известны только длительность рабочего цикла, значит можно подсчитать только предварительную (цикловую) производительность, которая определяется по формуле:
Qц = К / Тц
где К – коэффициент перевода, учитывающий единицу времени (К = 60 – для минутной производительности, К = 3600 – для часовой и К = 28800 – для сменной);
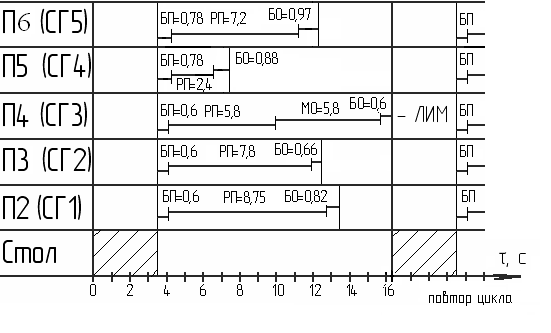
Тц – длительность рабочего цикла, с (Тц = 16,3с).
В данном случае используем часовую производительность, так как она наиболее приемлемо характеризует работу оборудования (при минутной получаются дробные значения, а при сменной значения слишком большие):
Qц = 3600 / 16,3 = 220 дет/час
Техническая производительность определяется при более детальном рассмотрении технологического оборудования, учитывая затраты времени на ремонт, обслуживание и переналадку, а так же время простоев. А фактическая производительность определяется в процессе эксплуатации оборудования, там учитываются потери времени по организационным причинам.
2.4 Расчет коэффициента загрузки разработанного агрегатного станка и его анализ
Коэффициент загрузки агрегатного станка определяется по формуле:
![]() ,
,
Где ![]() – действительный годовой фонд работы оборудования, ч (при пятидневной рабочей неделе и односменной работе составляет
– действительный годовой фонд работы оборудования, ч (при пятидневной рабочей неделе и односменной работе составляет ![]() );
);
![]() – годовая программа выпуска, шт/год.
– годовая программа выпуска, шт/год.
Тогда получается:
![]()
Полученный коэффициент загрузки разработанного станка значительно меньше нормативного, который составляет ![]() . Следовательно, необходимо по окончании выполнения годовой программы переоборудовать станок на изготовление деталей из действующего производства, имеющих сходные размеры и виды обрабатываемых поверхностей.
. Следовательно, необходимо по окончании выполнения годовой программы переоборудовать станок на изготовление деталей из действующего производства, имеющих сходные размеры и виды обрабатываемых поверхностей.
Заключение
В курсовой работе были оценены два различных метода обработки детали «Крышка», а именно модернизация универсально-сверлильного станка, и разработка агрегатного станка. За основу был взят метод агрегатирования, как наиболее оптимальный при данной годовой программе выпуска.
Была выбрана наиболее оптимальная схема базирования детали на станке, определено необходимое число технологических переходов, подобраны инструменты, произведен расчет режимов резания, выбрано стандартное оборудование и приведены технические характеристики.
Также была разработано приспособление зажимное, описана его конструкция и приведены необходимые расчеты.
Было описано устройство и принцип действия агрегатного станка. В соответствии с выбранным оборудованием была произведена коррекция режимов резания и определены нормы времени по позициям, а также цикловое время. Был рассчитан коэффициент загрузки станка и предложены меры для дозагрузки.
Приложение А
(обязательное)
Карта технологических наладок на операцию «агрегатная»
Приложение Б

Приложение В
Приложение Г
(обязательное)
Циклограмма работы агрегатного станка
Приложение Д
(обязательное)
Библиографический список
1. Кувалдин Ю.И. Технология машиностроения: Учебное пособие для выполнения контрольных работ / Ю.И. Кувалдин, В.Д. Перевощиков, А.Ю. Вылегжанин. – Киров: Изд-во ВятГУ, 2005. – 64 с.
2. Ю.В. Барановский Режимы резания металлов. Справочник. Изд. 3-е, переработанное и дополненное. М., «Машиностроение», 1972. – 405 с.
3. Общемашиностроительные нормативы режимов резания: Справочник: В 2-х т.: Т. 1/А.Д. Локтев, И.Ф. Гущин, В.А. Батуев и др. – М.: Машиностроение, 1991. – 640 с.: ил.
4. Справочник технолога машиностроителя. В двух томах. Изд. 3, переработанное. Том 2. Под ред. Заслуженного деятеля науки и техники РСФСР д-ра техн. наук проф. А.И. Малова. М.: «Машиностроение», 1972, 568 с.
5. Апатов Ю.Л. Каталог унифицированных узлов. 202 с.
6. Станочные приспособления: Справочник. В 2-х т. / Ред. совет: Б.Н. Вардашкин (пред.) и др. – М.: Машиностроение, 1984. – Т. 1 /Под ред. Б.Н. Вардашкина, А. А. Шатилова, 1984. 592 с., ил.
7. Обработка металлов резанием: Справочник технолога / А.А. Планов, В.В. Аникин, Н.Г. Бойм и др.; Под общ. ред. А.А. Планова. – М. Машиностроение. 1988. – 736 с.: ил.
8. Апатов Ю.Л. Автоматизация механической обработки деталей применением металлорежущего оборудования с ЧПУ: учебное пособие. – Киров: Изд-во ВятГУ, 2008. – 173 с.: ил.
9. Апатов Ю.Л. Автоматизация производственных процессов в машиностроении (АППМ): учебное пособие. – Киров: Изд-во ВятГУ, 2001. – 75 с.: ил.
10. Методические указания к курсовой работе по дисциплине «Автоматизация производственных процессов в машиностроении». – Киров: Изд-во ВятГУ, 2001. – 54 с.: ил.
11. Проектирование и производство заготовок в машиностроении: Учеб. Пособие / П.А. Руденко, Ю.А. Харламов, В.М. Плескач; Под общ. ред. В. М. Плескача. – К.: Выща шк., 1991. – 247 с.: ил.
12. Фоминых В.В. Правила оформления технологических процессов механической обработки: Учебное пособие для курсового и дипломного проектирования / В.В. Фоминых, Ю.И. Кувалдин. – Киров: изд-во ВятГУ, 2005. – 125 с.
Похожие работы

... технологический процесс: Т.к. – технологический процесс изготовления детали по новому варианту более технологичен с точки зрения удельной себестоимости изготовления детали по сравнению с базовым технологическим процессом. · – коэффициент использования металла: , где – масса заготовки; – масса детали. 1.11 Организация контроля результатов обработки ...





... детали узла. Завершающим этапом курсового проекта будет разработка технологической документации на восстановление рабочей фаски наплавкой и карты технологического процесса ремонта крышки цилиндра дизеля ПД-1М в объёме ТР-1. 1. Разработка технологического процесса ремонта цилиндрической крышки дизеля ПД-М Описание конструкции узла 1 - впускной клапан (ПД-1М-09-009, сталь Х9С2); 2 - ...
... на 15-30%; · исключение трудоемких операций формовки, выбивки форм; · возможность комплексной механизации и автоматизации технологического процесса, что повышает производительность и снижает трудоемкость в 3 раза; · увеличение съёма с 1м2 производственной площади и снижение себестоимости отливок. Сложность изготовления отливок: · высокая стоимость кокиля; · сложность и длительность его ...





... и позволяет использовать прогрессивные режимы резания. 5. Выбор способа получения заготовки Правильный выбор заготовки оказывает непосредственно влияние на возможность рационального построения технологического процесса изготовления, как отдельных деталей, так и машины в целом, способствует снижению удельной металлоёмкости машин и уменьшению отходов. Наиболее распространение в машиностроении ...
0 комментариев