Навигация
1.3.3 Выбор инструмента
Таблица 1.4 – Режущий инструмент
| № позиции | Агрегатная головка | Инструмент | Кол-во | Диаметр D, мм | Материал |
| 2 3 4 5 6 | Вертикальная Вертикальная Вертикальная Горизонтальная Горизонтальная | Сверло Зенкер Метчик Сверло центровочное Сверло | 4 4 4 1 1 | 8,5 16 М10-7Н 2,5 5 | Р6М5 Р6М5 Р6М5 Р18 Р6М5 |
1.4 Подбор стандартного технологического оборудования и унифицированных узлов станка с приведением их основных технических характеристик и схем
Согласно [4], производится подбор унифицированных узлов агрегатного станка.
1.4.1 Выбор поворотного делительного стола
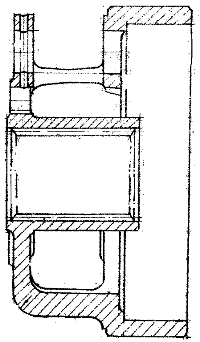
Исходя из общего количества позиций (6) и габаритов заготовки по каталогу [5] выбирается поворотный делительный стол У1Н2056. Конструктивная схема делительного стола представлена на рисунке 1, кинематическая схема – на рисунке 2.
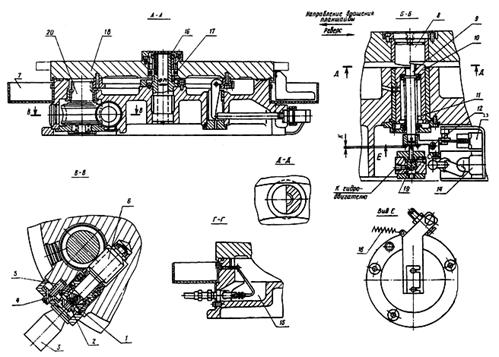
Рисунок 1 – Конструктивная схема делительного стола модели У1Н2056
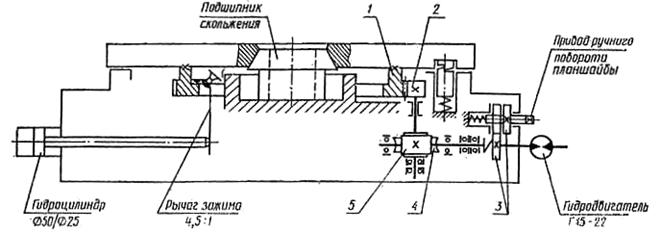 Рисунок 2 – Кинематическая схема делительного стола модели У1Н2056
Рисунок 2 – Кинематическая схема делительного стола модели У1Н2056
Стол предназначен для периодического перемещения обрабатываемых деталей из одной рабочей позиции на другую и точной фиксацией на каждой позиции. Подобные столы применяются для компоновки многопозиционных агрегатных станков. Класс точности Н.
Гидрораспределители для подвода масла к приспособлению закрепляются на оси стола. Во время поворота планшайбы опорные направляющие гидростатически разгружаются маслом марки ИНСА-65 ТУ 38-101672-77, которое подается от станции смазки, расположенной рядом с поворотным столом. Масло, стекающее с направляющих во внутреннюю полость корпуса, используется для смазки зубчатой и червячной передач и попадает в клапан 15, откуда самотеком возвращается в станцию смазки.
Планшайба 18 поворачивается гидродвигателем 3 через червячную передачу 6 и цилиндрическую зубчатую передачу 20. В конце поворота упop 8 наезжает на подвижный фиксатор 10, который при ходе вниз включает выключатель 14 и нажимает золотник 19, затормаживающий вращение гидродвигателя 3. При дальнейшем вращении планшайбы фиксатор освобождается, под действием пружины 11 поднимается вверх и размыкает выключатель 14, который дает команду на реверс гидродвигателя 3. Масло начинает поступать через нижнее отверстие золотника 19, и плунжер золотника, поднимаясь вверх, освобождает проход масла к гидродвигателю.
Скорость реверса определяется стабилизатором, установленным на выходе гидродвигателя. В конце реверса упор 8 поворачивает валик 9, расположенный по оси фиксатора 10, преодолевая усилие пружины 18. На нижнем конце валика 9 находится планка с винтом 12, который при повороте валика включает датчик исходного положения 13. Срабатывание датчика включает реле времени (РВ), выдержка которого достаточна для создания необходимого усилия контакта фиксирующих плоскостей упора 8 и фиксатора 10. Срабатывание РВ отключает гидроразгрузку и включает зажим планшайбы. Зажим планшайбы и вместе с ним цикл деления заканчивается при срабатывании РВ.
На столе имеется ручной привод поворота планшайбы, который используется при наладке стола. Он состоит из подпружиненной шестерни вала 4, на конце которой выполнено шестигранное отверстие под ключ, и шестерни 2, соединенной разгонной муфтой 1 с червяком 6. При сжатии пружины 5 шестерня 4 вводится в зацепление с шестерней 2.
Корыто стола 7 предназначено для сбора стружки и охлаждающей жидкости, которые удаляются по лотку в отдельно стоящее приемное устройство. Для удобства демонтажа корыто выполнено разъемным. В оси 16 стола предусмотрено центральное отверстие для подвода труб гидравлики и смазки к приспособлению.
Основные технические данные стола модели У1Н2056:
| Диаметр планшайбы, мм. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Число позиций планшайбы. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Время поворота на одну позицию, с. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Допустимый крутящий момент на планшайбе от сил резания, кН*м: по часовой стрелке. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . против часовой стрелки. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Допустимое радиальное усилие, проложенное на высоте 200 мм от зеркала планшайбы, кН. . . . . . . . . . . . . . . . . . . . . . . . . . .. Наибольшая масса устанавливаемых на стол приспособлений с деталями, кг. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. Наибольшая вертикальная сила при обработке, кН. . . . . . . . . . . . . . . . . . . . . .. Масса стола, кг. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . | 1000 6 3,5 6 8 40 2000 100 1200 |
Похожие работы

... технологический процесс: Т.к. – технологический процесс изготовления детали по новому варианту более технологичен с точки зрения удельной себестоимости изготовления детали по сравнению с базовым технологическим процессом. · – коэффициент использования металла: , где – масса заготовки; – масса детали. 1.11 Организация контроля результатов обработки ...





... детали узла. Завершающим этапом курсового проекта будет разработка технологической документации на восстановление рабочей фаски наплавкой и карты технологического процесса ремонта крышки цилиндра дизеля ПД-1М в объёме ТР-1. 1. Разработка технологического процесса ремонта цилиндрической крышки дизеля ПД-М Описание конструкции узла 1 - впускной клапан (ПД-1М-09-009, сталь Х9С2); 2 - ...
... на 15-30%; · исключение трудоемких операций формовки, выбивки форм; · возможность комплексной механизации и автоматизации технологического процесса, что повышает производительность и снижает трудоемкость в 3 раза; · увеличение съёма с 1м2 производственной площади и снижение себестоимости отливок. Сложность изготовления отливок: · высокая стоимость кокиля; · сложность и длительность его ...





... и позволяет использовать прогрессивные режимы резания. 5. Выбор способа получения заготовки Правильный выбор заготовки оказывает непосредственно влияние на возможность рационального построения технологического процесса изготовления, как отдельных деталей, так и машины в целом, способствует снижению удельной металлоёмкости машин и уменьшению отходов. Наиболее распространение в машиностроении ...
0 комментариев