Навигация
2.1.1 Определение усилия зажима
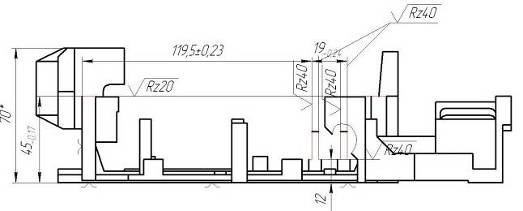
При сверлении отверстий, а так же во время выхода сверла за счет сил трения между сверлом и деталью, деталь подхватывается инструментом, поэтому заготовку необходимо зажимать. Таким образом, необходимо вычислить усилия зажима при максимальных осевых силах (Р0=2928Н). Эскиз зажима приведён на рисунке 8.

Рисунок 8 – Эскиз зажима заготовки
Заготовку с разных сторон прижимают четыре прижима. Усилие зажима, развиваемое на каждом прижиме, определяется по формуле:
W = P / (4 ∙ƒ), Н
где ƒ – коэффициент трения скольжения, возникающее между поверхностью заготовки и губкой. По справочнику [6] выбираем ƒ = 0,2.
Подставляем в формулу:
W =2928 / (4 * 0,2) = 3660 Н
Рц = W∙Kзп = 3660 ∙ 1,4 = 5125 Н
где Kзп – коэффициент запаса прочности.
2.1.2 Расчет диаметра поршня пневмоцилиндра
В качестве источника силы, обеспечивающего зажим, будет использоваться пневмоцилиндр.
Давление в гидроцилиндре, необходимое для получения необходимого усилия определяется по формуле:
ρ = Pц / F , Н/м2
где F – площадь цилиндра, м2.
F = π ∙ d2 / 4
Давление в промышленных пневмосистемах 6 атм. и выше(1атм. = 0.0980665 МПа)
Зная давление можно рассчитать площадь цилиндра и диаметр поршня.

Подставляем в формулу:
ρ ≈ 0,6 МПа F = 5125/0,6 = 8540 → d ≈ 105 мм
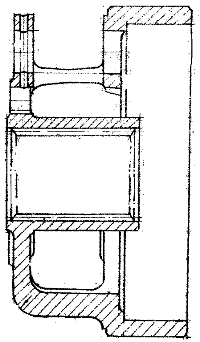
Чертёж общего вида агрегатного приспособления приведён в графической части на чертеже ТПЖА.413540.235 СБ.

Рисунок 9 – Приспособление зажимное агрегатное.
2.2 Определение длительности рабочего цикла на базе построения циклограммы работы агрегатного станка
По заданию длительность рабочего цикла определяется на базе построения циклограммы работы спроектированного оборудования. Для этого нужно знать длительность рабочего цикла каждой головки, а так же время поворота на одну позицию поворотного стола.
Длительность рабочего цикла определяется по формуле:
Тц = tо + tв, с
где tо – основное (машинное) время обработки данной детали, с;
tв – вспомогательное не перекрываемое время, с.
Для определения основного времени необходимо знать режимы резания, а так же длину рабочего хода инструмента, которая определяется по уравнению:
L = l + l1 + l2, мм
где l – длина обрабатываемой поверхности, мм;
l1 – величина врезания инструмента, мм;
l2 – величина перебега инструмента, мм.
Величина недовода находится в пределах ![]() , а перебега при сверлении и резьбообработке
, а перебега при сверлении и резьбообработке ![]() .
.
Определяем длительность основного времени всех силовых головок:
-Позиция №2, вертикальная головка (СГ1) (сверление четырех отверстий Æ8,5 мм) ![]() ,
, ![]() ,
, ![]() ,
, ![]() ;
;
-Позиция №3, вертикальная головка (СГ2) (снятие фасок с 4-х отверстий) – ![]() ,
, ![]() ,
, ![]() ,
, ![]() ;
;
-Позиция №4, вертикальная головка (СГ3) (нарезание резьбы) – ![]() ,
, ![]() ,
, ![]() ,
,  ; (время рабочего хода удваивается в связи с выводом инструмента)
; (время рабочего хода удваивается в связи с выводом инструмента)
-Позиция №5, горизонтальная головка (СГ4) (сверление центровочного отверстия) – ![]() ,
, ![]() ,
, ![]() ,
, ![]() ;
;
-Позиция №6, горизонтальная головка (СГ5) (сверление отверстия Ø5) – ![]() ,
, ![]() ,
, ![]() ,
, ![]() ;
;
Вспомогательное время – это время подвода и отвода инструмента, а так же время установки заготовки и снятия детали:
tв = tпод + tотв + tд, с
где tпод – время подвода инструмента, с;
tотв – время отвода инструмента, с.
В рассматриваемом процессе установка заготовки и снятие детали осуществляется во время обработки, по этому это время не учитывается, но имеется время, затрачиваемое на поворот стола (tд = 3,5 с). В этот период времени не происходит процесс обработки, то есть фактически процесс изготовления детали не осуществляется. Поэтому вспомогательное время должно быть как можно меньше.
Для уменьшения вспомогательного времени процесс подвода инструмента осуществляется на ускоренных подачах (до 5 м/мин), а так же изначальное положение инструмента должно быть как можно ближе к обрабатываемой поверхности. Выбираем расстояние от поверхности заготовки до режущего инструмента 50 мм, тогда время быстрого подвода будет 0,01 мин = 0,6 с. (До цилиндрической поверхности (5 и 6 позиция) 65 мм, t = 0,13 мин = 0,78 с)
Время отвода инструмента на каждой позиции агрегатного станка разное, так как длина отвода складывается из длины подвода и длины рабочего хода инструмента, а длина рабочего хода везде разная. Скорость отвода 5 м/мин; В итоге скорости отвода по позициям будут следующие:
2-я позиция – расстояние 68 мм, tотв = 0,0136 мин = 0,82 с;
3-я позиция – расстояние 54,5 мм, tотв = 0,011 мин = 0,66 с;
4-я позиция – расстояние 50 мм, tотв = 0,01 мин = 0,6 с;
5-я позиция – расстояние 73 мм, tотв = 0,0116 мин = 0,88 с;
6-я позиция – расстояние 81 мм tотв = 0,0132 мин = 0,97 с;
Между позициями – время поворота стола на одну позицию, tотв = 3,5 с.
Длительность рабочего цикла по позициям:
2-я позиция Тц = 3,5 + 0,6 + 8,75 + 0,82 = 13,67 с;
3-я позиция Тц = 3,5 + 0,6 + 7,8 + 0,66 = 12,56 с;
4-я позиция Тц = 3,5 + 0,6 + 11,6 + 0,6 = 16,3 с;
5-я позиция Тц = 3,5 + 0,78 + 2,4 + 0,88 = 7,56 с;
6-я позиция Тц = 3,5 + 0,78 + 7,2 + 0,97 = 12,45 с;
Циклограмма представлена на рисунке10.
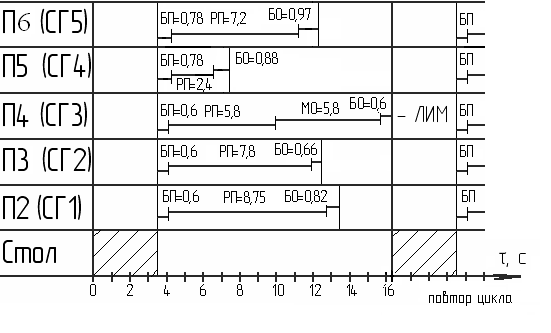
Рисунок 10 – Циклограмма работы станка
Как видно из циклограммы, лимитирующей является третья силовая головка. Таким образом, длительность цикла всего станка равна Тц = 16,3с.
Похожие работы

... технологический процесс: Т.к. – технологический процесс изготовления детали по новому варианту более технологичен с точки зрения удельной себестоимости изготовления детали по сравнению с базовым технологическим процессом. · – коэффициент использования металла: , где – масса заготовки; – масса детали. 1.11 Организация контроля результатов обработки ...





... детали узла. Завершающим этапом курсового проекта будет разработка технологической документации на восстановление рабочей фаски наплавкой и карты технологического процесса ремонта крышки цилиндра дизеля ПД-1М в объёме ТР-1. 1. Разработка технологического процесса ремонта цилиндрической крышки дизеля ПД-М Описание конструкции узла 1 - впускной клапан (ПД-1М-09-009, сталь Х9С2); 2 - ...
... на 15-30%; · исключение трудоемких операций формовки, выбивки форм; · возможность комплексной механизации и автоматизации технологического процесса, что повышает производительность и снижает трудоемкость в 3 раза; · увеличение съёма с 1м2 производственной площади и снижение себестоимости отливок. Сложность изготовления отливок: · высокая стоимость кокиля; · сложность и длительность его ...





... и позволяет использовать прогрессивные режимы резания. 5. Выбор способа получения заготовки Правильный выбор заготовки оказывает непосредственно влияние на возможность рационального построения технологического процесса изготовления, как отдельных деталей, так и машины в целом, способствует снижению удельной металлоёмкости машин и уменьшению отходов. Наиболее распространение в машиностроении ...
0 комментариев