Литьё в обычные земляные формы и кокили;
Выбор технологических баз, расчёт припусков на обработку и операционных размеров
Выбор оборудования, приспособлений и инструментов
Выбор смазочно-охлаждающих технологических средств
Расчёт норм времени на выполнение операций
Установить исходные координаты X и Y (настроить нулевое положение) по цилиндрической поверхности 4,0 мин
Установить исходные координаты X и Y (настроить нулевое положение) по цилиндрической поверхности 4,0 мин
Принципиальная схема станочного приспособления
Принципиальная схема контрольного приспособления
Основное производство
Состав и численность работников
Определение площади цеха и его места в производственном комплексе завода
Инструментально-раздаточный склад
Складская система и заготовительное отделение
Система хозяйственного обслуживания
Система обслуживания работающих
Размещение цеха
Расчёт и проектирование системы общего искусственного освещения проектируемого механического цеха
Расчет количества технологического оборудования
Оплата труда персонала
Оплата труда руководителей, специалистов, служащих
Размер и стоимость зданий
Технологические процессы механической обработки
Затраты на материал
Затраты на оплату труда и отчисления
Затраты на оборудование и оснастку
Обоснование разработанных приспособлений
Навигация
Выбор оборудования, приспособлений и инструментов
Проектирование механического цеха по изготовлению деталей для запорно-регулирующей арматуры газо- и нефтепроводов
137402
знака
30
таблиц
28
изображений
4.5 Выбор оборудования, приспособлений и инструментов
Выбор станочного оборудования является одной из важнейших задач при разработке технологического процесса механической обработки заготовки. От правильного его выбора зависит производительность изготовления детали, экономическое использование производственных площадей, механизации и автоматизации ручного труда, электроэнергии и в итоге себестоимость изделия. Тип производства оказывает решающее влияние на степень автоматизации и специализации оборудования и оснастки, применяемых при изготовлении деталей. В мелкосерийном производстве становится выгодным применение специализированных станков (в том числе станков с числовым программным управлением (ЧПУ)) и инструментов, а также универсально-сборных и универсально-переналаживаемых приспособлений.
В зависимости от объема выпуска изделий выбирают станки по степени специализации и высокой производительности, а также станки с числовым программным управлением (ЧПУ). Для разработанного технологического процесса выбираем станок XCEEDER 900-RT (5-координатный станок с ЧПУ). Этот обрабатывающий центр с подвижным мостом и 5-тью интерполированными осями используется для выполнения высокоскоростных фрезеровочных операций. Машина специально предназначена для обработки сложных трёхмерных элементов, нуждающихся в высокой точности, как это бывает в отрасли изготовления пресс-форм или в авиационном секторе.
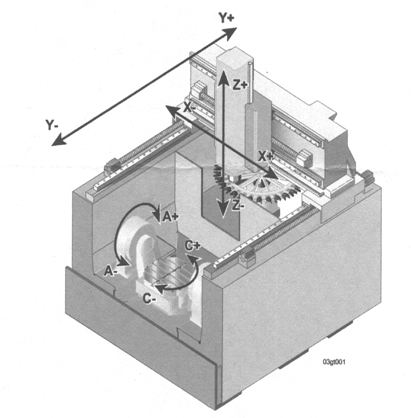
Рисунок 4.17 – Общий вид станка XCEEDER 900-RT
Таблица 4.2 – Технические данные
| Описание | Единицы измерения | XCEEDER 900-RT |
| Интерполированные оси | 5 | |
| Длина стола | мм | 600 |
| Ширина стола | мм | 600 |
| Грузоподъёмность стола | кг | 500 |
| Т-образные пазы (шир./шаг) | мм | 14/100 |
| Ход оси “X” | мм | 1200 |
| Ход оси “Y” | мм | 1000 |
| Ход оси “Z” | мм | 600 |
| Расстояние от выступа шпинделя/раб. стола | мм | 750 |
| Вращение оси “A” | -30о ч +110 о | |
| Вращение оси “C” | постоянное | |
| Усилие на осях X – Y при работе | Н | 8000 |
| Усилие на оси Z при работе | Н | 10000 |
| Мощность шпинделя | кВт | 20 |
| Крутящий момент шпинделя | Н/м | 38 |
| Скорость вращения шпинделя | об/мин | 24000 |
| Скорость оси “X” | м/мин | 60 |
| Скорость оси “Y” | м/мин | 60 |
| Скорость оси “Z” | м/мин | 40 |
| Скорость оси “A” | об/мин | 10 |
| Скорость оси “C” | об/мин | 20 |
| Точность позиционирования линейных осей | мкм/м | ±5 |
| Повторяемость позиционирования линейных осей | мкм/м | ±3 |
| Точность позиционирования осей вращения | ±0,002 о | |
| Повторяемость позиционирования осей вращения | ±0,0015 о | |
| Общая установленная мощность | кВт | 100 |
| Вес машины | кг | 20000 |
| Максимальное количество инструментов | шт. | 24 |
| Максимальный диаметр инструмента | мм | 90 |
| Максимальная длина инструмента | мм | 300 |
| Максимальный вес инструмента | кг | 10 |
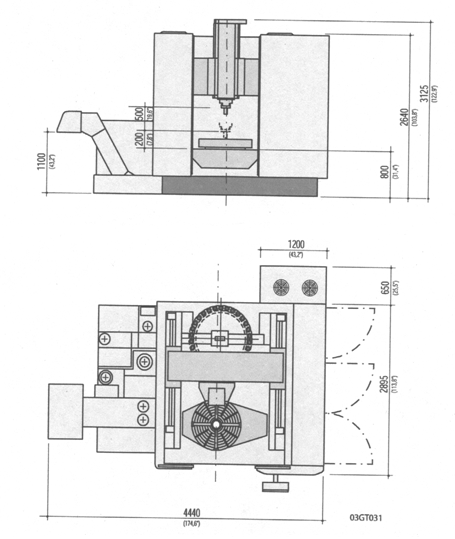
Рисунок 4.18 – Габаритные размеры станка XCEEDER 900-RT
Этот станок обеспечит выполнение заданных технических требований, а также мы уменьшим разнообразие используемых средств производства, т. е. все переходы выполняем на одном станке. Для контроля параллельности сторон используем специальное контрольное приспособление, а для проверки правильности выполнения всех остальных размеров используем систему RENISHAW, которая имеется на станке. Однако станки с ЧПУ имеют существенный недостаток – высокую стоимость, – преодолеть который можно их максимальной загрузкой.
Приспособление для обработки детали «корпус» – специальное. Оно просто по конструкции, удобно в эксплуатации.
Инструмент для обработки данной детали – нормальный, т. е. имеет стандартные размеры, стандартную конструкцию и применяется вне зависимости от конструкции детали.
Размеры, получаемые в процессе технологической обработки, должны измеряться и контролироваться для того, чтобы не допустить отклонения формы, размеров, шероховатости детали от требуемой величины.
Похожие работы
... изолировать себя от земли (стоять на сухих досках, деревянной лестнице и т.д.). Билет № 4. ИТР ответственные за безопасную эксплуатацию ТПУ и ТС 1. Требования к персоналу. Обучение и работа с персоналом Лица, принимаемые на работу по обслуживанию теплопотребляющих установок и тепловых сетей, должны пройти предварительный медицинский осмотр и в дальнейшем проходить его периодически в ...
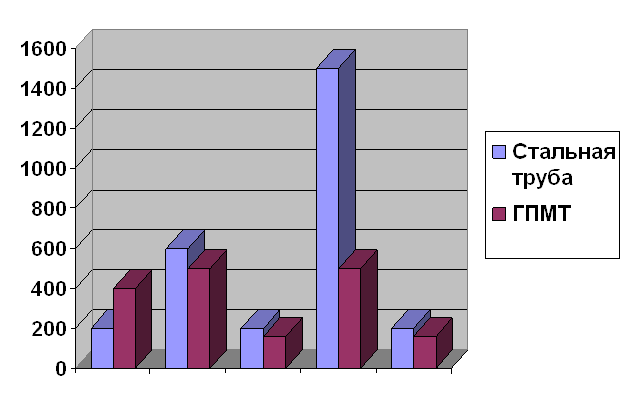
... с отдающих устройств в траншею, или непосредственно на грунт, и затяжке шпилек фланцевых соединений. При этом полностью исключаются любые подгоночные, сварочные и изоляционные работы. Свойства гибких полимерно-металлических труб: · химическая стойкость · высокая механическая прочность · высокая сейсмостойкость · стабильная во ...
... расчет величины затрат необходимых для внедрения этого проекта в производство. Оценить изменение себестоимости продукции получаемой в цехе первичной переработки нефти и получения битума. В цехе установлено две печи: для нагрева нефти П-1 и для подогрева мазута и пара П-3, после реконструкции должна быть установлена печь, которая полностью заменит обе печи П-1 и П-3. Производительность печи по ...

... газа на линейных кранах, продувать конденсатосборники и т. п.; - ликвидировать аварии и неисправности на линейной части газопровода, ГРС, КС; - участвовать в проведении капитальных ремонтов магистрального газопровода; - осуществлять своевременный ремонт грунтового основания и насыпей, а также проводить мероприятия по предотвращению эрозионного размыва грунтов; ...
0 комментариев