Литьё в обычные земляные формы и кокили;
Выбор технологических баз, расчёт припусков на обработку и операционных размеров
Выбор оборудования, приспособлений и инструментов
Выбор смазочно-охлаждающих технологических средств
Расчёт норм времени на выполнение операций
Установить исходные координаты X и Y (настроить нулевое положение) по цилиндрической поверхности 4,0 мин
Установить исходные координаты X и Y (настроить нулевое положение) по цилиндрической поверхности 4,0 мин
Принципиальная схема станочного приспособления
Принципиальная схема контрольного приспособления
Основное производство
Состав и численность работников
Определение площади цеха и его места в производственном комплексе завода
Инструментально-раздаточный склад
Складская система и заготовительное отделение
Система хозяйственного обслуживания
Система обслуживания работающих
Размещение цеха
Расчёт и проектирование системы общего искусственного освещения проектируемого механического цеха
Расчет количества технологического оборудования
Оплата труда персонала
Оплата труда руководителей, специалистов, служащих
Размер и стоимость зданий
Технологические процессы механической обработки
Затраты на материал
Затраты на оплату труда и отчисления
Затраты на оборудование и оснастку
Обоснование разработанных приспособлений
Навигация
Расчёт норм времени на выполнение операций
Проектирование механического цеха по изготовлению деталей для запорно-регулирующей арматуры газо- и нефтепроводов
137402
знака
30
таблиц
28
изображений
4.8 Расчёт норм времени на выполнение операций
Под нормой времени понимается продолжительность отрезка времени для выполнения производственной операции в конкретных условиях.
Состав нормы времени
По своему содержанию и назначению различают две нормы на каждую операцию:
1. Норма штучного времени – ![]() .
.
Штучное время включает в себя только ту норму времени, которая необходима для непосредственного выполнения производственной операции.
2. Калькуляционная норма времени – ![]() .
.
В калькуляционное время включается помимо штучного времени также и часть подготовительно-заключительного времени (![]() ), приходящееся на одну деталь обрабатываемой партии деталей.
), приходящееся на одну деталь обрабатываемой партии деталей.
В подготовительно-заключительное время включается тот отрезок времени, который затрачивается рабочим на ознакомление с работой и наладку станка для обработки партии деталей.
Следовательно, можно записать:
![]() , (4.19)
, (4.19)
где ![]() – количество деталей в партии.
– количество деталей в партии.
Расчёт норм времени при обработке на станках с ЧПУ имеет особенности, которые нужно учитывать. Подготовительно-заключительное время состоит из трёх слагаемых:
![]() , (4.20)
, (4.20)
где ![]() – время, затрачиваемое на изучение наряда, чертежа, технологической документации на рабочем месте в начале работы и на сдачу в конце смены;
– время, затрачиваемое на изучение наряда, чертежа, технологической документации на рабочем месте в начале работы и на сдачу в конце смены;
![]() – время, учитывающее дополнительные работы;
– время, учитывающее дополнительные работы;
![]() – время, расходуемое на пробную обработку деталей.
– время, расходуемое на пробную обработку деталей.
Состав штучного времени
В состав штучного времени (![]() ) включаются следующие затраты времени, связанные с выполнением операции:
) включаются следующие затраты времени, связанные с выполнением операции:
- основное технологическое (машинное) время – ![]() ;
;
- вспомогательное время – ![]() ;
;
- время обслуживания рабочего места – ![]() ;
;
- время перерывов и отдыха – ![]() .
.
Следовательно, можно записать:
![]() . (4.21)
. (4.21)
где ![]() – основное технологическое (машинное) время, мин;
– основное технологическое (машинное) время, мин;
![]() – вспомогательное время, мин;
– вспомогательное время, мин;
![]() – время обслуживания рабочего места, мин;
– время обслуживания рабочего места, мин;
![]() – время на перерыв и отдых рабочего в течение смены, мин.
– время на перерыв и отдых рабочего в течение смены, мин.
При станочной операции это есть время, в течение которого непосредственно происходит изменение формы и состояния обрабатываемой детали.
Основное технологическое время для механической обработки определяется по формуле:
![]() мин., (4.22)
мин., (4.22)
где ![]() –длина обрабатываемой поверхности, мм;
–длина обрабатываемой поверхности, мм;
![]() – число рабочих ходов;
– число рабочих ходов;
![]() – подача на один оборот, мм/об;
– подача на один оборот, мм/об;
![]() – частота вращения инструмента.
– частота вращения инструмента.
Вспомогательное время включает в себя время, затрачиваемое на выполнение различных действий, связанных с выполнением основной, технологической работы. К таким действиям могут относиться:
- установка, закрепление и снятие детали;
- управление станком;
- подвод и отвод инструмента;
- промер деталей и т. д.
Вспомогательное время определяется по формуле:
![]() , (4.23)
, (4.23)
где ![]() – вспомогательное время, затрачиваемое на установку и снятие заготовки;
– вспомогательное время, затрачиваемое на установку и снятие заготовки;
![]() – вспомогательное время, связанное с выполнением вспомогательных ходов и перемещений;
– вспомогательное время, связанное с выполнением вспомогательных ходов и перемещений;
Время обслуживания рабочего места – это есть время, затрачиваемое рабочим на уход за рабочим местом, и приходящееся на одну деталь.
Время обслуживания рабочего места распределяется на два вида работ:
- время технического обслуживания – ![]() ;
;
- время организационного обслуживания – ![]() .
.
![]() (4.24)
(4.24)
Время технического обслуживания (![]() ) включает в себя работы примерно следующего содержания:
) включает в себя работы примерно следующего содержания:
- смена притупившегося инструмента;
- подналадка станка;
- сметание стружки в процессе работы.
Величина времени на техническое обслуживание определяется в процентах от основного времени по следующей формуле:
![]() . (4.25)
. (4.25)
Значение величины ![]() определяется по нормативам.
определяется по нормативам.
Время организационного обслуживания (![]() ) включает в себя работы примерно следующего содержания:
) включает в себя работы примерно следующего содержания:
- подготовка рабочего места в начале смены;
- уборка рабочего места в конце смены;
- чистка станка и др.
Величина времени на организационное обслуживание определяется в процентах от суммы основного и вспомогательного времени по формуле:
![]() . (4.26)
. (4.26)
Значение величины ![]() определяется по нормативам.
определяется по нормативам.
Время на перерыв и отдых рабочего в течение смены определяется по формуле:
![]() . (4.27)
. (4.27)
Значение величины ![]() определяется по нормативам.
определяется по нормативам.
Сверлильная
Исходные данные.
Деталь – корпус.
Операция – обработка отверстия ![]() .
.
Станок – XCEEDER 900-RT (станок с ЧПУ).
Род заготовки – отливка АЛ9, НВ 50…60.
Инструмент – сверло спиральное ![]() .
.
1. Подготовительно-заключительное время:
1.1 Организационная подготовка
![]() мин.
мин.
4,0 мин на ознакомление с документами и осмотр заготовки;
2,0 мин на инструктаж мастера;
4,0 мин на установку рабочих органов станка или зажимного приспособления по двум координатам в нулевое положение.
1.2 Установить приспособление и снять 5,0 мин.
1.3 Установить исходные режимы работы станка (число оборотов шпинделя) 0,2 мин.
1.4 Установить инструментальные блоки в магазине и снять 21 инструмент ![]() мин.
мин.
Похожие работы
... изолировать себя от земли (стоять на сухих досках, деревянной лестнице и т.д.). Билет № 4. ИТР ответственные за безопасную эксплуатацию ТПУ и ТС 1. Требования к персоналу. Обучение и работа с персоналом Лица, принимаемые на работу по обслуживанию теплопотребляющих установок и тепловых сетей, должны пройти предварительный медицинский осмотр и в дальнейшем проходить его периодически в ...
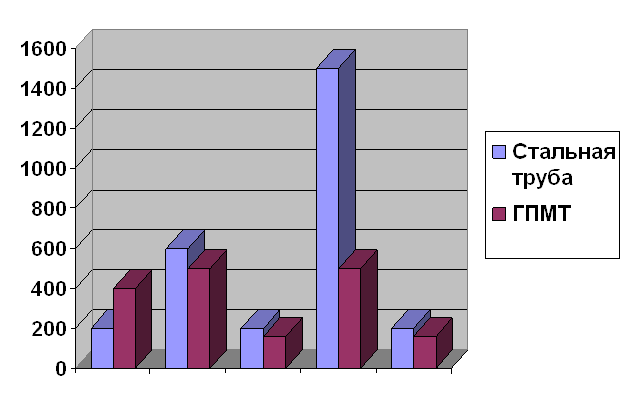
... с отдающих устройств в траншею, или непосредственно на грунт, и затяжке шпилек фланцевых соединений. При этом полностью исключаются любые подгоночные, сварочные и изоляционные работы. Свойства гибких полимерно-металлических труб: · химическая стойкость · высокая механическая прочность · высокая сейсмостойкость · стабильная во ...
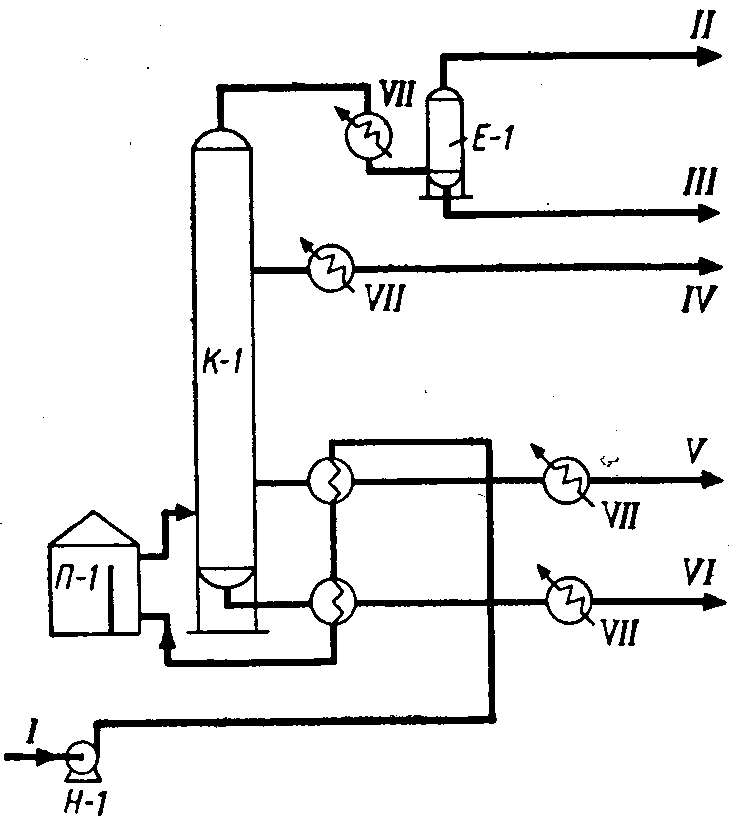
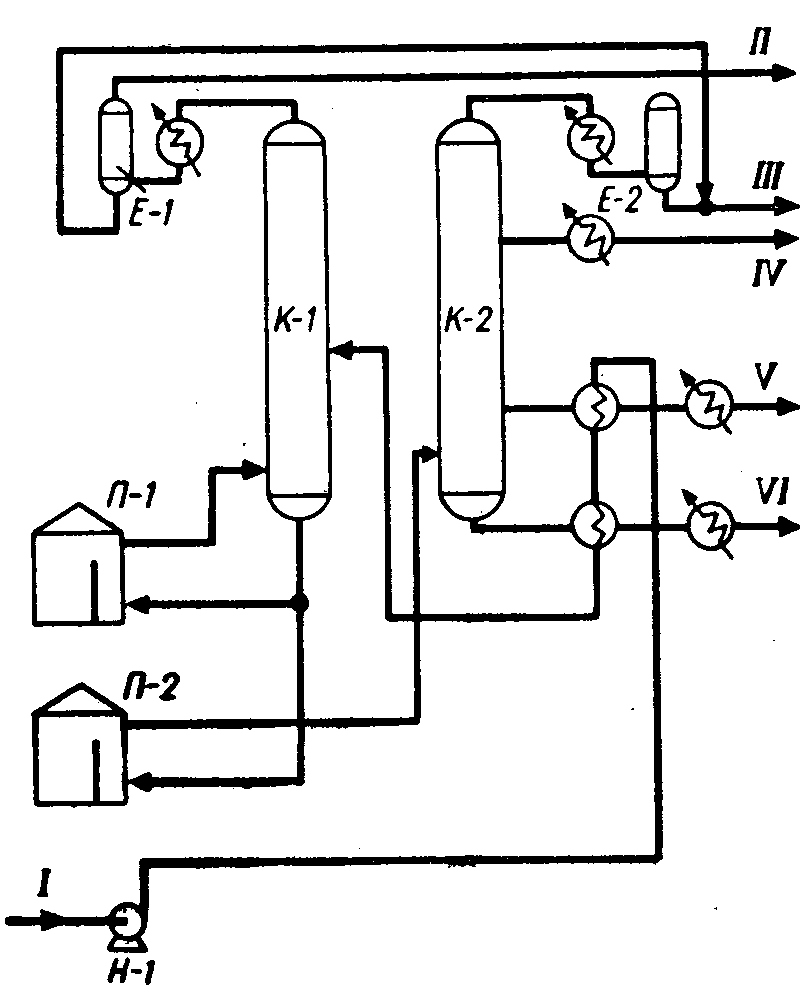
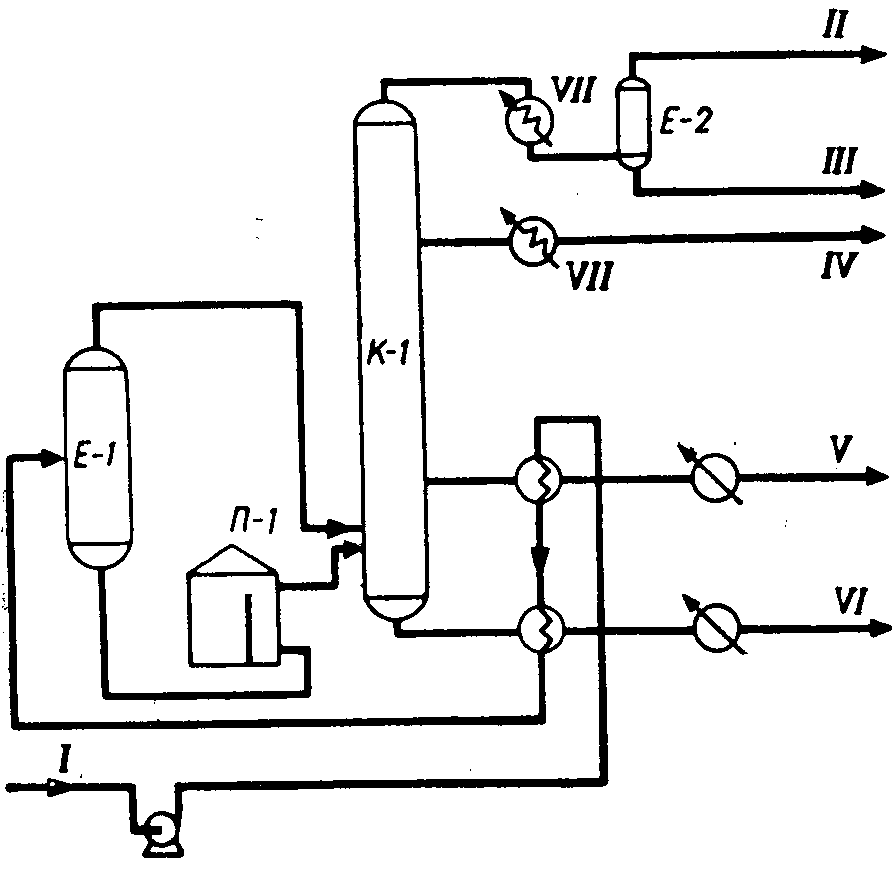
... расчет величины затрат необходимых для внедрения этого проекта в производство. Оценить изменение себестоимости продукции получаемой в цехе первичной переработки нефти и получения битума. В цехе установлено две печи: для нагрева нефти П-1 и для подогрева мазута и пара П-3, после реконструкции должна быть установлена печь, которая полностью заменит обе печи П-1 и П-3. Производительность печи по ...

... газа на линейных кранах, продувать конденсатосборники и т. п.; - ликвидировать аварии и неисправности на линейной части газопровода, ГРС, КС; - участвовать в проведении капитальных ремонтов магистрального газопровода; - осуществлять своевременный ремонт грунтового основания и насыпей, а также проводить мероприятия по предотвращению эрозионного размыва грунтов; ...
0 комментариев