Литьё в обычные земляные формы и кокили;
Выбор технологических баз, расчёт припусков на обработку и операционных размеров
Выбор оборудования, приспособлений и инструментов
Выбор смазочно-охлаждающих технологических средств
Расчёт норм времени на выполнение операций
Установить исходные координаты X и Y (настроить нулевое положение) по цилиндрической поверхности 4,0 мин
Установить исходные координаты X и Y (настроить нулевое положение) по цилиндрической поверхности 4,0 мин
Принципиальная схема станочного приспособления
Принципиальная схема контрольного приспособления
Основное производство
Состав и численность работников
Определение площади цеха и его места в производственном комплексе завода
Инструментально-раздаточный склад
Складская система и заготовительное отделение
Система хозяйственного обслуживания
Система обслуживания работающих
Размещение цеха
Расчёт и проектирование системы общего искусственного освещения проектируемого механического цеха
Расчет количества технологического оборудования
Оплата труда персонала
Оплата труда руководителей, специалистов, служащих
Размер и стоимость зданий
Технологические процессы механической обработки
Затраты на материал
Затраты на оплату труда и отчисления
Затраты на оборудование и оснастку
Обоснование разработанных приспособлений
Навигация
Выбор смазочно-охлаждающих технологических средств
Проектирование механического цеха по изготовлению деталей для запорно-регулирующей арматуры газо- и нефтепроводов
137402
знака
30
таблиц
28
изображений
4.6 Выбор смазочно-охлаждающих технологических средств
Смазочно-охлаждающие технологические средства, используемые чаще всего в виде смазочно-охлаждающих жидкостей (СОЖ), применяются для предотвращения возникновения дефектов поверхностей деталей, изготавливаемых резанием, повышения стойкости режущих инструментов, увеличения скорости резания и подачи.
| Металлорежущее оборудование | Вид СОЖ | Марка | Концентра-ция, масс. доля, % | Примечание |
| 1 | 2 | 3 | 4 | 5 |
| Токарно-винторезные, токарно-револьверные, расточные, фрезерные, отрезные станки, обрабатывающие центры | Полусинтетическая или эмульсионная | Аквол-11, Карбамол-Э1, Укринол-1, Аквол-2, Аквол-6 | 3-5 | Масляные СОЖ применяют на операциях обработки пазов, фрезерования твердосплавным инструментом, резьбонарезания, а также при высоких требованиях к качеству поверхности |
| Масляная средней вязкости со средним содержанием присадок | МР-1у, МР-3 | 100 |
Каждая рецептура СОЖ имеет достаточно сложный состав, оптимальный для определённого сочетания материалов заготовки и инструмента, а также вида обработки.
Для обработки детали корпус на станке XCEEDER 900-RT будем использовать СОЖ: Укринол – 1 (3 – 5%).
4.7 Определение режимов обработки
При назначении режимов резания учитывают характер обработки, тип и размеры инструмента, материал его режущей части, материал и состояние заготовки, тип и состояние оборудования.
При расчете режимов резания устанавливают глубину резания, минутную подачу, скорость резания. Приведем пример расчета режимов резания для трёх операций. Для остальных операций режимы резания назначаем согласно [5], т.2, стр. 265-303.
Сверлильная
Глубина резания при сверлении определяется по формуле:
![]() , (4.3)
, (4.3)
где ![]() – диаметр отверстия, мм
– диаметр отверстия, мм
![]() .
.
При сверлении отверстий без ограничивающих факторов выбираем максимально допустимую по прочности сверла подачу по таблице 25, [1], с. 277:
![]() .
.
Скорость резания при сверлении:
![]() , (4.4)
, (4.4)
Значения коэффициентов ![]() и показателей степени принимаем по таблице 28, [1], с.278:
и показателей степени принимаем по таблице 28, [1], с.278:
![]()
а значение периода стойкости ![]() по таблице 30, [1], с. 279-280:
по таблице 30, [1], с. 279-280:
![]() .
.
Общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания,
![]() , (4.5)
, (4.5)
где ![]() – коэффициент на обрабатываемый материал:
– коэффициент на обрабатываемый материал: ![]() по таблице 4, [1], с. 263;
по таблице 4, [1], с. 263;
![]() – коэффициент на инструментальный материал:
– коэффициент на инструментальный материал: ![]() по таблице 6, [1], с. 263;
по таблице 6, [1], с. 263;
![]() – коэффициент, учитывающий глубину сверления:
– коэффициент, учитывающий глубину сверления: ![]() по таблице 31, [1], с. 279.
по таблице 31, [1], с. 279.
![]() .
.![]()
Крутящий момент и осевую силу рассчитываем по формулам:
![]() , (4.6)
, (4.6)
![]() . (4.7)
. (4.7)
Значения коэффициентов ![]() ,
, ![]() и показателей степени принимаем по таблице 32, [1], с. 281:
и показателей степени принимаем по таблице 32, [1], с. 281:


Коэффициент, учитывающий фактические условия обработки, в данном случае зависит только от материала обрабатываемой заготовки и определяется выражением
![]() .
.
Значения коэффициента ![]() приведены в таблице 10, [1], с. 265:
приведены в таблице 10, [1], с. 265:
![]() .
.
![]() ;
;
![]() .
.
Мощность резания определяем по формуле
![]() , (4.8)
, (4.8)
где частота вращения инструмента или заготовки
![]() , (4.9)
, (4.9)
![]() ,
,
![]() .
.
Мощность шпинделя станка XCEEDER 900-RT составляет 20 кВт, поэтому мощность привода станка достаточна:
![]()
![]()
Фрезерная
Конфигурация обрабатываемой поверхности и вид оборудования определяют тип применяемой фрезы. Её размеры определяются размерами обрабатываемой поверхности и глубиной срезаемого слоя. Диаметр фрезы для сокращения основного технологического времени и расхода инструментального материала выбирают по возможности наименьшей величины, учитывая при этом жёсткость технологической системы, схему резания, форму и размеры обрабатываемой заготовки.
Выбираем торцевую фрезу Ø 50 мм для фрезерования поверхности шириной 176 мм, длиной 365 мм.
Модель станка XCEEDER 900-RT.
Обрабатываемый материал АЛ9.
1. Глубина резания:
![]() .
.
2. Подача на один зуб ![]() таблица 34, [1], с. 283:
таблица 34, [1], с. 283:
![]() .
.
3. Подача на оборот:
![]() .
.
4. Скорость резания – окружная скорость фрезы
![]() (4.10)
(4.10)
Значения коэффициента ![]() и показателей степени принимаем по таблице 39, [1], с. 286-290:
и показателей степени принимаем по таблице 39, [1], с. 286-290:
![]()
где ![]() – подача фрезы на зуб, мм/об.
– подача фрезы на зуб, мм/об.
![]() – диаметр фрезы, мм.
– диаметр фрезы, мм.
![]() – глубина резания,
– глубина резания,
![]() – ширина фрезерования,
– ширина фрезерования,
![]() – стойкость фрезы,
– стойкость фрезы,
![]() – общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания.
– общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания.
![]() , (4.11)
, (4.11)
где ![]() – коэффициент, учитывающий качество обрабатываемого материала
– коэффициент, учитывающий качество обрабатываемого материала ![]() по таблице 4, [1], с. 263;
по таблице 4, [1], с. 263;
![]() – коэффициент на инструментальный материал:
– коэффициент на инструментальный материал: ![]() по таблице 6, [1], с. 263;
по таблице 6, [1], с. 263;
![]() – коэффициент, учитывающий состояние поверхности заготовки:
– коэффициент, учитывающий состояние поверхности заготовки: ![]() по таблице 5, [1], с. 263.
по таблице 5, [1], с. 263.
![]() ,
,
![]() .
.
Т. к. угол в плане ![]() , то значение скорости умножаем на коэффициент 1,6:
, то значение скорости умножаем на коэффициент 1,6:
![]() .
.
Главная составляющая силы резания при фрезеровании – окружная сила
![]() , (4.12)
, (4.12)
где ![]() – число зубьев фрезы;
– число зубьев фрезы;
![]() – частота вращения фрезы.
– частота вращения фрезы.
Значения коэффициента ![]() и показателей степени принимаем по таблице 41, [1], с. 291, поправочный коэффициент на качество обрабатываемого материала
и показателей степени принимаем по таблице 41, [1], с. 291, поправочный коэффициент на качество обрабатываемого материала ![]() по таблице 10, [1], с. 265:
по таблице 10, [1], с. 265:
![]() ;
;
![]() .
.
Крутящий момент на шпинделе
![]() , (4.13)
, (4.13)
где ![]() – диаметр фрезы, мм.
– диаметр фрезы, мм.
![]() .
.
Мощность при фрезеровании (эффективная)
![]() , (4.14)
, (4.14)
где ![]() – окружная сила,
– окружная сила,
![]() – скорость резания.
– скорость резания.
![]()
Мощность шпинделя станка XCEEDER 900-RT составляет 20 кВт, поэтому мощность привода станка достаточна:
![]()
![]()
Резьбонарезание
Нарезание резьбы производим метчиком.
Скорость резания при нарезании метрической резьбы метчиком
![]() . (4.15)
. (4.15)
Значения коэффициента ![]() , показателей степени и среднее значение периода стойкости
, показателей степени и среднее значение периода стойкости ![]() принимаем по таблице 49, [1], с. 296:
принимаем по таблице 49, [1], с. 296:
Общий поправочный коэффициент
![]() , (4.16)
, (4.16)
где ![]() – коэффициент, учитывающий качество обрабатываемого материала
– коэффициент, учитывающий качество обрабатываемого материала ![]() по таблице 50, [1], с. 298;
по таблице 50, [1], с. 298;
![]() – коэффициент на инструментальный материал:
– коэффициент на инструментальный материал: ![]() по таблице 50, [1], с. 298;
по таблице 50, [1], с. 298;
![]() – коэффициент, учитывающий точность нарезаемой резьбы:
– коэффициент, учитывающий точность нарезаемой резьбы: ![]() по таблице 50, [1], с. 298;
по таблице 50, [1], с. 298;
![]() .
.
![]() .
.
Крутящий момент при нарезании резьбы метчиком
![]() , (4.17)
, (4.17)
где ![]() – шаг резьбы, мм;
– шаг резьбы, мм;
![]() – номинальный диаметр резьбы, мм.
– номинальный диаметр резьбы, мм.
Коэффициент ![]() и показатели степени принимаем по таблице 51, [1], с. 298:
и показатели степени принимаем по таблице 51, [1], с. 298:

Поправочный коэффициент ![]() , учитывающий качество обрабатываемого материала определяем по таблице 50, [1], с. 298:
, учитывающий качество обрабатываемого материала определяем по таблице 50, [1], с. 298:
![]() .
.
![]() .
.
Мощность при нарезании резьбы метчиком
![]() , (4.18)
, (4.18)
где ![]() .
.
![]() ,
,
![]() .
.
Мощность шпинделя станка XCEEDER 900-RT составляет 20 кВт, поэтому мощность привода станка достаточна:
![]()
![]()
Похожие работы
... изолировать себя от земли (стоять на сухих досках, деревянной лестнице и т.д.). Билет № 4. ИТР ответственные за безопасную эксплуатацию ТПУ и ТС 1. Требования к персоналу. Обучение и работа с персоналом Лица, принимаемые на работу по обслуживанию теплопотребляющих установок и тепловых сетей, должны пройти предварительный медицинский осмотр и в дальнейшем проходить его периодически в ...
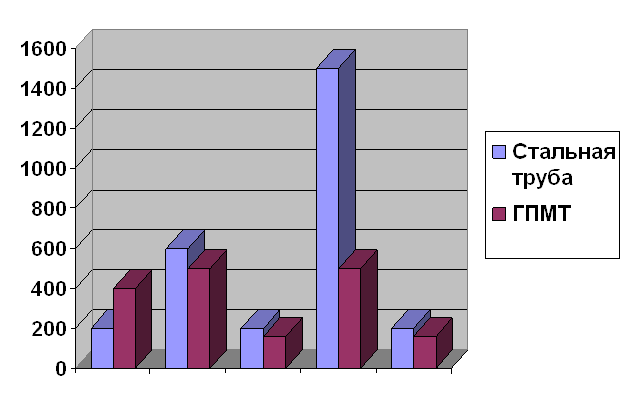
... с отдающих устройств в траншею, или непосредственно на грунт, и затяжке шпилек фланцевых соединений. При этом полностью исключаются любые подгоночные, сварочные и изоляционные работы. Свойства гибких полимерно-металлических труб: · химическая стойкость · высокая механическая прочность · высокая сейсмостойкость · стабильная во ...
... расчет величины затрат необходимых для внедрения этого проекта в производство. Оценить изменение себестоимости продукции получаемой в цехе первичной переработки нефти и получения битума. В цехе установлено две печи: для нагрева нефти П-1 и для подогрева мазута и пара П-3, после реконструкции должна быть установлена печь, которая полностью заменит обе печи П-1 и П-3. Производительность печи по ...

... газа на линейных кранах, продувать конденсатосборники и т. п.; - ликвидировать аварии и неисправности на линейной части газопровода, ГРС, КС; - участвовать в проведении капитальных ремонтов магистрального газопровода; - осуществлять своевременный ремонт грунтового основания и насыпей, а также проводить мероприятия по предотвращению эрозионного размыва грунтов; ...
0 комментариев