Литьё в обычные земляные формы и кокили;
Выбор технологических баз, расчёт припусков на обработку и операционных размеров
Выбор оборудования, приспособлений и инструментов
Выбор смазочно-охлаждающих технологических средств
Расчёт норм времени на выполнение операций
Установить исходные координаты X и Y (настроить нулевое положение) по цилиндрической поверхности 4,0 мин
Установить исходные координаты X и Y (настроить нулевое положение) по цилиндрической поверхности 4,0 мин
Принципиальная схема станочного приспособления
Принципиальная схема контрольного приспособления
Основное производство
Состав и численность работников
Определение площади цеха и его места в производственном комплексе завода
Инструментально-раздаточный склад
Складская система и заготовительное отделение
Система хозяйственного обслуживания
Система обслуживания работающих
Размещение цеха
Расчёт и проектирование системы общего искусственного освещения проектируемого механического цеха
Расчет количества технологического оборудования
Оплата труда персонала
Оплата труда руководителей, специалистов, служащих
Размер и стоимость зданий
Технологические процессы механической обработки
Затраты на материал
Затраты на оплату труда и отчисления
Затраты на оборудование и оснастку
Обоснование разработанных приспособлений
Навигация
Установить исходные координаты X и Y (настроить нулевое положение) по цилиндрической поверхности 4,0 мин
Проектирование механического цеха по изготовлению деталей для запорно-регулирующей арматуры газо- и нефтепроводов
137402
знака
30
таблиц
28
изображений
1.5 Установить исходные координаты X и Y (настроить нулевое положение) по цилиндрической поверхности 4,0 мин.
1.6 Установить инструмент на длину обработки (по оси Z для 8 инструментов) ![]() мин.
мин.
Итого ![]() мин.
мин.
1.7 Количество групп отверстий, обрабатываемых расточным инструментом – 2 8-10 квалитета точности: ![]() мин;
мин;
Количество групп отверстий, обрабатываемых сверлом – 2
8-10 квалитета точности: ![]() мин.
мин.
Итого ![]() мин.
мин.
![]() мин.
мин.
2. Вспомогательное время:
![]()
![]() мин,
мин,
0,06 мин на одновременное перемещение крестового стола по осям X и Y ускоренное;
0,04 мин на подвод инструмента в зоне резания по оси Z;
0,12 мин на ускоренный и установочный поворот стола на ![]() ;
;
0,4 мин на смену инструмента из магазина автоматическую.
![]() мин,
мин,
![]() мин.
мин.
3. Основное время:
![]()
![]() мин.
мин.
4. Оперативное время:
![]() мин.
мин.
5. Время обслуживания рабочего места:
![]() .
.
![]() мин.
мин.
6. Время на перерыв и отдых рабочего в течение смены:
![]() .
.
![]() мин.
мин.
7. Штучное время:
![]() мин.
мин.
8. Штучно-калькуляционное время:
![]() мин.
мин.
4.9 Определение квалификации работы
Для того чтобы операции технологического процесса были успешно выполнены, необходимо определить их сложность, т. е. квалификацию работы, которая выражается квалификационным разрядом. Правильное определение квалификации, кроме того, даёт возможность объективно оплатить труд рабочих.
Поскольку станок XCEEDER 900-RT – станок с ЧПУ, то для выполнения работ по данному технологическому процессу требуется оператор станков с программным управлением 4 разряда.
4.10 Проектирование карты наладки станка
Расчетно-технологическая карта (РТК) содержит выполняемую графически траекторию движения инструмента, расположенную в системе координат, удобной для программирования, за начало отчета принимается нулевая точка шпинделя станка. РТК содержит законченный план обработки детали на станке с ЧПУ, в виде графического изображения траектории движения инструмента со всеми необходимыми пояснениями и расчетными размерами.
РТК оформляется в следующем порядке:
- вычерчивается деталь в прямоугольной системе координат с ориентацией относительно осей OX и OZ, расположенных параллельно осям координат станка. Выбирается исходная точка обработки, контуры детали, заготовки вычерчиваются в масштабе 1:1 и указываются все необходимые для программирования размеры.
- наносится траектория движения режущей кромки резца в системе координат XOY и XOZ. Начало и конец траектории являются исходной точкой обработки.
- на траектории движения инструмента необходимо цифрами обозначить опорные точки. Опорные точки необходимо отличать по геометрическим и технологическим признакам.
На РТК наносятся дополнительные данные: тип станка, материал детали, путь резца, режимы резания и др.
При построении РТК необходимо соблюдать следующие правила:
- длина перемещений холостого хода должна быть минимальной;
- при обработке наружный контур необходимо обходить по часовой стрелке, а внутренний против часовой стрелки.
Расчет траектории инструмента
Задачей расчета является:
- определение координат опорных точек.
- определение перемещений между опорными точками:
Наладка станка производится на операции №010. Обработка ведется на фрезерном станке с ЧПУ модель XCEEDER 900-RT. Для станков с ЧПУ расчет перемещения программируемой точки инструмента ведется по средним значениям размеров, которые необходимо обеспечить.
Эскиз детали с исходными положениями инструмента относительно начала координат и размерами, получаемыми при обработке, показан на плакате расчетно-технологическая карта.
Расчет величин перемещения инструмента по осям координат Х и Y производится в соответствии с формулами. Результаты заносятся в графы соответствующих таблиц на РТК к соответствующим переходам.
5. Технологическая и контрольно-измерительная оснастка
5.1 Исходные данные для проектирования станочного приспособления
Требуется разработать компоновку приспособления для выполнения фрезерования, сверления, резьбонарезания элементов детали «корпус».
Производство мелкосерийное.
Материал детали алюминиевый сплав АЛ9.
Похожие работы
... изолировать себя от земли (стоять на сухих досках, деревянной лестнице и т.д.). Билет № 4. ИТР ответственные за безопасную эксплуатацию ТПУ и ТС 1. Требования к персоналу. Обучение и работа с персоналом Лица, принимаемые на работу по обслуживанию теплопотребляющих установок и тепловых сетей, должны пройти предварительный медицинский осмотр и в дальнейшем проходить его периодически в ...
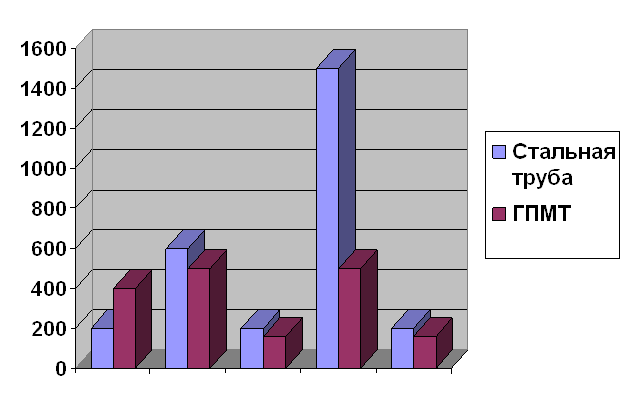
... с отдающих устройств в траншею, или непосредственно на грунт, и затяжке шпилек фланцевых соединений. При этом полностью исключаются любые подгоночные, сварочные и изоляционные работы. Свойства гибких полимерно-металлических труб: · химическая стойкость · высокая механическая прочность · высокая сейсмостойкость · стабильная во ...
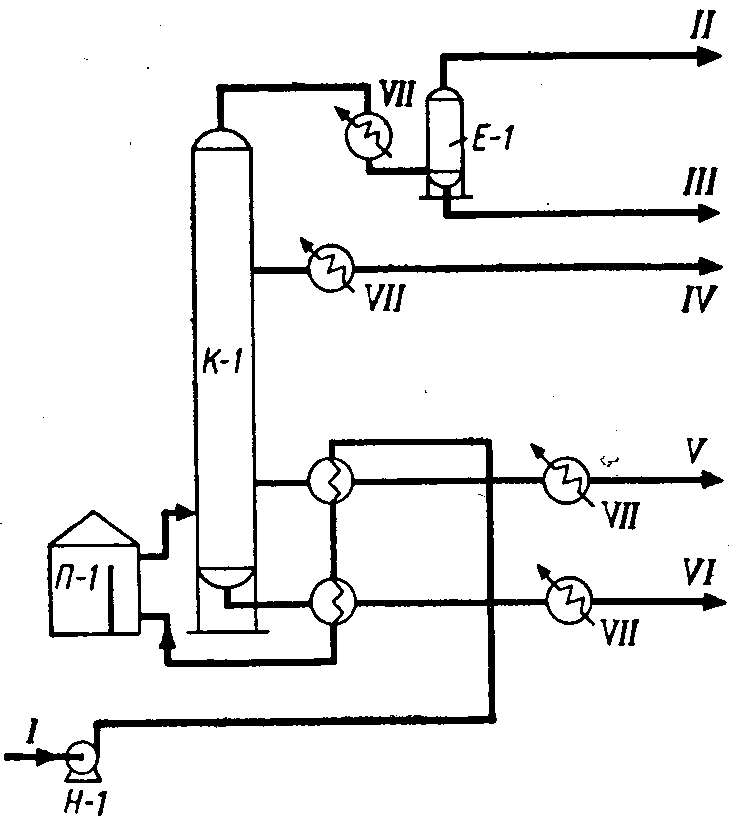
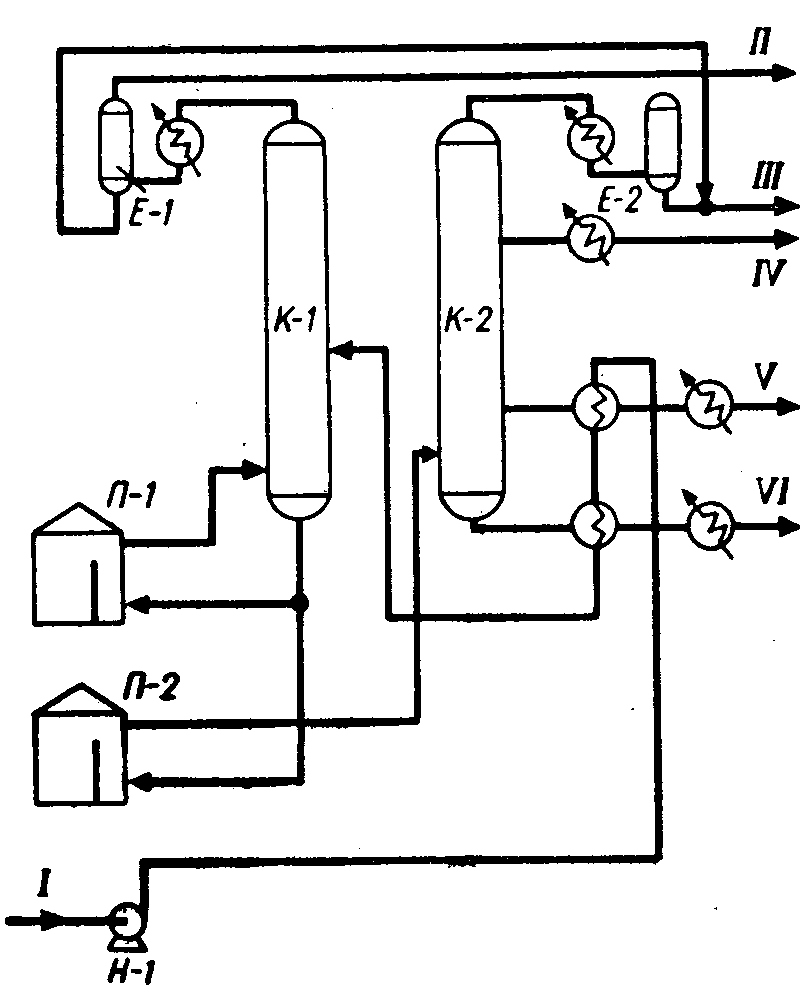
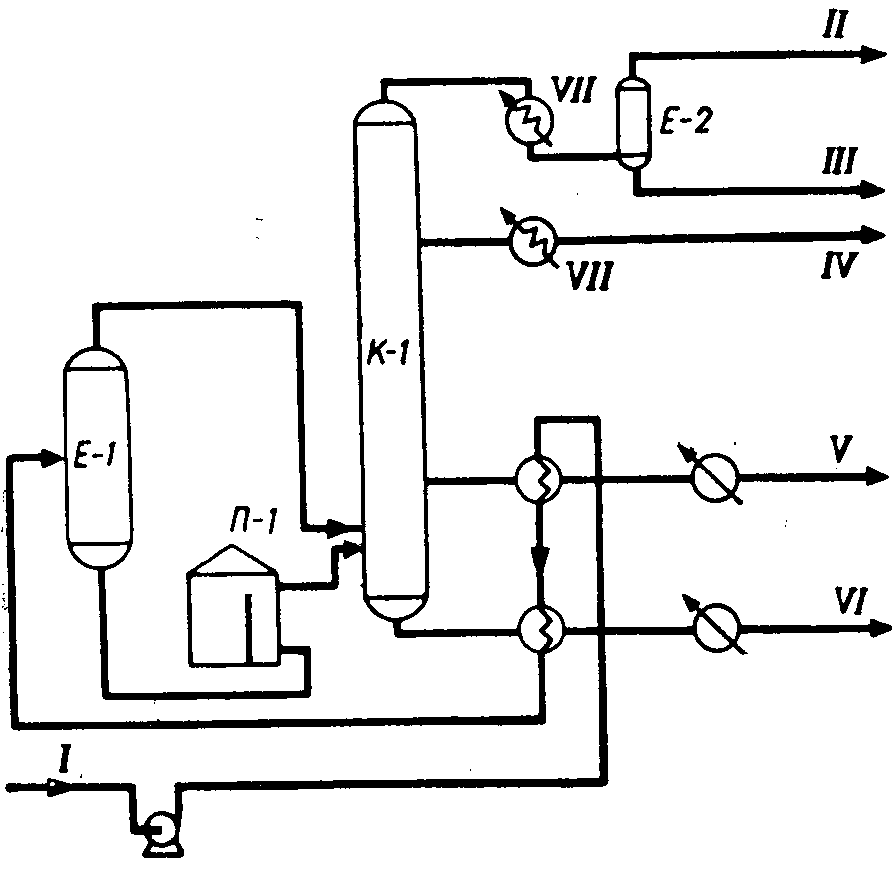
... расчет величины затрат необходимых для внедрения этого проекта в производство. Оценить изменение себестоимости продукции получаемой в цехе первичной переработки нефти и получения битума. В цехе установлено две печи: для нагрева нефти П-1 и для подогрева мазута и пара П-3, после реконструкции должна быть установлена печь, которая полностью заменит обе печи П-1 и П-3. Производительность печи по ...

... газа на линейных кранах, продувать конденсатосборники и т. п.; - ликвидировать аварии и неисправности на линейной части газопровода, ГРС, КС; - участвовать в проведении капитальных ремонтов магистрального газопровода; - осуществлять своевременный ремонт грунтового основания и насыпей, а также проводить мероприятия по предотвращению эрозионного размыва грунтов; ...
0 комментариев