Литьё в обычные земляные формы и кокили;
Выбор технологических баз, расчёт припусков на обработку и операционных размеров
Выбор оборудования, приспособлений и инструментов
Выбор смазочно-охлаждающих технологических средств
Расчёт норм времени на выполнение операций
Установить исходные координаты X и Y (настроить нулевое положение) по цилиндрической поверхности 4,0 мин
Установить исходные координаты X и Y (настроить нулевое положение) по цилиндрической поверхности 4,0 мин
Принципиальная схема станочного приспособления
Принципиальная схема контрольного приспособления
Основное производство
Состав и численность работников
Определение площади цеха и его места в производственном комплексе завода
Инструментально-раздаточный склад
Складская система и заготовительное отделение
Система хозяйственного обслуживания
Система обслуживания работающих
Размещение цеха
Расчёт и проектирование системы общего искусственного освещения проектируемого механического цеха
Расчет количества технологического оборудования
Оплата труда персонала
Оплата труда руководителей, специалистов, служащих
Размер и стоимость зданий
Технологические процессы механической обработки
Затраты на материал
Затраты на оплату труда и отчисления
Затраты на оборудование и оснастку
Обоснование разработанных приспособлений
Навигация
Принципиальная схема станочного приспособления
Проектирование механического цеха по изготовлению деталей для запорно-регулирующей арматуры газо- и нефтепроводов
137402
знака
30
таблиц
28
изображений
5.1.1 Принципиальная схема станочного приспособления
Для установки корпуса при фрезерной, сверлильной, резьбонарезной обработке используем базирование детали в координатный угол. Тип производства, программа выпуска, а так же затраты времени на операцию, определяющие уровень быстродействия приспособления при установке и снятии детали, повлияли на решение механизировать приспособление, то есть прижим заготовки к установочной базе, осуществляющийся с помощью прижима от пневмоцилиндра.
Приспособление устанавливается на стол станка посредством центрирующей шпонки и четырёх болтов в проушинах основания приспособления.
Приспособление используется для установки только одной детали.
Использование таких приспособлений имеет ряд преимуществ:
- позволяет сократить время на закрепление заготовки;
- обеспечение постоянного положения заготовки относительно режущего инструмента, так как величина зажимающего усилия не зависит от обслуживающего рабочего;
- стабильность в работе и надежность;
- простота управления.

Рисунок 5.1 – Принципиальная схема приспособления
Прижим заготовки к установочной базе осуществляется силами R/3 и прижимом от цилиндра.
5.1.2 Расчет станочного приспособления
5.1.2.1 Силовой расчет приспособления
Определяем силу зажима:
![]() ,
,
где Р1 – сила резания, Р1=441Н,
k – коэффициент запаса,
![]() ,
,
k1 - коэффициент, учитывающий увеличение сил резания из-за неровностей на заготовке, k1=1,2;
k2 - коэффициент, учитывающий увеличение сил резания от затупления инструмента, k2=1,3;
k3 - коэффициент, учитывающий увеличение сил резания при прерывистом резании, k3 =1,2;
k4 - коэффициент, учитывающий непостоянство усилия зажима при использовании пневморычажных систем, k4 =1,3;
k5 - коэффициент, учитывающий наличие моментов, поворачивающих заготовку, установленную на развитую поверхность, k5 =1;
k6 - коэффициент, учитывающий наличие моментов, стремящихся повернуть заготовку, k6 =1.
![]()
Определяем внутренний диаметр пневмокамеры:
![]() ,
,
где Тk – сила трения зависящая от твердости уплотняющего кольца и его относительного сжатия ![]() , Тk=0,5 кгс=4,9Н;
, Тk=0,5 кгс=4,9Н;
p – давление воздуха, р=0,63 МПа;
d1 – внутренний диаметр пневмокамеры,
dп – диаметр штока, dп= 16 мм.
![]() мм.
мм.
Принимаем d1=216 мм.
5.1.2.2 Расчет станочного приспособления на точность
Исходя из точности выдерживаемого размера обрабатываемой детали, предъявляют требования к соответствующим размерам приспособления.
Для нахождения точности отдельных элементов, необходимо найти сначала суммарную погрешность ![]() , которую можно найти сначала, допустить в собранном приспособлении для обеспечения точности заданного размера детали.
, которую можно найти сначала, допустить в собранном приспособлении для обеспечения точности заданного размера детали.
Эта погрешность для каждого выдерживаемого при помощи приспособления размера детали не должна превышать величины заданного допуска Топ: Топ≥![]() .
.
Все погрешности, входящие в состав суммарной, могут быть разделены на следующие погрешности:
1. Погрешность установки ![]() равна сумме погрешностей базирования
равна сумме погрешностей базирования ![]() и закрепления
и закрепления ![]() . Погрешность закрепления возникает в результате деформаций и перекосов устанавливаемой детали, а так же вследствие неточности изготовления поверхностей, которыми она соприкасается с установочными элементами приспособления;
. Погрешность закрепления возникает в результате деформаций и перекосов устанавливаемой детали, а так же вследствие неточности изготовления поверхностей, которыми она соприкасается с установочными элементами приспособления;
2. Погрешность обработки ![]() обусловлена спецификой метода обработки, точностными показателями станка; неравномерностью припуска и твердости заготовки, поступающей на обработку;
обусловлена спецификой метода обработки, точностными показателями станка; неравномерностью припуска и твердости заготовки, поступающей на обработку;
3. Суммарная погрешность приспособления ![]() , возникающая из-за неточности изготовления его деталей и сборки;
, возникающая из-за неточности изготовления его деталей и сборки;
4. Погрешность ![]() настройки инструмента на заданный размер;
настройки инструмента на заданный размер;
5. Погрешность от размерного износа инструмента ![]() .
.
По теории вероятности допуск на размер обрабатываемой детали Топ должен быть больше или равен сумме вышеперечисленных погрешностей, возникающих при механической обработке деталей на металлорежущих станках, то есть:
![]()
Откуда:

5.2 Исходные данные для проектирования контрольного приспособления
Требуется разработать компоновку приспособления для выполнения контроля параллельности наружных сторон детали корпус.
Производство мелкосерийное.
Материал детали алюминиевый сплав АЛ9.
Похожие работы
... изолировать себя от земли (стоять на сухих досках, деревянной лестнице и т.д.). Билет № 4. ИТР ответственные за безопасную эксплуатацию ТПУ и ТС 1. Требования к персоналу. Обучение и работа с персоналом Лица, принимаемые на работу по обслуживанию теплопотребляющих установок и тепловых сетей, должны пройти предварительный медицинский осмотр и в дальнейшем проходить его периодически в ...
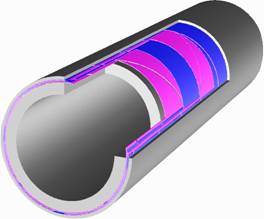
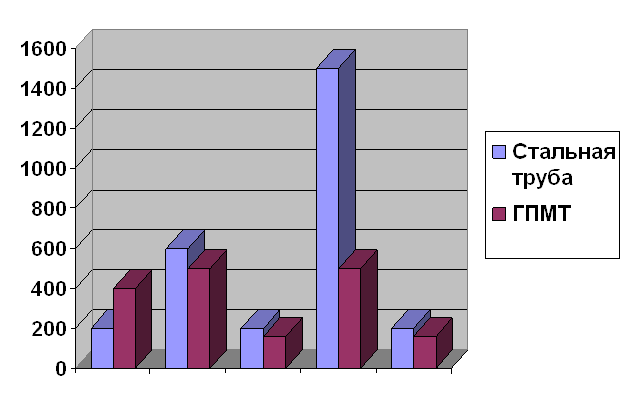
... с отдающих устройств в траншею, или непосредственно на грунт, и затяжке шпилек фланцевых соединений. При этом полностью исключаются любые подгоночные, сварочные и изоляционные работы. Свойства гибких полимерно-металлических труб: · химическая стойкость · высокая механическая прочность · высокая сейсмостойкость · стабильная во ...
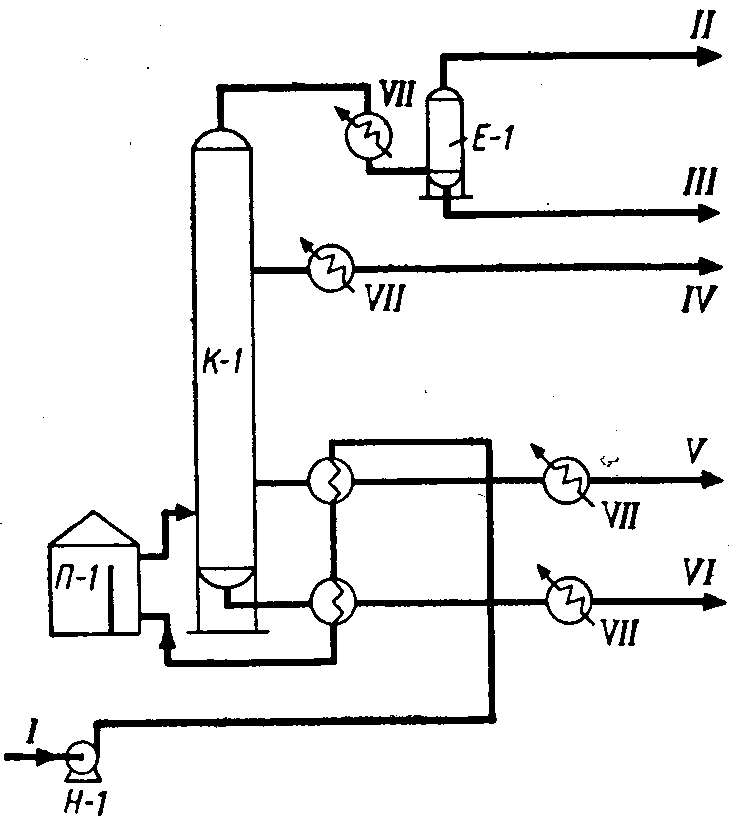
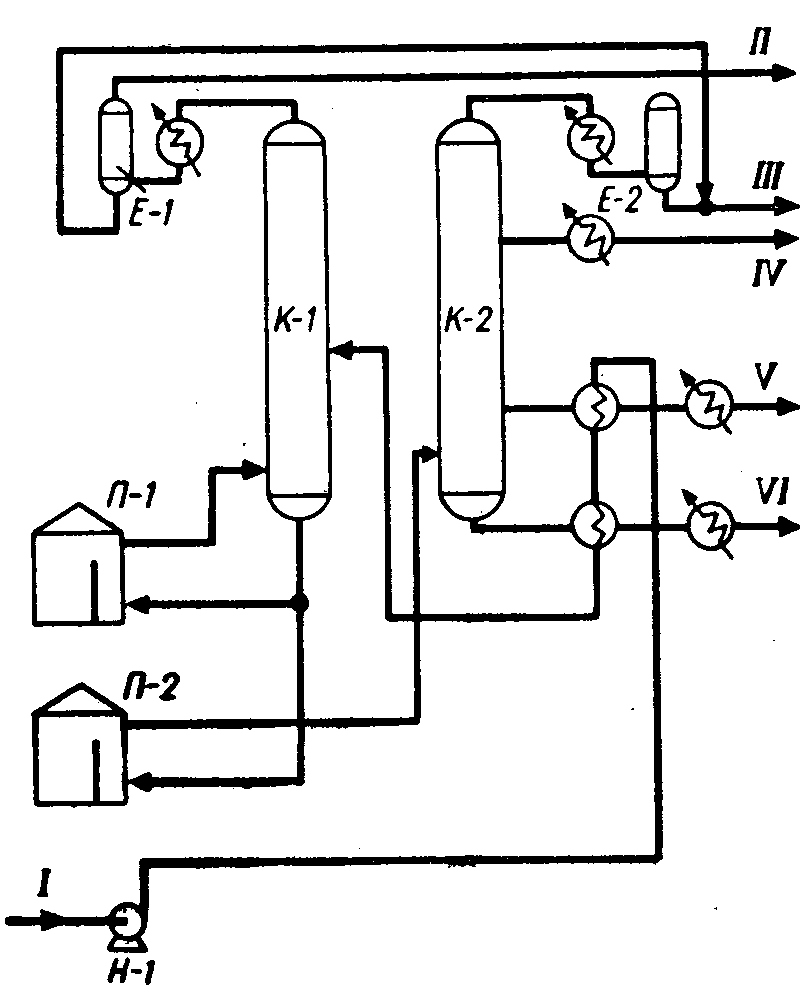
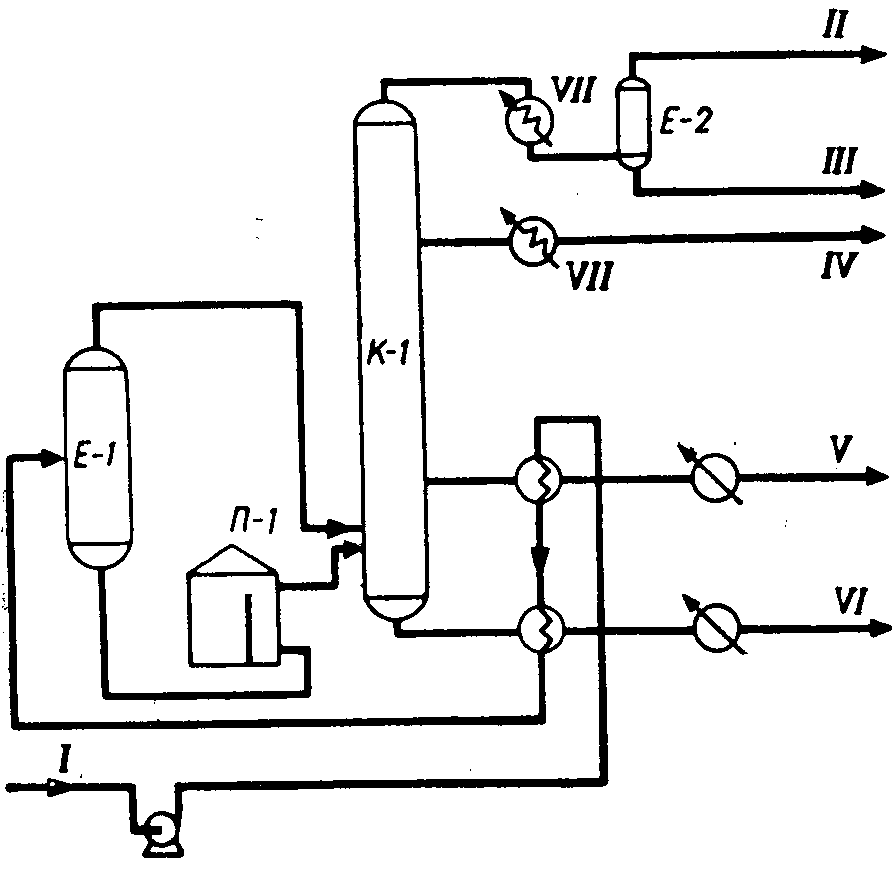
... расчет величины затрат необходимых для внедрения этого проекта в производство. Оценить изменение себестоимости продукции получаемой в цехе первичной переработки нефти и получения битума. В цехе установлено две печи: для нагрева нефти П-1 и для подогрева мазута и пара П-3, после реконструкции должна быть установлена печь, которая полностью заменит обе печи П-1 и П-3. Производительность печи по ...

... газа на линейных кранах, продувать конденсатосборники и т. п.; - ликвидировать аварии и неисправности на линейной части газопровода, ГРС, КС; - участвовать в проведении капитальных ремонтов магистрального газопровода; - осуществлять своевременный ремонт грунтового основания и насыпей, а также проводить мероприятия по предотвращению эрозионного размыва грунтов; ...
0 комментариев