Система управления качеством ремонтных работ на предприятии
Правовое регулирование организации труда ремонтных служб на предприятии
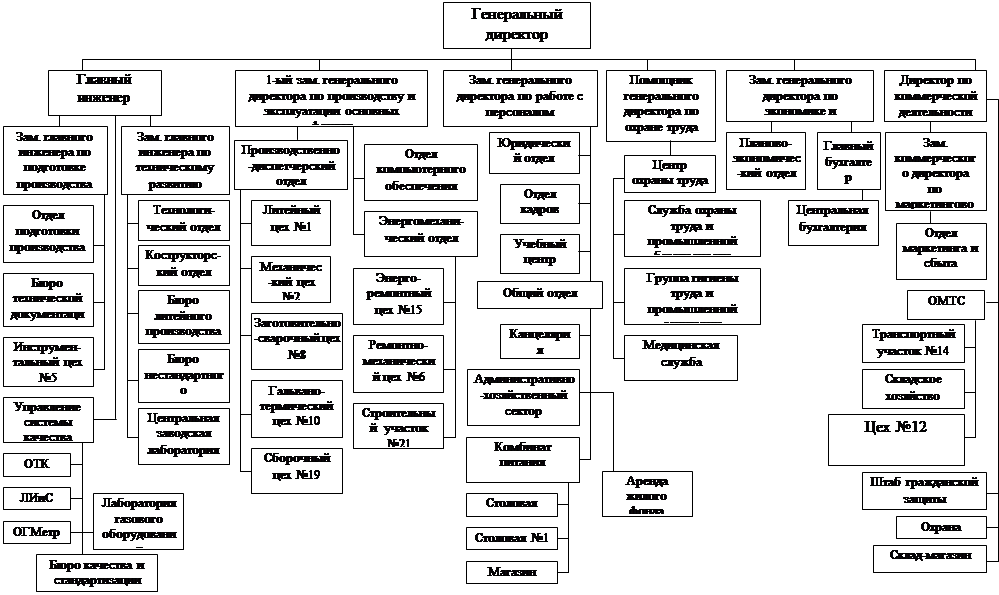
Общая характеристика базы исследования
Анализ основных технико-экономических показателей
Анализ эффективности использования основных средств
Анализ обеспеченности предприятия трудовыми ресурсами
Анализ себестоимости, прибыли и рентабельности
Общая оценка финансового состояния
Анализ организации ремонтов и технического обслуживания
Анализ обеспеченности ремонтного производства трудовыми ресурсами
Оценка затрат на проведение ремонтов и технического обслуживания
Методика кадрового планирования и расчета общей экономической эффективности
Мероприятие по внедрению метода ремонта кладки коксовых печей керамической наплавкой и его эффективность
Мероприятие по внедрению контроля качества ремонтов и технического обслуживания методом контрольных карт и его эффективность
Оценка экономической эффективности предложенных мероприятий
Характеристика и анализ охраны труда и техники безопасности
Техника безопасности
Оценка организационно-технических мероприятий, предлагаемых в дипломном проекте с точки зрения охраны труда
Навигация
Мероприятие по внедрению метода ремонта кладки коксовых печей керамической наплавкой и его эффективность
Изучение теоретических основ организации труда ремонтных служб на предприятии
146476
знаков
17
таблиц
2
изображения
3.2 Мероприятие по внедрению метода ремонта кладки коксовых печей керамической наплавкой и его эффективность
Напряженный баланс кокса, вынуждающий работать на действующих батареях с сокращенным периодом коксования на предельных температурах, ограничивает выполнение необходимых ремонтов, количество цикличных остановок и в результате приводит к ускоренному износу печей.
Показатели физического износа коксовой батареи являются убедительными и подтверждаются опытом зарубежных и отечественных предприятий. В условиях напряженной эксплуатации износ печей появляется уже после 15 лет службы. При квалифицированных осмотрах печей, своевременном ремонте и благоприятном технологическом регламенте имеются примеры длительной службы печей до 30 и более лет [46].
Хорошо организованный текущий ремонт и надлежащее содержание кладки и отопительной системы являются решающими условиями длительной и нормальной работы коксовых печей. Для этого по мере необходимости следует своевременно проводить соответствующие профилактические горячие ремонты с учетом особенностей и состояния каждой батареи и печной камер [9,10,38,43].
Традиционным способом осуществления ремонта кладки на АОЗТ «Харьковский коксовый завод» является торкетирование с применение торкет-порошков и использованием в качестве связующей основы раствора 73%-ной ортофосфорной кислоты (НзРО4). Применение ортофосфорной кислоты для приготовления раствора из шамотных торкет-порошков связано с достаточно хорошим прилипанием (адгезией) наносимых порошков к динасовой кладке и образованием фосфатов типа SiO2 P2O5, имеющих довольно высокую термостойкость и механическую прочность.
Для торкетирования применяют несложный аппарат вместимостью 25-30л из нержавеющей стали. Аппарат снабжают герметически закрывающимся штуцером для заполнения раствором торкет-массы, штуцерами для подвода сжатого воздуха и подачи раствора к торкет-ружью. Торкет-ружье заканчивается форсункой диаметром 5-6 мм; длина торкет-ружья определяется размерами печей и расстоянием до ремонтируемых участков кладки.
Несмотря на достаточную простоту проведения ремонта кладки с помощью торкетирования, такой метод имеет значительные недостатки, связанные со значительными затратами на проведение такого вида ремонтов, а также с длительными простоями оборудования во время проведения ремонтных работ, вследствия необходимости проведения повторного ремонта через 1-1,5 месяца.
Учитывая все вышеперечисленные недостатки существующего метода, предлагается применение принципиально нового вида ремонта кладки керамической наплавкой, разработанного и осуществляемого на коксохимических предприятиях ООО «Научно-внедренческим предприятием «МАК».
Керамическая наплавка – это прогрессивный метод горячего ремонта огнеупорной кладки промышленных печей, основной целью которого является восстановление огнеупорной кладки промышленных печей при обычных условиях эксплуатации, то есть без остановки производственного процесса.
В основе технологии восстановления кладки методом керамической наплавки лежат сложные физико-химические процессы. За счет выделения тепла при сгорании в среде кислорода топливной составляющей смеси, происходит расплавление ее огнеупорных компонентов и заполнение поврежденной кладки.
Наносимый материал аналогичен по своей структуре, химическим, физическим и механическим свойствам огнеупорному кирпичу. При затвердевании расплава образуется структура с керамической связью между материалом кладки и покрытием. В табл. 3.1 содержится характеристика ![]() химического состава наплавки, а также ее физические характеристики.
химического состава наплавки, а также ее физические характеристики.
Сравнительное содержание исходного сырья для ремонта кладки
Химический состав наплавки,% Физические характеристики наплавки
НаименованиеСодержание НаименованиеСодержание
SiO2 90 Пористость,% 12,0-15,0
Al2O36 Объемный вес, г/см3 2,35-2,4
Fe2O32 Прочность на сжатие при
CaO 1-2,5комнатной температуре, 25,0-30
Na2O 0,04-1,0 Н/мм2
K2O 0,4-1,0Огнеупорность, С 1710-1730
Теперь, на основании данных табл. 3.1 можно провести сравнительную характеристику свойств керамической наплавки и динасового кирпича. В табл. 3.2 приведены сравнительные характеристики используемой в ремонте наплавки и динасового кирпича.
Таблица 3.2![]()
![]() Сравнительные свойства наплавленного покрытия и динасового кирпича
Сравнительные свойства наплавленного покрытия и динасового кирпича
ПоказателиНаплавленное покрытие Динасовый кирпич
Плотность материала, г/см22,35-2,4 2,33-2,38
Пористость,% 12,0-15,0 менее 22,0
Прочность на сжатие, Н/мм2 25,0-30,0 более 20,0
Огнеупорность,С 1710-17301710
Содержание SiO2, % масс 90,0 не менее 95,0
Данные табл. 3.2 свидетельствуют о том, что по своим химическим свойствам наплавка близка к свойствам динасового кирпича, а по некоторым физическим свойствам (плотность материала, прочность на сжатие, огнеупорность) даже превышает необходимые нормы.
Метод керамической наплавки позволяет получить на поверхности поврежденной кладки, имеющей температуру не ниже 700 С, покрытие высокой огнеупорности и прочности.
Керамическая наплавка применима для ремонта повредений любой сложности, в любом месте камеры коксования и позволяет устранить следующие дефекты кладки:
- Трещины с раскрытием кромок 30-77 мм, в том числе и сквозные;
- Прогары и провалы в стенах;
- Раковины площадью до 5 кв. м и глубиной до 80 мм;
- Сколы заплечиков со стороны армирующих броней;
- Эрозию рубашки кирпича;
- Разрушение кладки в зоне5 загрузочных люков;
- Деформации, с выдвижением кирпичей внутрь камеры;
- Трещины и разрушения сводовых кирпичей;
- Разрушение кладки внутри вертикалов выше зоны перекрытия;
- Швы между старой и новой кладкой
Способ, оборудование и смеси для керамической наплавки были разработаны специалистами ООО «НВП « МАК» в 1986 году и защищены патентами Украины и России.
Правовыми предпосылками для работы являются:
1. Разрешение Госнадзорохранатруда Украины.
2. Патент СССР № 1816440.
3. Патенты Российской Федерации. №№ : 2001036, 2006017, 2038561, 2049299, 2049300.
4. Патенты Украины, №№: 3804, 3814, 3939, 6866,7097.
Аппарат керамической наплавки – это устройство для подачи торкет-смеси сжатым воздухом к зоне ремонта, где с помощью торкет-фурмы организуется сжигание в струе кислорода топливной составляющей смеси в виде факела и расплавление ее огнеупорной части.
Преимуществом аппаратов керамической наплавки является более безопасная, раздельная подача смеси и кислорода, исключающая возможность взрыва.
Теплоизолирующие экраны и фальш-двери предохраняют печь от остывания, защищают аппарат и обслуживающий персонал от теплового воздействия печи и окружающую природную среду от выбросов.
Зачистка дефектов производится специальными инструментами по обработке твердых материалов собственной разработки, что позволяет повысить долговечность наносимого покрытия.
Система видеонаблюдения с использованием графических видеограмм для отображения общего состояния технологического процесса помогает исследовать поврежденные участки промышленных печей и контролировать проводимые наплавки в труднодоступных местах.
Срок службы отремонтированных участков – не менее 1 года. Обобщая преимущества вышеназванного метода ремонта, следует отметить, что главными достоинствами ремонта кладки коксовых печей методом керамической наплавки являются:
- Прогрессивность метода, универсальная технология
- Проведение всех ремонтов без остановки оборудования
- Существенное увеличение срока службы печей
- Профессиональные кадры
- Высококачественное мобильное оборудование
- Технология, защищенная патентами Украины
Годовой экономический эффект от технологического мероприятия выглядит как экономия себестоимости, полученная как разность
суммы годовых затрат на ремонт кладки методом мокрого торкетирования (до внедрения мероприятия) и суммы годовых затрат на ремонт кладки методом керамической наплавки (после внедрения мероприятия).
Сравнительные годовые затраты до и после внедрения технологического мероприятия представлены в таблице 3.3
Таблица 3.3
Данные о годовых затратах на ремонт кладки коксовых печей| Наименование показателя | Метод мокрого торкретирования | Метод торкретирования керамической наплавкой |
| Цена на сырье, материалы, грн./т | 120 | 230 |
| Расход сырья, материалов, т/м3. | 1т/м3 | 1т/м3 |
| Средние затраты на сырье, материалы, грн./ед. рем. | 0,02 | 0,12 |
| Средние затраты на оплату труда, грн./ед.рем. | 255 | 356 |
| Количество проведенных 136 17 ремонтов в год, ед.рем./год. | 136 | 17 |
| РСЭО | 849,7 | 630,82 |
| Итого затрат, тыс.грн./год | 35529,72 | 6682,94 |
![]() Как видно из табл. 3.3, в результате перехода на новый метод текущего ремонта кладки коксовой печи ожидается экономия затрат по текущему ремонту в размере 28846,78 грн. Ожидаемое снижение затрат происходит, в первую очередь, за счет сокращения условно-переменных затрат, связанного с уменьшением количества ремонта кладки в год, обусловленным увеличением срока службы печного фонда. Кроме того, ввиду применения для данного вида ремонта специального оборудования, используемого подрядчиками, расходы на содержание и эксплуатацию оборудования уменьшаются на 218,8 грн.
Как видно из табл. 3.3, в результате перехода на новый метод текущего ремонта кладки коксовой печи ожидается экономия затрат по текущему ремонту в размере 28846,78 грн. Ожидаемое снижение затрат происходит, в первую очередь, за счет сокращения условно-переменных затрат, связанного с уменьшением количества ремонта кладки в год, обусловленным увеличением срока службы печного фонда. Кроме того, ввиду применения для данного вида ремонта специального оборудования, используемого подрядчиками, расходы на содержание и эксплуатацию оборудования уменьшаются на 218,8 грн.
Кроме того, все ремонтные работы, проведенные методом керамической наплавки, проходили без остановки оборудования, в отличие от ремонтов, осуществляемых с помощью метода мокрого торкетирования, а значит необходимо определить экономию от ликвидации простоев оборудования во время ремонта.
Для определения экономического эффекта от предложенных мероприятий предполагается использовать отраслевую методику.
Планируемая экономия (∆С) определяется по формуле (3.2),
где Спс – годовой объем производства до внедрения мероприятия, тыс.грн./год ( При 100% использовании мощности 86000 т/год );
Спн – годовой объем производства после внедрения мероприятия, тыс.грн./год. (При 100% использовании мощности 86000 т/год); При условии, что среднее время простоев, связанных с проведением ремонтов методом мокрого торкетирования, составляет 1 час, предполагаемая экономия составит:
Э = 1ч*136ед.рем.*1т/ч*1150грн/т = 156400 грн.
Планируемый годовой экономический эффект от внедряемого мероприятия составит:
Э = 156400 + ( 35529,72 - 6682,94 ) = 185246,78 грн.
В таком случае можно утверждать о целесообразности внедрения такого мероприятия, поскольку на его внедрение не требуется каких-либо капитальных вложений, а ожидаемый эффект положительный.
Похожие работы
... . В план личного труда не следует включать ежедневно повторяющиеся дела, для них зарезервировать 25-30% рабочего времени. На непредвиденные работы необходимо отвести 10-15% времени. 3.2 Рекомендации по организации труда менеджера в функциях мотивации и контроля в ООО "Модерн Стафф" Мотивация сотрудников, исходя из их индивидуальных потребностей, позволит выбрать эффективное воздействие на ...
... (отдельных работников или структурных подразделений), так и силами сторонних исполнителей. В первом случае говорят о ремонте хозяйственным способом, во втором — подрядным способом. 2. Анализ системы организации межремонтного обслуживания на промышленном предприятии на примере ООО "Ремсервис" 2.1 Краткая характеристика предприятия на примере ООО "Ремсервис" ООО "Ремсервис", ориентируясь ...
... день организация пополняется молодыми специалистами различных направлений, но по прежнему на ОАО «Литмаш» преобладают работники со стажем работы более 10 лет. Еще одной особенностью организации труда на ОАО «Литмаш» является то, что при поступлении на работу работники не подписывают коллективного договора, договором считается письменное заявление стандартного образца о приеме на работу на ОАО « ...
... состояния занимает метод коэффициентов. На основе коэффициентов, отражающих качественные изменения в структуре активов и пассивов и характеризующих финансовую устойчивость и платежеспособность, делается обобщающая и экспресс-оценка финансового состояния предприятия. В отечественной экономике постановлением Правительства от 20.05.1994 № 498 приняты нормативные значения (N) только по трем ...
0 комментариев