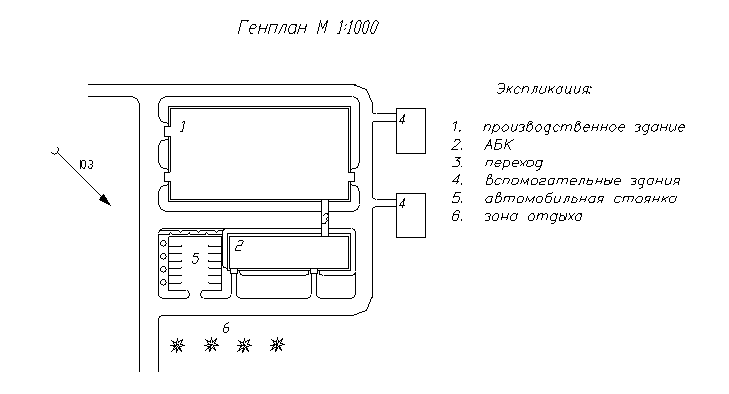
Характеристика местности строительства
Технохимическая характеристика сырья
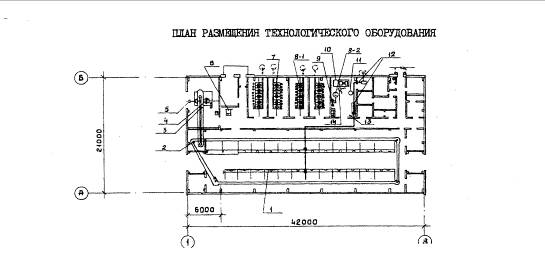
Выбор технологической схемы
Подбор и расчет оборудования
Ленточный транспортер для подачи филейчиков на доработку
Ленточный конвейер для фасования и взвешивания филе
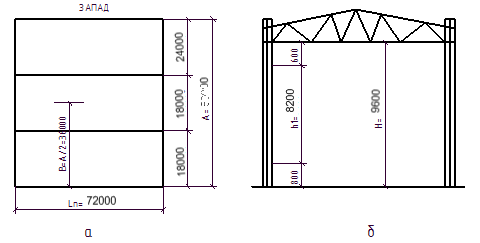
Описание типа здания и его конструктивных особенностей
ХАРАКТЕРИСТИКА СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ
Ворота деревянные распашные для производственных зданий и сооружений. ГОСТ 18853-73
Герметизирующие материалы
АЭРАЦИЯ, ОСВЕЩЕНИЕ, ОТОПЛЕНИЕ, ВОДОСНАБЖЕНИЕ И КАНАЛИЗАЦИЯ ЗДАНИЯ
Навигация
Выбор технологической схемы
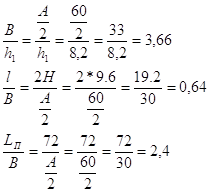
Проектирование промышленного здания
70933
знака
10
таблиц
0
изображений
3.2. Выбор технологической схемы.
Линия производства филе из тресковых рыб на траулере «Горизонт».
В состав этой линии входит следующее оборудование: бункера-накопители; конвейер для ручной разделки; машина ИТО для обезглавливания рыбы; филетировочная, шкуросъёмная машины; стол с весами для инспекции и укладки филе в противни. На этой линии производится обесшкуренное филе из тресковых рыб длиной 40 - 65 см. Вначале рыба обезглавливается, затем на, филетировочной машине срезается филе и передаётся на шкуросъёмную- машину. Обесшкуренное филе инспектируется, укладывается в противни и после взвешивания направляется в морозильный аппарат АМП-7, предназначенный для замораживания филе. При необходимости на этой линии можно вручную филетировать рыбу. Для этого предусмотрено четыре рабочих места. Все машины линии и рабочие места связаны межоперационными транспортёрами.
Линия производства филе из тресковых рыб на Судах типа БМРТ.
Выловленная рыба с палубы через люки поступает в бункер. Из бункера -рыба подаётся на стол для потрошения вручную, здесь из неё извлекают печень. Потрошённую рыбу по транспортёру направляют на головоотсекающую машину, а затем на филетирование. Полученные два филейчика, прошедшие шкуросъёмную машину, закрепляются в слабом растворе поваренной соли и передаются для укладки в противни. Закрытые крышкой противни загружают в клетях в туннельную морозильную установку. Замороженное филе выгружается на уборочные столы, а упакованная продукция элеваторами опускается в трюм для хранения. Примерная производительность линии 10 т филе в смену:
Схема технологического процесса
Приём сырья
¯
Хранение до обработки
¯
Разделка на филе и доработка
¯
Обесшкуривание филейчиков
¯
Зачистка
¯
Мойка и закрепление филе
Подготовка пакетов¯Стекание
® ¬
Фасование
¯
Вакуумирование
Подготовка противней¯
®
Укладка в противни
¯
Загрузка аппарата и замораживание
¯
Выгрузка аппарата и освобождение противней
Сборка ящиков и наклейка ярлыков на них ¯
® ¯
Укладка в ящики
Подготовка обвязочного материала¯Закладка контрольных талонов
¯
Обвязка ящиков
¯
Хранение
Принятая технологическая схема производства мороженого филе минтая обеспечивает поточность линии, минимальные затраты ручного труда в связи с высокой автоматизированностью и механизированностью данного производства, а также высокое качество готовой продукции. Данная технологическая схема предусматривает выпуск обесшкуренного филе минтая в мелкой расфасовке, что очень удобно для потребителя. Упаковка филе производится в полимерные пакеты под вакуумом, что увеличивает максимальные сроки хранения продукции с минимальными дефектами, возникающими при хранении. Дефекты разделки позволяет исключить тщательная доработка филе после филетирования. Совмещение таких операций как мойка и закрепление филе позволяет сэкономить рабочую площадь цеха и вообще принятая последовательность операций позволяет выпускать продукцию высшего качества.
4 Материальные расчеты.
4.1. Продуктовые расчеты производства.
Исходные данные:
- Производительность – 25 т/сут.
- Количество часов в сутки – 24
- Количество смен в сутки – 3
- Расчет производится на основании «Единые нормы отходов, потерь, выхода готовой продукции и расхода сырья при производстве пищевой продукции из морских гидробионтов» от 24.02.2000 года.
Таблица 4.1.
Нормы отходов и потерь выхода готовой продукции и расхода сырья при производстве филе мороженого из минтая.
| Наименование вида рыбы, характеристика сырья | Вид разделки | Отходы и потери к массе сырья, поступившего на операцию, % | В % к массе рыбы-сырца | Коэффициент расхода | ||||
| Разделка | обесшкуривание | Мойка, зачистка | Замораживание | Всего отходов | Выход готовой продукции | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Минтай-сырец | Филе без кожи | 60,3 | 17,8 | 3,07 | 0,5 | 68,56 | 31,44 | 3,18 |
Таблица 4.2.
Движение сырья и полуфабрикатов
| Технологические операции | Отходы и потери, % | Движение сырья, кг | ||||||||
| К исх. массе | К пост. массе | На единицу продукции | В час | В смену | В сутки | |||||
| поступ. | отходы | поступ. | отходы | поступ. | отходы | поступ. | отходы | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Разделка | 60,3 | 60,3 | 3180 | 1917,54 | 3300 | 1989,9 | 26400 | 15919,2 | 79200 | 47757,6 |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Обесшкуривание шкуривани | 7,1 | 17,8 | 1262,46 | 225,78 | 1310,1 | 226,65 | 10480,8 | 1813,2 | 31442,4 | 5439,6 |
| Мойка, зачистка зачистка | 1 | 3,07 | 1036,68 | 31,82 | 1083,45 | 33,26 | 8667,6 | 266,08 | 26002,8 | 798,24 |
| Замораживание раживание | 0,16 | 0,5 | 1004,86 | 5,02 | 1050,19 | 5,25 | 8401,52 | 42 | 25204,56 | 126 |
| 68,56 | 999,83 | 1045 | 8360 | 25078 | ||||||
К таблице 4.2.
Расчет:
1. Расход сырья на смену = 1000 · 3,18 = 3180 кг.
2. Потери при разделке = 3180 · 0,603 = 1917,54 кг.
3. Поступило на обесшкуривание = 3180 – 1917,54 = 1262,46 кг.
4. Потери при обесшкуривании = 1262,46 · 0,178 = 225,78 кг.
5. Поступило на зачистку, мойку = 1262,46 – 225,78 = 1036,68 кг.
6. Потери при зачистке, мойке = 1036,68 · 0,0307 = 31,82 кг.
7. Поступило на замораживание = 1036,68 – 31,82 = 1004,86 кг.
8. Потери при размораживании = 1004,86 · 0,005 = 5,02 кг.
9. Выход замороженной продукции = 1004,86 – 5,02 = 999,84 кг.
Таблица 4.3.
Баланс сырья и п/ф.
| Поступило в производство | Кг | % | Вышло из производства | Кг | % |
| 1 | 2 | 3 | 4 | 5 | 6 |
| Рыба-сырец | 3180 | 100 | Готовая продукция Отходы и потери | 999,84 2180,16 | 31,44 68,56 |
| Итого | 3180 | 100 | Итого | 3180 | 100 |
Таблица .
Расход вспомогательных и тарных материалов
| Материалы | Ед.изм. | Расход материала | |||
| Норма расхода на ед-цу готовой продукции | В час | В смену | В сутки | ||
| 1 | 2 | 3 | 4 | 5 | 6 |
| Пикетки и ярлыки бумажные | Шт. | 101 | 105,5 | 844 | 2532 |
| Декстрин | 0,22 | 0,23 | 1,84 | 5,52 | |
| Ящики из гофрированного картона ОСТ 15-395 | Шт. | 33 | 34 | 272 | 816 |
| Пакеты полиэтиленовые | Шт. | 1020 | 1066 | 8528 | 25584 |
| Проволока стальная низкоуглеродистая | Кг | 1,74 | 1,82 | 14,56 | 43,68 |
| Соль | Кг | 0,43 | 0,45 | 3,6 | 10,8 |
Похожие работы
... обработки деталей является одноэтажным, в плане представляет собой три продольных прямоугольных пролета. Первый пролёт – заготовительное отделение, второй и третий – механическое отделение. Схема цеха приведена в задании на проектирование. Основные параметры здания: - Общая длина здания 73,1м, ширина 60,6м - Шаг колонн: 12м – среднего ряда, 6м - крайнего ряда - 1 пролёт - 24 метра - 2 пролёт ...
... для нормальной трудовой деятельности. Область строительства, занимающаяся созданием основных фондов промышленности, включая выполнение комплекса строительных и монтажных работ. Строительство и реконструкция сельскохозяйственных зданий требует быстрого развития и совершенствования строительной техники, увеличения выпуска строительных материалов, снижения стоимости, сокращения сроков строительства, ...
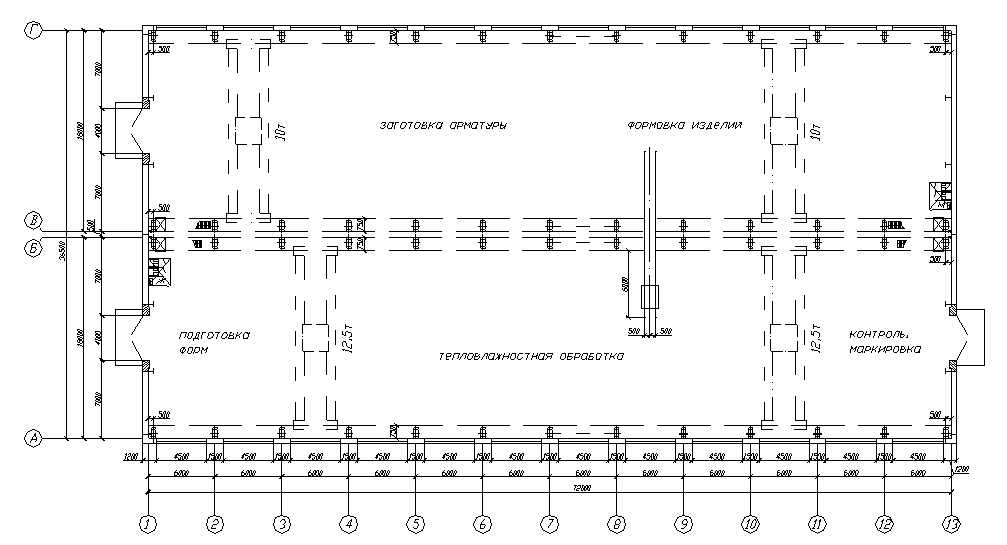
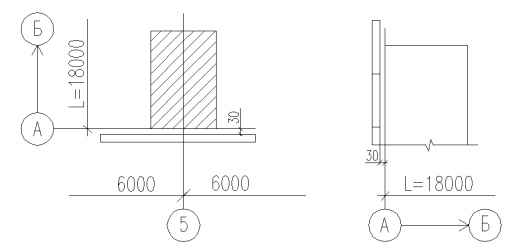

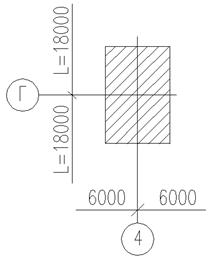
... к средним разбивочным осям 4. Архитектурно-конструктивные решения Данное промышленное здание выполняется по каркасной схеме (рис.4.1). В качестве материала для каркаса принят железобетон. Несущим остовом одноэтажного каркасного промышленного здания служат поперечные рамы и связывающие их продольные элементы. Статическая работа каркаса рамно-связевая. Рис. 4.1. Каркасная рамно- ...
... исходными материалами и продуктами производства, которые и создают основные предпосылки для проектирования промышленных зданий, которые идеально впишутся в своеобразные решения планировки территори, их застройки и архитектурно-пространственной композиции. ПРОИЗВОДСТВЕННЫЕ ЗДАНИЯ ИЗ ЛЕГКИХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ ТИПА КАНСК Стальные рамные конструкции из прокатных широкополочных и сварных ...
0 комментариев