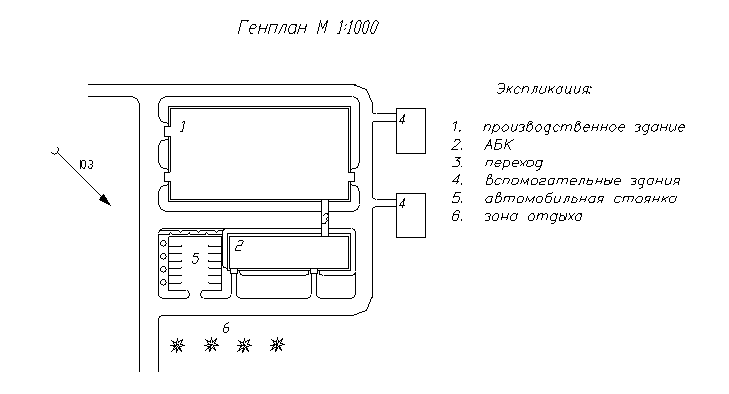
Характеристика местности строительства
Технохимическая характеристика сырья
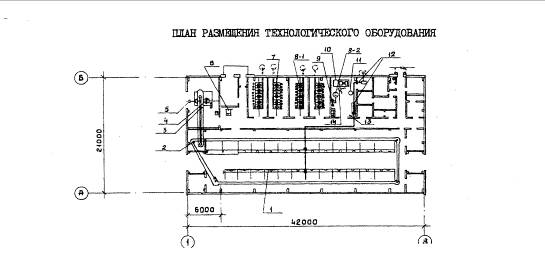
Выбор технологической схемы
Подбор и расчет оборудования
Ленточный транспортер для подачи филейчиков на доработку
Ленточный конвейер для фасования и взвешивания филе
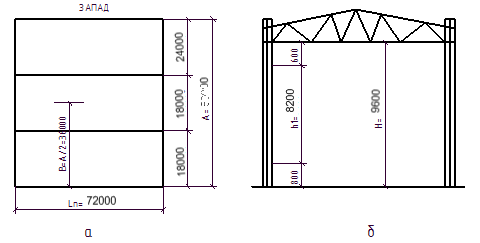
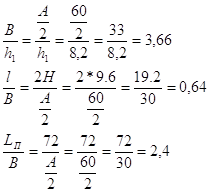
Описание типа здания и его конструктивных особенностей
ХАРАКТЕРИСТИКА СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ
Ворота деревянные распашные для производственных зданий и сооружений. ГОСТ 18853-73
Герметизирующие материалы
АЭРАЦИЯ, ОСВЕЩЕНИЕ, ОТОПЛЕНИЕ, ВОДОСНАБЖЕНИЕ И КАНАЛИЗАЦИЯ ЗДАНИЯ
Навигация
Ленточный конвейер для фасования и взвешивания филе
Проектирование промышленного здания
70933
знака
10
таблиц
0
изображений
3.3.8.6. Ленточный конвейер для фасования и взвешивания филе
Определяют длину конвейера, ширину ленты и мощность электродвигателя для его привода, если производительность конвейера G = 1600 кг/ч = 0,444 кг/с, средняя навеска филейчиков 0,65 кг, скорость ленчатого конвейера 0,25 м/с, часовая норма зачистки филе на одного рабочего 200 кг.
При штучной массе пакетов с филе 1 кг удельная нагрузка по табл. 1 литературы [30] составит q = 32 кг/м2.
Ширина ленты
B = G/(3,6*V*q) = 0,444/(3,6*0,25*32) = 0,015 м. Учитывая, что средняя длина филейчика при штучной массе 0,65 кг равна около 300 мм, принимают ширину ленты равной 400 мм, что дает возможность разворачиваться филейчикам на ленте.
Количество рабочих мест на конвейере
n = 1507,28/520 = 7,5 ® принимают 8 рабочих мест.
Принимая длину рабочего места 1 м и полагая, что рабочие места располагаются по обе стороны конвейера определяют длину рабочей части конвейера
L = 8/(2*1) = 4 м, но принимают 5 м конструктивно, при этом полная длина конвейера, с учетом длины приводной и натяжной станции, а также расстояния, обеспечивающего безопасность при обслуживании конвейера ориентировочно составит около 7 метров.
Мощность электродвигателя для привода конвейера
N = G*L*w*k3/(102*h) = 0,444*5*0,8*1,5/(102*0,65) = 0,04 кВт, где
w - коэффициент сопротивления при роликовых опорах (w = 0,8).
k3 – коэффициент запаса (k3 до 5).
h - к.п.д. привода (h = 0,65).
Габариты – 7000х1300х800 мм.
3.3.8.7. Пластинчатый транспортер для подачи противней на заморозку
Техническая характеристика:
1) Удельная нагрузка на 1 пог.м. полотна, кг………………………100
2) Скорость движения полотна, м/сек……………………………….0,4
3) Ширина пластинчатой части транспортера, мм…………………660
4) Шаг между поддерживающими роликами полотна, мм………247,5
5) Шаг цепи, мм………………….………………………………….41,52
6) Габариты, мм………………………………………....12500х1025х610
Принимают длину транспортировки 6 м (из конструктивных соображений).
Мощность электродвигателя для привода транспортера
N = G*L*w*k3/(102*h) = 2,2*12,5*0,8*1,2/(102*0,65) = 0,395 кВт, где
w - коэффициент сопротивления при роликовых опорах (w = 0,8).
k3 – коэффициент запаса (k3 до 5).
h - к.п.д. привода (h = 0,65).
3.3.8.8. Пластинчатый транспортер для подачи противней на выбивку
Техническая характеристика:
1) Удельная нагрузка на 1 пог.м. полотна, кг………………………100
2) Скорость движения полотна, м/сек……………………………….0,4
3) Ширина пластинчатой части транспортера, мм…………………660
4) Шаг между поддерживающими роликами полотна, мм………247,5
5) Шаг цепи, мм………………….………………………………….41,52
6) Габариты, мм…………………………………………..7700х1025х610
Принимают длину транспортировки 9 м (из конструктивных соображений).
Мощность электродвигателя для привода транспортера
N = G*L*w*k3/(102*h) = 2,2*7,7*0,8*1,2/(102*0,65) = 0,243 кВт, где
w - коэффициент сопротивления при роликовых опорах (w = 0,8).
k3 – коэффициент запаса (k3 до 5).
h - к.п.д. привода (h = 0,65).
3.3.8.9. Стол для накопления пакетов с филе перед вакуумированием
С учетом размеров упаковочных машин Н30-ИУП-3 и проходов между ними, а также высоты конвейера габариты стола будут – 2000х1000х800 мм.
3.3.8.10. Стол для укладки пакетов в противни
Габариты стола принимают с учетом размеров противней 2000х1000х800 мм.
3.3.8.11. Расчет габаритных размеров стола упаковки
Этот расчет производится с учетом количества рабочих, работающих на данной операции:
Сборка картонных ящиков и наклейка этикеток.
100 ящ. – 1 чел/ч
50 ящ. – х чел./ч; х = 25/100 = 0,5 чел/ч ® необходим 1 рабочий.
Заполнение контрольных талонов и укладка их в ящик
100 шт. – 1,8 чел/ч
50 шт. – х чел/ч; х = 0,9 чел/ч ® необходим 1 рабочий.
Укладка пакетов в ящики
1000 п. – 0,66 чел/ч
1500 п. – х чел/ч; х = 0,99 чел/ч ® необходим 1 рабочий.
Обвязка картонных ящиков проволокой с помощью ручной проволокообвязывающей машины РПОМ-С1 – 1 рабочий.
Освобождение противней – рабочий.
Общее количество рабочих по уборке пакетов филе в ящик 5 человек. С учетом этого устанавливаем стол размером 3000х1600х800 мм.
4.3. расчет КОЛИЧЕСТВА ОБСЛУЖИВАЮЩЕГО ПЕРСОНАЛА.
Объем производственного помещения каждого работающего составляет не менее 15 м3, площадь не менее 4,5 м2. при организации работ необходимо обеспечить работающим удобную позу и удобные сидения.
Расчет обслуживающего персонала представляет табл. 3.16.
Таблица 4.3.1.
Расчет рабочей силы.
| Наименование операции | Количество машин в линии | Общее количество обслуживающего персонала |
| 1 | 2 | 3 |
| - Гидротранспортирование | 2 | 2 |
| - Филетирование | 1 | 1 |
| - Доработка | 2 | 6 |
| - Обесшкуривание | 1 | 1 |
| - Зачистка и инспектирование | 1 | 2 |
| - Мойка | 1 | 1 |
| - Фасовка и взвешивание | 1 | 6 |
| - Вакуумирование | 3 | 3 |
| - Упаковка в противни | - | 1 |
| - Забивка морозильного аппарата | 2 | 1 |
| - Освобождение противней | - | 1 |
| - Сборка картонных ящиков и наклейка этикеток | - | 1 |
| - Заполнение контрольных талонов и укладка их в ящик | - | 1 |
| - Укладка пакетов в ящик | - | 1 |
| - Обвязка картонных ящиков проволокой | - | 1 |
| Итого | 29 чел. |
4.4. Расчет количества вспомогательных и бытовых помещений
Расчет ведется по имеющемуся персоналу.
Процентное соотношение мужчин и женщин 20:80. Следовательно:
- мужчины = 15 чел.
- женщины = 12 чел.
1) Гардеробные предусматривают по количеству работающих в самой многочисленной смене:
Размеры шкафа, м:
Глубина = 0,50
Ширина = 0,33
Высота = 1,65
Для мужчин = 15
Для женщин = 12
2) Уборные рассчитывают из расчета 1 кабинка на 5 женщин или на 15 мужчин.
Размеры кабинки, м:
Глубина 1,2
Ширина 0,9
Высота 1,8
Для мужчин – 3
Для женщин – 1
3) душевые – из расчета 1 сетка душа на 5 чел.
Габаритные размеры, м:
Глубина – 0,9
Ширина – 0,9
Для мужчин – 3
Для женщин – 3
4) Количество умывальников из расчета 1 кран на 15 чел.
Для мужчин – 1
Для женщин – 2
5) Столовая из расчета 1 стол на 4 человека при количестве работающих на 30 чел.
Минимальная площадь столовой не менее 12 м2.
Количество столов – 6.
6) Помещение для отдыха в рабочее время имеет площадь 0,2 м2 на 1-го человека, но не менее 18 м2.
Похожие работы
... обработки деталей является одноэтажным, в плане представляет собой три продольных прямоугольных пролета. Первый пролёт – заготовительное отделение, второй и третий – механическое отделение. Схема цеха приведена в задании на проектирование. Основные параметры здания: - Общая длина здания 73,1м, ширина 60,6м - Шаг колонн: 12м – среднего ряда, 6м - крайнего ряда - 1 пролёт - 24 метра - 2 пролёт ...
... для нормальной трудовой деятельности. Область строительства, занимающаяся созданием основных фондов промышленности, включая выполнение комплекса строительных и монтажных работ. Строительство и реконструкция сельскохозяйственных зданий требует быстрого развития и совершенствования строительной техники, увеличения выпуска строительных материалов, снижения стоимости, сокращения сроков строительства, ...
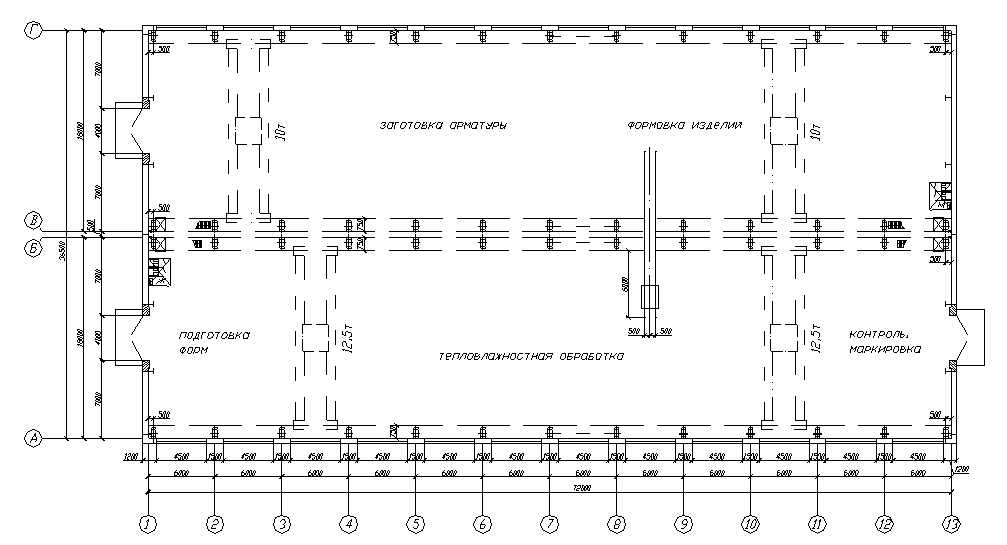
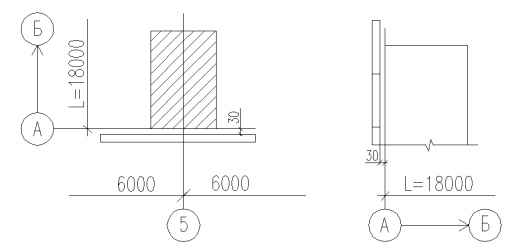

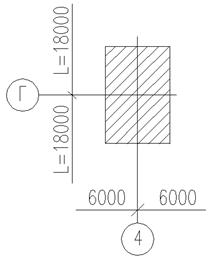
... к средним разбивочным осям 4. Архитектурно-конструктивные решения Данное промышленное здание выполняется по каркасной схеме (рис.4.1). В качестве материала для каркаса принят железобетон. Несущим остовом одноэтажного каркасного промышленного здания служат поперечные рамы и связывающие их продольные элементы. Статическая работа каркаса рамно-связевая. Рис. 4.1. Каркасная рамно- ...
... исходными материалами и продуктами производства, которые и создают основные предпосылки для проектирования промышленных зданий, которые идеально впишутся в своеобразные решения планировки территори, их застройки и архитектурно-пространственной композиции. ПРОИЗВОДСТВЕННЫЕ ЗДАНИЯ ИЗ ЛЕГКИХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ ТИПА КАНСК Стальные рамные конструкции из прокатных широкополочных и сварных ...
0 комментариев