Навигация
Предложение по технологии прокатки рельсов с применением клетей дуо 900 повышенной жесткости
53402
знака
19
таблиц
12
изображений
13.2.3. Предложение по технологии прокатки рельсов с применением клетей дуо 900 повышенной жесткости
Учитывая большие капитальные затраты на реконструкцию стана при установке универсальных клетей, УралГИПРОМЕЗ предлагает при предстоящей реконструкции РБЦ ОАО НТМК установить две клети дуо 900 реверсивные, повышенной жесткости взамен существующих клетей трио 800.
Сначала перед прокаткой производится удаление окалины с поверхности заготовки на установке гидросбива.
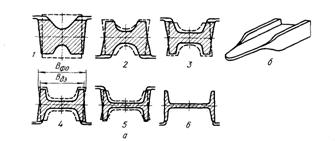
Прокатка в обжимной клети 950 осуществляется за 5 или 7 проходов, затем раскат подается на линию 900 и прокатывается в новых реверсивных клетях жесткой конструкции дуо 900 №1 и №2 (по 3 прохода в каждой клети). Новые рабочие клети - закрытого типа, на подшипниках качения. Длина бочки 2100-2200 мм. Новые клети должны обеспечить допуск по высоте рельсов ±0,5 мм. Установка новых клетей позволит производить рельсы с высокой точностью размеров по сечению.
Для получения точного профиля по длине раската прокатка в клетях дуо должна производиться без совмещения проходов в одной клети, т.е. в клети находится только один раскат.
Прилагаемый график Адамецкого и расчет показывают, что производительность стана по годному при этом составит 176 т/ч (рис. 13.12). Этого вполне достаточно для обеспечения годового объема производства стана 1 млн. т.
Таблица 13.2
Температура полосы и энергосиловые параметры при прокатке
рельсов Р65 после проведения реконструкции. Температура
начала прокатки в клети 800-1 составляет 1020 °С
| Номер прохода | Клеть | Температура, °С | Сопротивление деформации, МПа | Усилие прокатки, кН | Момент прокатки, кН-м |
| 6 | 800-1 | 1018 | 94,2 | 1596,6 | 145,0 |
| 7 | 800-1 | 1011 | 122,5 | 2864,1 | 393,7 |
| 8 | 800-1 | 1006 | 145,5 | 4171,2 | 473,9 |
| 9 | 800-1 | 997 | 150,1 | 3659,2 | 345,4 |
| 10 | 800-2 | 983 | 114,2 | 1458,0 | 65 |
| 11 | УК1 | 966 | 145,5 | 2228,7/2669,7/1662,7 | 443,7 |
| 12 | УК1 | 941 | 158,1 | 1991,8/2434,2/1497 | 345,8 |
| 13 | 800-2 | 925 | 112,8 | 696,6 | 22,2 |
| 14 | УК2 | 898 | 165,6 | 952,8/1565,7 | 83,65 |
Таблица 13.3
Температура полосы и энергосиловые параметры при прокатке
рельсов Р65 после проведения реконструкции. Температура
начала прокатки в клети 800-1 составляет 1100 °С
| Номер прохода | Клеть | Температура, °С | Сопротивление деформации, МПа | Усилие прокатки, кН | Момент прокатки, кН-м |
| 6 | 800-1 | 1098 | 71,4 | 1180,9 | 109,6 |
| 7 | 800-1 | 1090 | 93,2 | 2169,3 | 298,2 |
| 8 | 800-1 | 1083 | 111,2 | 3161,1 | 359,1 |
| 9 | 800-1 | 1072 | 115,6 | 2794,4 | 263,7 |
| 10 | 800-2 | 1057 | 88,5 | 1123,5 | 50,4 |
| И | УК1 | 1036 | 114,1 | 1747,0/2075,5/1303,3 | 347,8 |
| 12 | УК1 | 1007 | 125,6 | 1582,9/1918,8/1189,6 | 274,8 |
| 13 | 800-2 | 989 | 90,4 | 556,5 | 14,2 |
| 14 | УК2 | 956 | 135,2 | 777,8/ 1271,7 | 68,3 |
Примечание: в табл. 13.2 и 13.3 для универсальных клетей первая цифра показывает усилие прокатки, действующее на вертикальные валки со стороны подошвы, вторая - на горизонтальные валки, третья — на вертикальные валки со стороны головки.
Цифрами указано машинное время и время пауз, с; цифрами в скобках указаны номера проходов в 1-й и 2-й клетях 850
Рис. 13.12. График Адамецкого при прокатке рельсов Р65 в дуо-реверсивных клетях 850
Недостатки варианта УралГИПРОМЕЗа.
1) Установка жестких клетей дуо 900 не меняет принципиально существующую схему обжатий, т. к. не обеспечивает прямого обжатия подошвы и головки рельса и поэтому неспособна повысить механические свойства рельсов.
2) Применение общего привода на обе реверсивные клети дуо 900.
3) Более низкая стойкость калибра чистовой клети дуо 900 по сравению с калибром в универсальной клети.
Следует отметить, что предлагаемые УГТУ-УПИ, ОАО "Уралмаш" и УралГИПРОМЕЗом технические решения по совершенствованию технологии прокатки рельсов на НТМК не являются альтернативными и могут рассматриваться как самостоятельные, так и совместно с определением очередности реконструкции.
Похожие работы

... вследствие попадания брызг жидкого металла на стенки изложницы может быть загрязненной пленками оксидов. 3.Технологический процесс и состав оборудования последних двух станов технологического потока производства рельса Р75 Блюминг Блюминг (англ. blooming), высокопроизводительный прокатный стан для обжатия стального слитка большого поперечного сечения массой до 12 т и более в Блюм. В некоторых ...
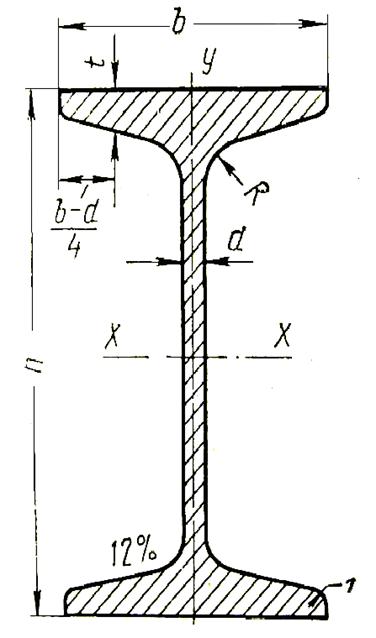
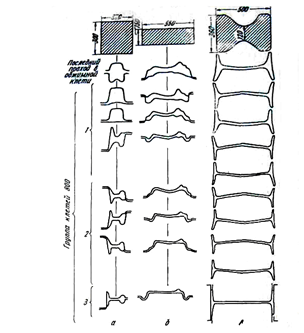
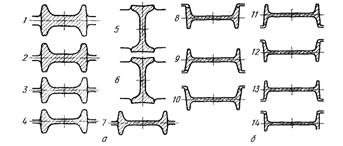
... Размеры профиля привидены в табл. 5.1. Уклон внутренней грани полок принимаем ≤ 12%. Пользуясь графиком (см. рис. 5.1), выбираем восемь фасонных калибров. Так как данный профиль является среднесортным профилем, то для схемы прокатки мы принимаем, что все восемь калибров прямые закрытые. Рис. 5.1. График для выбора числа калибров при прокатке двутавровых балок и швеллеров Так как ...
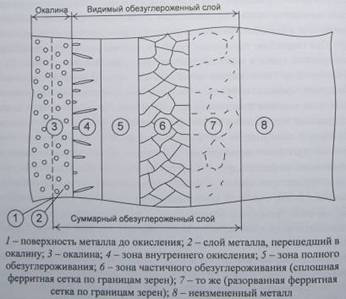
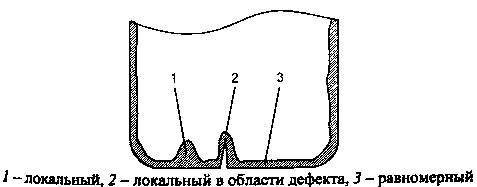
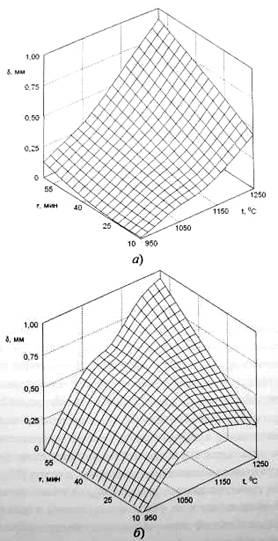
... по периметру заготовки можно выделить три вида обезуглероженного слоя: равномерный, локальный и локальный в области дефекта (рисунок 2). Рисунок 2 – Виды обезуглероженного слоя по периметру заготовки. По аналогии с окислением основными факторами, влияющими на процесс обезуглероживания рельсовой стали, являются температура, время нагрева и состав атмосферы печи. Зависимость интенсивности ...
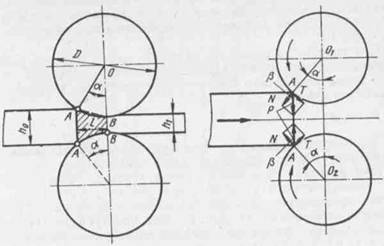
... h0 -- h1 ∆h Рис. 21.2. Очаг деформации и угол захвата при прокатке Эта формула выражает зависимость между углом захвата а, обжатием Ah и диаметром валков D. Процесс прокатки металла обеспечивается трением, возникающим по контактным поверхностям валков с прокатываемой полосой. В момент захвата со стороны каждого валка на металл действуют две силы (рис. 21.3): нормальная (радиальная) ...
0 комментариев