Навигация
14.2. Состав оборудования
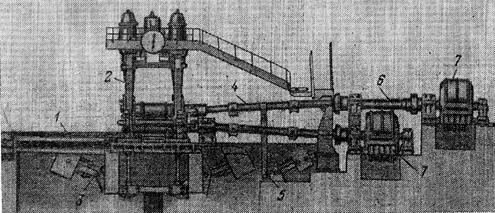
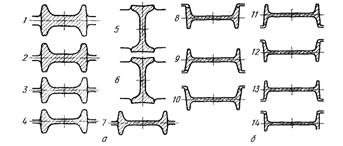
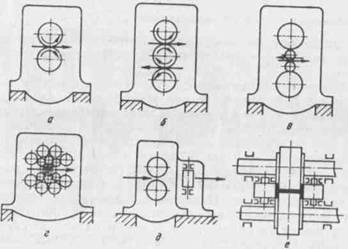
Схема участка пил горячей резки представлена на рис. 14.1. Основное оборудование участка пил включает в себя:
- семь маятниковых пил горячей резки, из которых пять - передвижные и две - стационарные, с установленными на стационарных пилах сталкивате-лями обрези и проб, а также стенд для дисков пил;
- транспортные устройства, которые включают в себя три стационарные рольганговые секции (СРС), восемь подвижных рольганговых секций (ПРС), рольганг стеллажа качественной заготовки с установленными на них выравнивателями сдвоенных раскатов, сдваивателем и рельсовым упором, а также устройствами безупорной остановки резки проката (УБОП-1 и УБОП-2);
- устройство уборки обрези в железнодорожные гондолы и тележку для их перемещения, а также устройство передачи проб к столу мастера, в копровое отделение и лабораторию;
- стационарный дисковый клеймитель рельсов и съемный клеймитель кругов и квадратов;
- электрооборудование, включающее приводы, пускорегулирующую аппаратуру, системы и приборы путевой автоматизации;
- контрольно-измерительные приборы, обеспечивающие работу автоматических систем расстановки пил, их температурной коррекции и других систем технологических процессов.
Участок пил оборудован системами густой и жидкой смазки, охлаждения и пневмоуправления, включающими станцию пластической смазки, разводки густой смазки, воды и воздуха, переносные станции жидкой смазки. Все пилы устанавливаются на путях для перемещения пил. В состав оборудования входит также подвод энергоносителей к пилам и подвижным рольганговым секциям.
14.3. Описание технологического процесса.
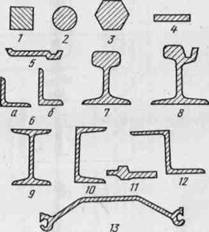
На участке пил производится одновременная подача рольгангами концевой части предыдущего раската с неотрезанным задним концом к пиле №7 и последующего раската к пилам №1-6. Затем одновременно пилой №7 и необходимым количеством пил №1-6 производится отрезание задней обрези концевой части предыдущего раската, передней обрези последующего раската и резка раската на мерные длины. При этом на пиле №7, для всех профилей проката, кроме требующих получения только мерных штанг (рельсы, зетовый профиль, полособульб специальный, балки специальные, цветной металл, заготовка трубная и круглая) производится вырезка немерных штанг по максимальному выходу годного.
Сталкивателями, установленными на пилах №6 и №7, короткими ходами производится одновременное сталкивание передней и задней обрези на концевую часть плит рольганга. По мере накопления пакетов обрези, достаточных по ширине для заполнения платформ тележек сбора обрези, длинными ходами сталкивателей производится передача пакетов на платформы тележек.
Поочередно тележки перемещаются в позицию разгрузки у скипа, производится поворот платформы и обрезь ссыпается в скип. После опускания платформы тележка возвращается в исходное положение.
Скип после заполнения обрезью перемещается по эстакаде и, наклоняясь, ссыпает ее в вагон, установленный под эстакадой. По мере заполнения вагон перемещается самоходной тележкой, оборудованной автосцепкой. После заполнения всех вагонов тележка передвигает вагоны в сторону "косого" въезда в РБЦ, автосцепка рассоединяется и тележка возвращается в исходное положение. Если времени для заполнения скипа будет недостаточно для замены вагонов, тележка с установленной на ней емкостью устанавливается под скиповым устройством и принимает 1-2 скипа с обрезью. В этом случае после остывания обрезь в коробе тележки магнитом перегружается в вагон.
При вырезке проб технологический процесс имеет следующие особенности.
Одновременно пилами №6 и №7 производится обрезание передней и задней обрези. Длинным ходом сталкивателя пилы №6, накопленная на плите рольганга обрезь сталкивается на тележку у пилы №6, тележка перемещается на короткий или длинный ход (в зависимости от длины пробы). Последующий раскат подается на ход равный величине пробы, производится рез пилами №1-6, длинным ходом сталкивателя пилы №6 проба сталкивается в желоб под рольгангом и поступает в тележку передачи проб.
В зависимости от направления дальнейшего движения пробы, поворотный склиз может быть поднят - в этом случае проба передается на тележку, следующую к столу мастера стана, или опущен - в этом случае проба подается на поддон, передаваемый в лабораторию или копровое отделение.
Если требуется отрезка и подача нескольких проб, имеющих один адрес, операция отрезки проб повторяется пилой №6 и пробы сталкиваются в желоб.
При резке раскатов, для которых не допускается получение немерных штанг, т. е. на пиле №7 должна получаться также мерная штанга, технологический процесс имеет следующие особенности. Устройство безупорной остановки проката №2 (УБОП-№2) передвигается на заданную мерную длину от диска пилы №7 до нулевого датчика МФД-63. Остановка концевой части предыдущей полосы для порезки производится автоматически.
Головной и концевой конец каждого рельса клеймится дисковым клейми-телем, установленным за пилой №7 и вводимым в поток на период рельсовой кампании. На шейке каждого рельса клеймится номер плавки, кроме того, выделяются и особо клеймятся первый и последний рельс по ходу прокатки.
Для уборки рельсов на стеллаж качественной заготовки парами предусмотрен сдваиватель, установленный на рольганге стеллажа качественной заготовки за дисковым клеймителем. Сдваиватель сдвигает конец предыдущего рельса для подачи последующего на упор, расположенный в конце рольганга стеллажа качественной заготовки.
Для максимального выхода годного при порезке рельсов системой автоматизации участка предусмотрено чередование максимальной и минимальной обрези на пилах №6 и №7 для раскатов из слитков мартеновской стали. Что касается порезки раската из непрерывнолитой заготовки, то в этом случае возможна одновременная порезка 3-мя пилами, т. к. макроструктура металла одинакова по всей длине рельсового раската.
Системой автоматизации участка предусмотрена температурная коррекция длин отрезаемых рельсов. Пилы №3 и №7 при двукратной резке раската и пилы №1, 6 и 7 при трехкратной порезке по импульсу от пирометров, установленных в начале участка пил и перед рольгангом стеллажа качественной заготовки, передвигаются в пределах ±30 мм для получения требуемой длины, обеспечивающей минимальный припуск на фрезерование торцов.
Для улучшения качества реза в колосниковых щелях ПРС №1 и №5, а также СРС №2 и №3 против дисков пил №1, №3, №6 и №7 установлены подъемные колосники, которые при порезке поднимаются до уровня полотна рольганга и предотвращают отгибание концов разрезаемого рельсового проката. На существующем оборудовании участка пил имеется техническая возможность для резки раската на рельсы длиной 26,5 м и 51,5 м. Для этого необходимо передвинуть опускающийся упор и установить сталкиватель на пиле №1 для механизированной уборки обрези заднего конца рельса. Учитывая, что участок пил реконструирован относительно недавно и технический уровень выполняемых на нем технологических операций не вызывает особых нареканий, в ближайшие годы его можно не реконструировать.
в состав маркировки включают также обозначение содержания углерода и марганца (только для рельсов типа 60) в стали.
Клеймение рельсов на НТМК осуществляют с помощью дискового клеймителя, который был разработан и изготовлен ПО "Уралмаш" в комплекте с реконструированным в 1991 г. участком маятниковых пил.
Клеймовочная установка состоит из собственно дискового клеймителя, устройства гибкого подвода энергоносителей и узла направляющих с плитами. Дисковый клеймитель включает в себя верхний приводной диск и нижний опорный ролик, поворотную каретку, корпус, привод перемещения, стопоры для фиксации клеймителя в рабочем положении, разводку металлорукавов для кабелей, разводку трубопроводов смазки и пневмоуправления. Верхний диск (рис. 15.1.) с десятью клеймами и двумя литерами закреплен на валу, связанном посредством муфты с электродвигателем. Вал диска и электродвигатель расположены на общей раме, которая имеет возможность поворачиваться для клеймения относительно корпуса с помощью пневмоцилиндра, установленного на корпусе. Корпус установлен на катках, перемещающихся в закрытых направляющих.
Клейма в верхнем диске закреплены жестко. Литеры "1" и "X" имеют возможность перемещаться в пазах диска и могут занимать относительно поверхности диска следующие положения:
Нейтральное, при котором оба литера утоплены в диске, и клеймение
рельсов в этом случае ими не производится.
Рабочее, при котором один литер утоплен в диске, а второй литер
выступает над поверхностью диска и им производится клеймение рельса.
Перемещение литеров производится путем смещения опорных клиньев в пазах диска с помощью пневмоцилиндра.
Для получения четкого отпечатка верхний диск клеймителя вращается со скоростью, близкой к скорости перемещения рельса рольгангом. Диск приводится во вращение электродвигателем, синхронизация скорости и момент для клеймения должны создаваться движущимся рельсом, а не электроприводом, который предназначен только для холостого вращения диска с окружной скоростью близкой к скорости перемещения рельса.
Клеймение рельсов всех типоразмеров осуществляется одним диском. Регулировка диска по высоте производится автоматически за счет хода пневмоцилиндра, прижимающего диск к рельсу.
Нижний опорный диск насажен на эксцентрик, что обеспечивает его настройку на каждый типоразмер рельса. При прокатке нерельсовых профилей дисковый клеймитель выводится из потока приводом перемещения, установленным в раме клеймителя.
Накатка клейм осуществляется при непрерывном движении рельсов, порезанных на пилах №1 и №6.
Перед остановкой концевого рельса на упоре, при резке его на пиле №7, после нанесения клейма на переднюю часть рельса, верхний диск клеймителя
должен быть поднят и опускается после окончания реза на пиле №7 и достижения рельсом минимально допустимой скорости.
Клейма наносятся на расстоянии 1,6 м от переднего и заднего концов рельса.
Клеймо включает в себя номер плавки и порядковый номер рельса.
Номер плавки наносится постоянным набором клейм на всю плавку.
Порядковый номер наносится выдвижными литерами и включает в себя цифру "1" и знак "X".
Цифра " 1" наносится на переднем конце первого из слитка рельса.
Знак "X" наносится на заднем конце последнего из слитка рельса.
Верхний диск клеймителя постоянно вращается от электродвигателя.
При прохождении под диском подлежащих клеймению мест верхний диск клеймителя автоматически опускается пневмоцилиндром на рельсы и производится клеймение.
После получения двух отпечатков (один из которых полный) диск автоматически поднимается.
Перед прохождением под диском мест, подлежащих клеймению выдвижными литерами, происходит соответствующее переключение литеров пневмоцилиндром (вручную с рабочего места).
После клеймения всех рельсов каждой плавки диск останавливается двигателем в положении, удобном для смены клейм. Смена клейм производится вручную. Положение диска при смене клейм показано на рис. 15.1.
Анализ маркировки показывает, что принципы и содержание маркировки, наносимой методом прокатки по ГОСТ 24182, отвечает общепринятым положениям и может применяться без изменений. В то же время маркировка, наносимая методом штамповки, нуждается в существенном изменении. В ее состав целесообразно включить информацию о способе противофлокенной обработки и о различном обозначении рельсов, прокатанных из слитков и НЛЗ. При прокатке рельсов из слитков и НЛЗ целесообразно указывать номера слитков, ручьев, заготовок, блюмов и другую необходимую информацию. С этой целью следует при реконструкции установить новую современную клеймовочную машину, которая в автоматическом режиме могла бы идентифицировать каждый выпускаемый рельс с необходимой информацией о технологии производства и качестве. Разработчиком и изготовителем такой новой машины может быть, как и ранее, ОАО "Уралмаш", или ее следует приобрести по импорту, например, из Германии.
Похожие работы

... вследствие попадания брызг жидкого металла на стенки изложницы может быть загрязненной пленками оксидов. 3.Технологический процесс и состав оборудования последних двух станов технологического потока производства рельса Р75 Блюминг Блюминг (англ. blooming), высокопроизводительный прокатный стан для обжатия стального слитка большого поперечного сечения массой до 12 т и более в Блюм. В некоторых ...
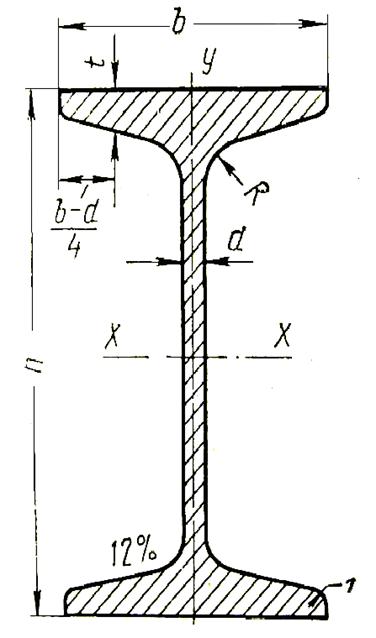
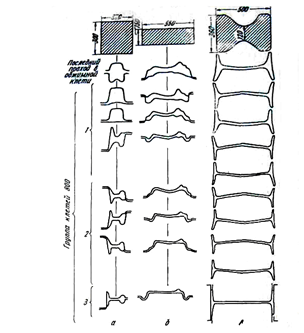
... Размеры профиля привидены в табл. 5.1. Уклон внутренней грани полок принимаем ≤ 12%. Пользуясь графиком (см. рис. 5.1), выбираем восемь фасонных калибров. Так как данный профиль является среднесортным профилем, то для схемы прокатки мы принимаем, что все восемь калибров прямые закрытые. Рис. 5.1. График для выбора числа калибров при прокатке двутавровых балок и швеллеров Так как ...
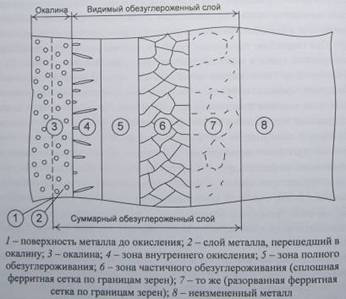
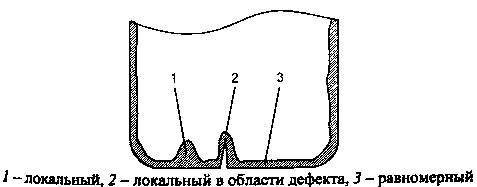
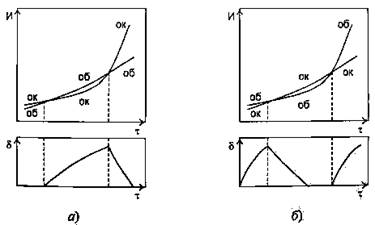
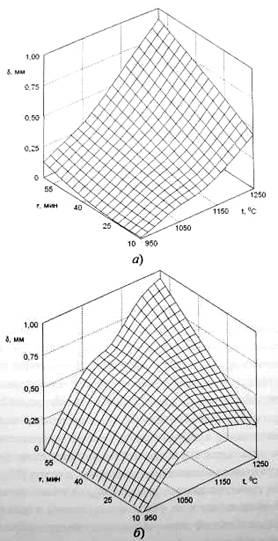
... по периметру заготовки можно выделить три вида обезуглероженного слоя: равномерный, локальный и локальный в области дефекта (рисунок 2). Рисунок 2 – Виды обезуглероженного слоя по периметру заготовки. По аналогии с окислением основными факторами, влияющими на процесс обезуглероживания рельсовой стали, являются температура, время нагрева и состав атмосферы печи. Зависимость интенсивности ...
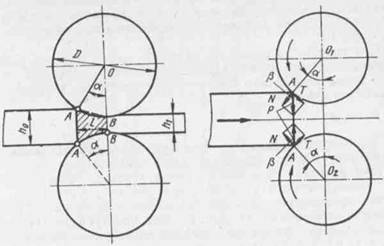
... h0 -- h1 ∆h Рис. 21.2. Очаг деформации и угол захвата при прокатке Эта формула выражает зависимость между углом захвата а, обжатием Ah и диаметром валков D. Процесс прокатки металла обеспечивается трением, возникающим по контактным поверхностям валков с прокатываемой полосой. В момент захвата со стороны каждого валка на металл действуют две силы (рис. 21.3): нормальная (радиальная) ...
0 комментариев