Характеристика ремонтного предприятия
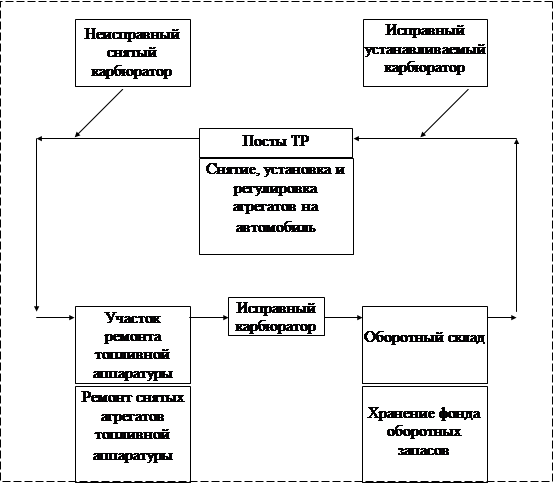
Обоснование схемы технологического процесса и её краткое
Обоснование трудоемкости и годового объема работ на участке и распределение его по видам
Обоснование номенклатуры рабочих мест и их трудоемкости
Обоснование номенклатуры и расчет количества оборудования
Разработка и анализ технологической планировки участка
Обоснование конструкции стенда
Расчет силового гидроцилиндра
Расчет трубопроводов
Расчет опорных планок
Охрана труда и условий жизнеобеспечения в ТОО «Авторемонтник»
Состояние травматизма на предприятии
Состояние производственной санитарии на участке по сборке и
Требования безопасности перед началом работы
Требования безопасности по окончании работы
Расчет производительности труда
Чистый дисконтированный доход
Навигация
Обоснование трудоемкости и годового объема работ на участке и распределение его по видам
Разработка двигателя ЗМЗ 53
86496
знаков
20
таблиц
0
изображений
1.2.5. Обоснование трудоемкости и годового объема работ на участке и распределение его по видам
Участок разборки двигателя ЗМЗ-53 автомобиля ГАЗ-53 относится к первому классу /5/. Для подразделений первого класса производственная программа принимается равной программе всего ремонтного предприятия и выражается в штуках. (W=3000).
На основании данных типовых норм времени на разборку двигателя, приведенных в таблице 1.2, определяем трудоемкость разборки двигателя на перспективу.
Трудоёмкость разборки одного двигателя автомобиля на перспективу определяем по зависимости /5,10/.
![]() (1.5)
(1.5)
где ![]() нормативная трудоемкость разборки двигателя ЗМЗ-53,
нормативная трудоемкость разборки двигателя ЗМЗ-53, ![]()
![]() коэффициент, учитывающий конструктивно-технологические особенности
коэффициент, учитывающий конструктивно-технологические особенности ![]()
![]() коэффициент, учитывающий годовую производственную программу
коэффициент, учитывающий годовую производственную программу ![]()
![]() коэффициент приведения, учитывающий кол-во ремонтируемых агрегатов и моделей,
коэффициент приведения, учитывающий кол-во ремонтируемых агрегатов и моделей, ![]()
![]() коэффициент, учитывающий рост производительности труда на перспективу.
коэффициент, учитывающий рост производительности труда на перспективу. ![]()
![]()
годовой объем работ на участке определяем по формуле:
![]() (1.6)
(1.6)
где W-оптимальная действительная программа ![]()
Распределение работ по вида произведем согласно процентов табл. 1.2 и введем в табл. 1.3.
Таблица 1.3Распределение трудоемкости разборки двигателя ЗМЗ-53 по видам работ.
№ п/п | Наименование операций |
% от общей трудоёмкости | Трудоемкость чел.ч | |
| На один двигатель | На программу | |||
| 1. | Установка двигателя на линию разборки | 0,75 | 0,025 | 75 |
| 2. | Снятие узлов системы зажигания | 4,5 | 0,151 | 453 |
| 3. | Снятие узлов системы смазки | 3,75 | 0,126 | 378 |
| 4. | Снятие узлов системы питания | 3,75 | 0,126 | 378 |
| 5. | Снятие узлов системы охлаждения | 2,50 | 0,084 | 250 |
| 6. | Снятие храповика коленчатого вала и шкива | 1,25 | 0,042 | 126 |
| 7. | Снятие крышки распредшестерен | 0,75 | 0,025 | 75 |
| 8. | Снятие ГРМ. | 10 | 0,337 | 1011 |
| 9. | Снятие Ш П Г | 5 | 0,168 | 504 |
| 10. | Снятие картера сцепления и сцепления | 2,5 | 0,084 | 250 |
| 11. | Снятие маховика | 1,25 | 0,042 | 126 |
| 12. | Снятие крышек коренных подшипников и коленчатого вала | 4,25 | 0,143 | 429 |
| 13. | Снятие блока цилиндров с линии разборки | 1,25 | 0,042 | 126 |
| 14. | Разборка: блока цилиндров | 13,3 | 0,448 | 1344 |
| 15. | Ш П Г | 3,7 | 0,124 | 370 |
| 16. | Водяного насоса | 1,6 | 0,055 | 165 |
| 17. | Коленвала и распредвала | 3,2 | 0,108 | 324 |
| 18. | Оси коромысел | 5,7 | 0,19 | 570 |
| 19. | Крышки распределительных шестерен | 1,6 | 0,055 | 165 |
| 20. | Головки блока | 8,5 | 0,286 | 858 |
| 21. | Сцепления | 6,2 | 0,211 | 630 |
| 22. | Масляного насоса | 3,2 | 0,108 | 324 |
| 23. | Карбюратора | 8,6 | 0,293 | 879 |
| 24. | Бензонасоса | 2,9 | 0,1 | 300 |
100 3,7 10110 .
1.2.6. Построение графика ремонтного цикла, расчет организационных параметров участка, обоснование метода организации ремонта.
С помощью графика цикла определяем цикл производства, то есть время от начала первой до конца последней операции. Исходные данные:
![]() оптимальная действительная программа разборки двигателя ЗМЗ-53.
оптимальная действительная программа разборки двигателя ЗМЗ-53. ![]()
![]() фонд времени;
фонд времени; ![]() =2001.
=2001.
Построение производим в следующем порядке:
Определим такт производства:
![]()
В заготовленную форму графика заносим наименование операций в соответствии с принятой схемой технологического процесса, разряд работ и их трудоёмкость. Расчетное кол-во рабочих по каждому рабочему месту определяем по формуле /11/
![]() (1.8)
(1.8)
где ![]() количество расчетных рабочих. Т-трудоемкость операции;
количество расчетных рабочих. Т-трудоемкость операции;
Принятое число рабочих устанавливаем на основании комплектования рабочих мест в отделении по признаку сходимости выполненных операций до наиболее полной загрузке рабочего. При этом недогрузка допускается порядка 5%, перегрузка 10-15%. По каждому посту подсчитывают загрузку рабочего:
![]() (1.9)
(1.9)
где ![]() принятое количество рабочих; Продолжительность каждой операции находят как частное от деления трудоемкости работ на принятое количество рабочих и откладывают в масштабе в виде отрезков прямой.
принятое количество рабочих; Продолжительность каждой операции находят как частное от деления трудоемкости работ на принятое количество рабочих и откладывают в масштабе в виде отрезков прямой.
- Цикл производства t определяется как время от начала первой, до конца последней операции: t=1,95ч.
- Фронт работ (число машин одновременно находящихся в ремонте):
-
![]()
Для обоснования метода ремонта определяем коэффициент последовательности и параллельности работ.
![]() ;
;
![]() трудоемкость последовательных работ.
трудоемкость последовательных работ. ![]() 1,39чел.ч.
1,39чел.ч.
где ![]() =3,37чел.ч;
=3,37чел.ч; ![]()
![]()
где ![]() - трудоемкость параллельных работ;
- трудоемкость параллельных работ; ![]() =1,98 чел.ч.
=1,98 чел.ч. ![]() Так как
Так как ![]() =0,58,
=0,58, ![]() то принимаем поточно-узловой метод ремонта.
то принимаем поточно-узловой метод ремонта.
Похожие работы
... восстановления чугунных коленчатых валов двигателя ЗМЗ-53А автоматической наплавкой под легирующим флюсом по оболочке приведена в табл. 2.1. Таблица 2.1. Технология Восстановления чугунного коленчатого вала двигателя ЗМЗ-53А автоматической наплавкой под легирующим флюсом по оболочке Материал - чугун магниевый высокопрочный ВЧ - 50-1,5 ...
... диаметром 4 и 8 мм. Штангенциркуль 125 мм. Струбцина; бородок. Молоток. Центра; индикатор со стойкой; оправка шлицевая. Стеллаж для узлов и деталей. 13,5 7 Кз.ср = 0,34 2.2 Экономическое обоснование проектируемого ремонтного участка 2.2.1 Расчет стоимости основных фондов и их амортизация Стоимость основных фондов участка (цеха) складывается из стоимости: зданий и сооружений; ...

... культуры через: - эффективность; - приверженность; - качество; - лидерство; - командную работу; - организационное обучение; - усвоение и принятие ценностей и норм. 3.3 Анализ системы управления персоналом Автоматного цеха ОАО «ЗМЗ» Оценивая трудовой потенциал Автоматного цеха ОАО «ЗМЗ», проанализируем один из важнейших показателей, характеризующий производственные возможности цеха - ...
... автомобилей в условиях АТП; Темой данного курсового проекта является исследование фактических сроков и состав ТР топливной аппаратуры двигателя автобуса ПАЗ-3205, составление их математического описания, разработка технологического процесса ТР карбюратора двигателя автобуса ПАЗ-3205. 1. ХАРАКТЕРИСТИКА ТОПЛИВНОЙ СИСТЕМЫ ...
0 комментариев