Характеристика ремонтного предприятия
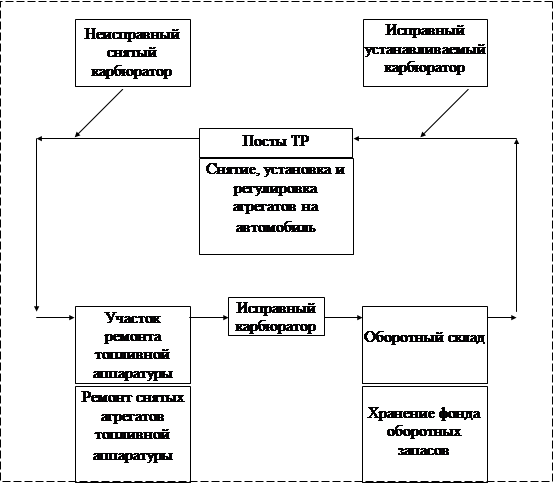
Обоснование схемы технологического процесса и её краткое
Обоснование трудоемкости и годового объема работ на участке и распределение его по видам
Обоснование номенклатуры рабочих мест и их трудоемкости
Обоснование номенклатуры и расчет количества оборудования
Разработка и анализ технологической планировки участка
Обоснование конструкции стенда
Расчет силового гидроцилиндра
Расчет трубопроводов
Расчет опорных планок
Охрана труда и условий жизнеобеспечения в ТОО «Авторемонтник»
Состояние травматизма на предприятии
Состояние производственной санитарии на участке по сборке и
Требования безопасности перед началом работы
Требования безопасности по окончании работы
Расчет производительности труда
Чистый дисконтированный доход
Навигация
Обоснование номенклатуры рабочих мест и их трудоемкости
Разработка двигателя ЗМЗ 53
86496
знаков
20
таблиц
0
изображений
1.2.7. Обоснование номенклатуры рабочих мест и их трудоемкости.
По графику цикла на участке разборки двигателя ЗМЗ-53 имеется 5 рабочих мест. Данные по рабочим местам приведены в таблице 1.4
Таблица 1.4
| Номер рабочего места | Наименование рабочих мест | Виды выполнения работ | Трудоемкость чел.ч. | Кол-во рабочих | Загрузка в % |
| 1. | Снятие узлов системы зажигания, смазки, питания и охлаждения | Установка двигателя на линию разборки, снятие узлов системы зажигания, смазки, питания, охлаждения. Снятие храповика к/вала и крышки распредшестерен. Снятие крышек коренных подшипников и коленвала. | 1,6 | 1 | 116 |
| 2. | Снятие ГРМ, ШПГ маховика и сцепления. | Снятие ГРМ, ШПГ, маховика и сцепления. | 0,96 | 1 | 96 |
| 3. | Разборка блока ШПГ и водяного насоса. | Разборка блока цилиндров, ШПГ, водяного насоса | 0,96 | 1 | 96 |
| 4. | Разборка к/вала головки блока. | Разборка к/вала и распредвала, оси коромысел крышки распределительных шестерен, головки блока. | 0,97 | 1 | 97 |
| 5. | Разборка сцепления, карбюратора бензонасоса. | Разборка сцепления, масляного насоса, карбюратора, бензонасоса. | 1,08 | 1 | 108 |
1.3.Разработка технологического процесса восстановления маховика
ЗМЗ-53
1.3.1.Характеристика маховика, анализ условий работы, дефекты и причины их возникновения.
Деталь Маховик
Материал детали С4-18-36
Номер по каталогу 53-1005115
Твёрдость НВ 170-229
При изучении конструкции детали ,а также проведя замеры выявляем следующие виды износов:
1) Износ посадочного места под венец
Размер по чертежу 420 мм
Величина износа 0,1 мм
Допустимый без ремонта -----мм
2) Износ риски, забоины на рабочей поверхности.
Размер по чертежу 18,5 мм
Величина износа 0,5 мм
Допустимый без ремонта 17 мм
3) Износ отверстий под болты крепления.
Размер по чертежу 12 мм
Величина износа 0,15 мм
Допустимый без ремонта 12,05 мм
Износ посадочного места под венец возникает в следствии больших знакопеременных нагрузок возникающих во время работы, из-за чего в поверхностном слое металла возникают поверхностные усталостные напряжения, смятие металла ,ослабление и осадки.
Износ, риски, забоины на рабочей поверхности во время работы из-за трения деталей, а так же попадания абразивных частиц между трущимися поверхностями. Износ отверстий под болты крепления маховика возникает вследствие знакопеременных нагрузок во время работы, из-за чего происходит местное усталостное напряжение в металле, с последующим смятием и выкрашиванием металла.
1.3.2.Обоснование и выбор способов восстановления детали.
После проведённых замеров выявляем что износ посадочного места под венец составил 0.1 мм, а согласно технологических требований на эксплуатацию по данному дефекту не допускается износ. После проведённых замеров выявили ,что износ рабочей поверхности составил 1,6 мм, согласно требований износ рабочей поверхности допускается до размера 17 мм. Износ отверстий под болты крепления маховика составил 0,15 мм, а согласно технологических требований не должен превышать 0,05 мм. Дефект на детали-износ посадочного места под венец.
Восстановление изношенной детали – это комплекс работ по устранению дефектов, появившихся в период эксплуатации или хранения машины, обеспечивающей восстановления работоспособности и надёжности до уровня равного или превышающего уровень, установленный для новой детали. Выбор рационального способа восстановления детали по критерию применимости выполняем по этапам.
1 этап . Отбираем все существующие способы восстановления, обеспечивающие требуемую толщину, твёрдость, сцепляемость и шероховатость восстановленной поверхности. При восстановлении принимаем следующие способы: осталивание; хромирование; ЭКРленты; вибродуговая наплавка в среде СО2; автоматическая наплавка под флюсом ;ручная дуговая наплавка ; вибродуговая наплавка под флюсом.
2 этап . Рассматриваем способы с точки зрения их воздействия на невосстанавливаемые поверхности, деталь в целом , а так же оцениваем влияние восстановленной поверхности на показатели надёжности сопряжённой детали. Из-за большого температурного воздействия на деталь и возможности её коробления отбрасываем автоматическую наплавку под флюсом и ручную дуговую. Оставляем следующие способы: осталивание, хромирование, вибродуговая наплавка в среде СО2; вибродуговая наплавка под флюсом.
3 Этап. Оставшиеся способы рассматриваем с точки зрения технологической возможности их использовании при создании поточно-механизированной линии для восстановления деталей. Оставляем следующие способы: осталивание; хромирование; вибродуговая наплавка в среде СО2;вибродуговая наплавка под флюсом.
4 Этап. Анализируем дефицитность ремонтных материалов и технологического оборудования. Отказываемся от хромирования из-за дефицитности оборудования. Оставляем следующие способы: осталивание; вибродуговая наплавка в среде СО2; вибродуговая наплавка под слоем флюса.
5 Этап. Учитываем влияние способов восстановления на рабочих и окружающую среду, отказываемся от осталивания. По этому критерию применимости принимаем следующие два способа: вибродуговая наплавка в среде СО2; вибродуговая наплавка под флюсом.
Окончательный выбор рационального способа восстановления детали производим при помощи технико-экономического критерия.
Техпроцесс восстановления двумя методами.
1. Вибродуговая наплавка в среде СО2:
а. точение;
б. вибродуговая наплавка;
в. точение.
2. Вибродуговая наплавка под флюсом:
а. точение;
б. вибродуговая наплавка под флюсом;
в. точение.
1.4. Расчет участка
1.4.1. Расчет числа рабочих и работников по рабочим местам, составление штатной ведомости.
Штат работников участка состоит из производственных и вспомогательных рабочих, а так же инженерно-технических работников. Расчету подлежат явочное (Ря), и списочное (Рсп.) количество рабочих. Явочное кол-во рабочих определяется по графику цикла, а списочное рассчитывается по формуле /5/.
![]() (1.12)
(1.12)
где ![]() коэффициент штатности.
коэффициент штатности. ![]() (1.13)
(1.13)
![]()
Расчет данных количества рабочих приведены в таблице 1.5.
Таблица 1.5.
Сводные данные численности производственных рабочих по рабочим местам
| Номер рабочего места | Наименование рабочих мест |
Трудоё-мкость чел.ч. | Фонд Времени |
Коэф. штатности | Число рабочих. | ||||
| Явочное, Ря | Списочное Рсп | ||||||||
| Ном. | Действ | Расч | Прин. | Расч. | Прин | ||||
| 1. | Снятие узлов системы зажигания, питания и др. | 1,16 | 2001 | 1786 | 0,89 | 1,16 | 1 | 1,3 | 1 |
| 2. | Снятие ГРМ, ШПГ, маховика и сцепления. | 0,96 | 2001 | 1786 | 0,89 | 0,96 | 1 | 1,07 | 1 |
| 3. | Разборка блока ШПГ и водяного насоса. | 0,96 | 2001 | 1786 | 0,89 | 0,96 | 1 | 1,07 | 1 |
| 4. | Разборка к/вала, головки блока | 0,97 | 2001 | 1786 | 0,89 | 0,97 | 1 | 1,08 | 1 |
| 5. | Разборка сцепления | 1,08 | 2001 | 1786 | 0,89 | 1,08 | 1 | 1,2 | 1 |
Примерное распределение численности работников по категориям работающих определяем по рекомендациям /8/
Таблица 1.6.
Распределение численности рабочих по категориям.
| № п/п | Категория работающих | Отношение к числу производственных рабочих | Количество работающих | |
| Расчетное | Принятое | |||
| 1. | Производственные рабочие | 100 | 5,23 | 5 |
| 2. | Вспомогательные рабочие | 14-17 | 0,71 | 1 |
| 3. | МОП | 2-3 | 0,1 | - |
| 4. | ИТР | 13-15 | 0,71 | 1 |
| 5. | СКП | 3-4 | 0,15 | - |
Штатная ведомость производственных рабочих по разрядам, квалификации определяем по рекомендациям /5/.
Таблица 1.7
Штатная ведомость производственных рабочих.
| № п/п |
Наименование рабочих мест. | Профессия |
Кол-во рабочих | Количество рабочих по разрядам | Количество | ||||||
| I | II | III | IV | V | VI | М | Ж | ||||
| 1. | Снятие узлов системы зажигания, питания | Слесарь | 1 | - | 1 | - | - | - | - | 1 | - |
| 2. | Снятие ГРМ, ШПГ маховика и сцепления | Слесарь | 1 | - | 1 | - | - | - | - | 1 | - |
| 3. | Разборка блока ШПГ и водяного насоса | Слесарь | 1 | - | - | 1 | - | - | - | 1 | - |
| 4. | Разборка к/вала | Слесарь | 1 | - | - | 1 | - | - | - | 1 | - |
| 5. | Разборка сцепления | Слесарь | 1 | - | - | 1 | - | - | - | 1 | - |
Число вспомогательных рабочих на участке согласно таблице 1.6. принимаем одного, а ИТР тоже одного.
Похожие работы
... восстановления чугунных коленчатых валов двигателя ЗМЗ-53А автоматической наплавкой под легирующим флюсом по оболочке приведена в табл. 2.1. Таблица 2.1. Технология Восстановления чугунного коленчатого вала двигателя ЗМЗ-53А автоматической наплавкой под легирующим флюсом по оболочке Материал - чугун магниевый высокопрочный ВЧ - 50-1,5 ...
... диаметром 4 и 8 мм. Штангенциркуль 125 мм. Струбцина; бородок. Молоток. Центра; индикатор со стойкой; оправка шлицевая. Стеллаж для узлов и деталей. 13,5 7 Кз.ср = 0,34 2.2 Экономическое обоснование проектируемого ремонтного участка 2.2.1 Расчет стоимости основных фондов и их амортизация Стоимость основных фондов участка (цеха) складывается из стоимости: зданий и сооружений; ...

... культуры через: - эффективность; - приверженность; - качество; - лидерство; - командную работу; - организационное обучение; - усвоение и принятие ценностей и норм. 3.3 Анализ системы управления персоналом Автоматного цеха ОАО «ЗМЗ» Оценивая трудовой потенциал Автоматного цеха ОАО «ЗМЗ», проанализируем один из важнейших показателей, характеризующий производственные возможности цеха - ...
... автомобилей в условиях АТП; Темой данного курсового проекта является исследование фактических сроков и состав ТР топливной аппаратуры двигателя автобуса ПАЗ-3205, составление их математического описания, разработка технологического процесса ТР карбюратора двигателя автобуса ПАЗ-3205. 1. ХАРАКТЕРИСТИКА ТОПЛИВНОЙ СИСТЕМЫ ...
0 комментариев