Навигация
Проектирование режущего инструмента
32399
знаков
2
таблицы
11
изображений
Оглавление.
1. Задание - 3.
2. Расчет фасонного резца - 4.
2.1 Расчет диаметра заготовки.
2.2 Расчет координат узловых и промежуточных точек фасонного профиля резца - 6.
3. Технология изготовления детали на шести шпиндельном токарном автомате модели 1265-6 - 8.
4. Установка фасонного резца на станке - 10.
4.1 Спецификация - 11.
5. Проектирование спирального сверла - 12.
6. Проектирования зенкера - 14.
7. Проектирование зенковки - 16.
8. Проектирования развёртки - 16.
9. Проектирование резца - 18.
10. Проектирование фрез - 18.
10.1. Проектирование торцевой насадной фрезы - 19.
10.2. Проектирование концевой фрезы - 19.
10.3. Проектирование дисковой трёхсторонней фрезы - 20.
11. Литературные источники - 21.
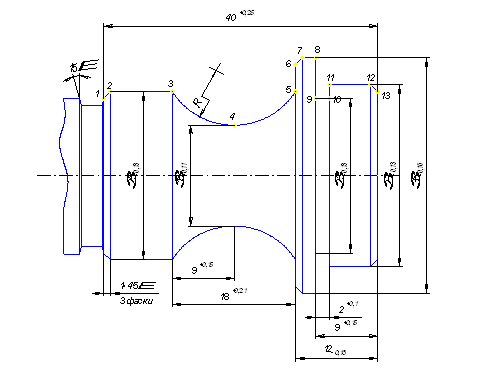
Рассчитать размер фасонного профиля и конструктивные размеры резца для обработки детали №79168 в условиях массового производства. Сталь А12, HB 207, проектирование режущего инструмента.
2. Расчет фасонного резца.
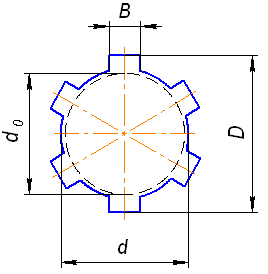
Деталь изготавливаем из сортового проката круглого поперечного сечения по ГОСТ 2590-71.
2.1 Расчет диаметра заготовки.
dзаг =dдет max+2zmin ,
где dзаг – диаметр заготовки; dдетmax – максимальный диаметр обрабатываемой детали;zmin - минимальный припуск на обработку.
Расчет минимального припуска на обработку.
2Zmin=2[(Rz+h)i-1+Ö D2åi-1+e2i], где Rzi-1 - высота неровностей профиля на предшествующем переходе; Hi-1 - глубина дефектного поверхностного слоя на предшествующем переходе; Dåi-1 - суммарные отклонения расположения поверхностей на предшествующем переходе; ei -погрешность установки заготовки на выполненном переходе.Расчет слагаемых входящих в формулу минимального припуска.
Качество поверхности сортового проката.
Rz = 160 мкмh = 250 мкм
Суммарное отклонение расположения поверхности:
Då=Ö D2åк+D2ц,
где Dåк – общее отклонение оси от прямолинейности; Dц – смещение оси заготовки в результате погрешности центрирования (стр.41 таб.12)
Dåк= l Dк ,
D2к+0.25
где Dк –кривизна профиля сортового проката (1, стр.180, таб.4) Dк= 0.5 мкм;
Dåк = 60(0.5/0.5) = 60 мкм
Dц = 20 мкм,
Då= 63,2 мкм.
Погрешность установки заготовки (1, стр.42, таб.13):
e=280 мкм;
тогда min припуск на обработку равен:
2zmin = 2[(Rz+h)i-1+ÖD2åi-1+e2i] = 2[(160+250)+287.1]= =1394мкм=1.39 мм;
тогда диаметр заготовки равен:
dзаг=40+1.39=41.39 мм.
В качестве заготовки выбираем сортовой прокат диаметром 42мм по (1, стр.69 таб.62) ГОСТ 2590-71.
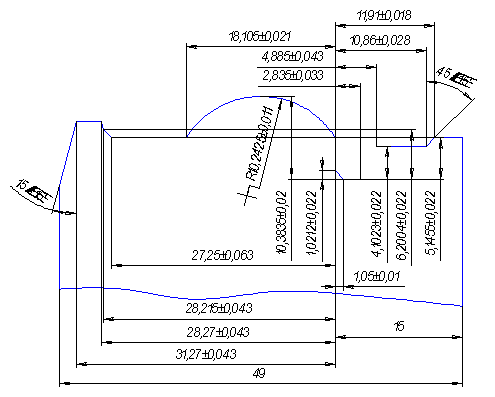
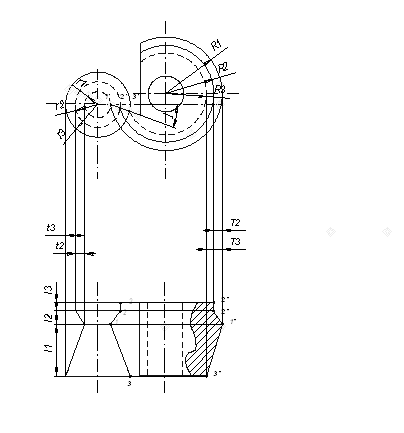
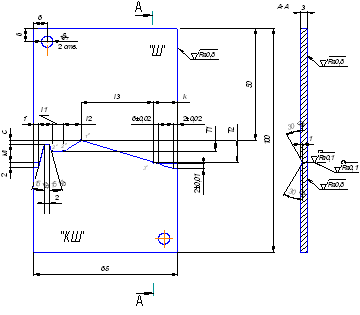
Обоснование типа фасонного резца.
Выбираю призматический резец с базовой точкой на высоте линии центров, так как на обрабатываемой детали есть протяженная сферическая поверхность.
Призматический радиальный резец с базовой точкой на линии центров имеет меньшую погрешность по сравнению с круглыми резцами.
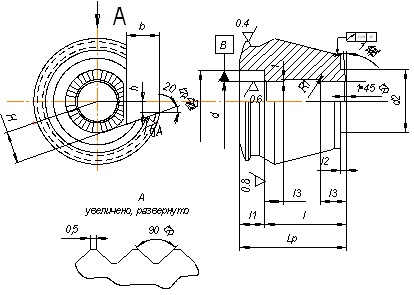
Обоснование выбора материала режущей части и корпуса фасонного резца (2, стр.115 таб.2).
При обработке сталей экономически выгодно использовать резцы из следующих марок быстрорежущих сталей Р18, Р6М5Ф3, Р6М5, Р9К10, Р10К5Ф5 и т.д. Выбираем марку быстрорежущей стали, Р6М5. Для экономии быстрорежущей стали, резец делаем составным неразъемным, сваренным, с помощью контактной сварки оплавлением. Крепежную часть призматического резца изготавливают из стали - 40Х.
Обоснование выбора геометрических параметров фасонного резца.
Принимаем по таблице для стали - А12 твердостью НВ=207 (4, стр.112,113) a=10°, g=23° т.к. a=8…12о, g=20…25о.
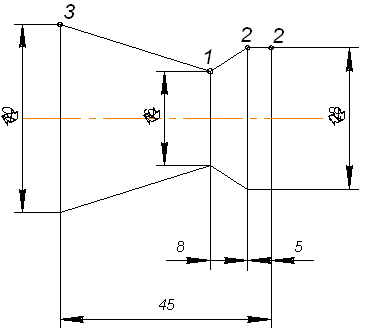
Расчет координат узловых и промежуточных точек фасонного профиля детали.
Определим координаты точки 3. Для этого запишем уравнения окружности (l-28)2+r2=202 и уравнения прямой r=18. Совместное решение этих уравнений даёт координаты точки l3= 9.2822; r3=18.
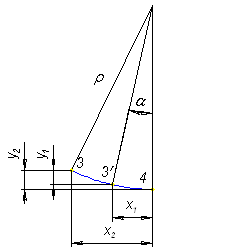
Определим координаты точки 4. Они получаются из уравнений окружности (l-28)2+r2=202 и уравнения наклонной прямой (r=kl+b) r=-tg165o+27, где b=27 из уравнения для точки 5: 11=60tg165о+b. Совместное решение этих уравнений даёт координаты точки l4= 16.415; r4=39.191.
Возьмём вспомогательную точку на коническом участке детали для этого запишем 2 уравнения прямой: r7= -tg165ol7+27 и r4=16.415; откуда получим координаты точки 7: r7=16.415, l7=49.879.
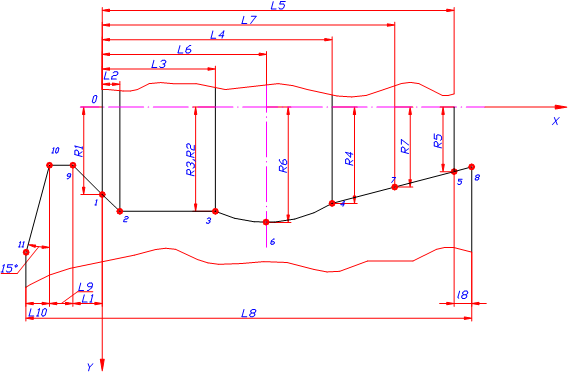
| №точки фас. Профиля детали | ri(y) | li(x) |
| 1 | 15.0 | 0 |
| 2 | 18.0 | 3 |
| 3 | 18.0 | 19.282 |
| 4 | 16.415 | 39.191 |
| 5 | 11.0 | 60 |
| 6 | 20.0 | 28 |
| 7 | 13.634 | 49.879 |
Похожие работы





... 6. Расчет длины протяжки Выводы Список использованной литературы Введение Целью курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...

... =12,63 мм Коэффициент смещение исходного долбяка контура зуба детали в станочном зацеплении с долбяком х1=-Асе+0,25Тс)/2mn tgαn х1=-(0,11+0,25·0,1)/2·2 tg20 =-0,0927274 мм 3.2 Проектирование инструмента Выбираем с минимальным делительным диаметром dо=80 мм Число зубьев долбяка zо=80/2=40 мм Диаметр основной окружности dво= 80·сos20=75,1754 мм Станочное зацепления нового ...
... 55 мм; (6) Определим размеры внутреннего отверстия: l1 = 0,25 LР = 0,25* 55= 13.75мм; (7) l = LР - l1 = 55-13.75 = 41.25 мм; (8) l3 = 0,25 l = 0,25 *41.25= 10.31 мм. (9) Рисунок 2.3 – Резец фасонный круглый Рисунок 1.4-Шаблон и контршаблон 2. Проектирование и расчёт фасонной протяжки Исходные данные: рисунок 14, вариант 3. Размеры обрабатываемого отверстия: d =30 мм, D ...
... профиля и удобство контроля резца. Допуски на размеры шаблона: r1= 29,3±0,36; r2=34,72±0,31; r3=35,78±0,31; r4= 39,38±0,31; Допуски на размеры контр-шаблона: r1= 29,3±0,18; r2=34,72±0,155; r3=35,78±0,155; r4=39,38±0,155; 1.8 Проектирование державки фасонного резца Державки фасонных резцов должны удовлетворять следующим требованиям: 1) Конструкция державки должна быть ...
0 комментариев