Навигация
Расчет координат узловых и промежуточных точек фасонного профиля резца
32399
знаков
2
таблицы
11
изображений
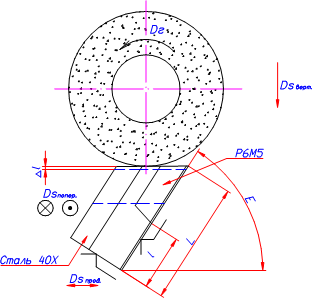
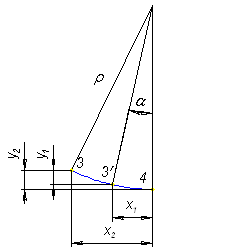
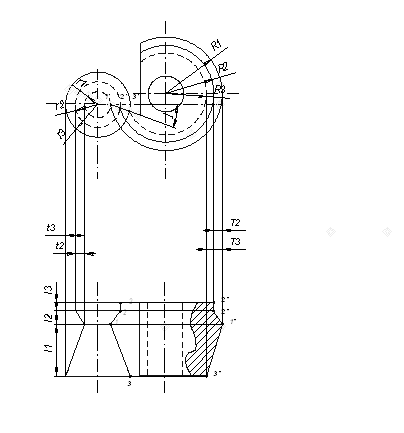
2.2 Расчет координат узловых и промежуточных точек фасонного профиля резца.
g=23°, a=10°.M5=r5*Sing5=11sin23°=4.298;
A5=r5*Cosg5=11cos23°=10.126; Singi=M5/ri;Ei=ri*Cosgi;
Ci=Ei-A5;
sing1=M5/r1=4.298/15.0=0.287 Þ g1=16.651°;
E1=r1*Cosg1=15.0cos16.651°=14.371;
C1=E1-A5=14.371-10.126=4.245.
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | |
| Ri | 15 | 18 | 18 | 16.415 | 11 | 20 | 13.634 |
| gi | 16.651 | 13.814 | 13.814 | 15.178 | 23 | 12.409 | 18.376 |
| Ei | 14.371 | 17.479 | 17.479 | 15.842 | 10.126 | 19.533 | 12.939 |
| Ci | 4.245 | 7.353 | 7.353 | 5.716 | 0 | 9.407 | 2.813 |
| Hi | 3.560 | 6.167 | 6.167 | 4.795 | 0 | 7.889 | 2.359 |
Значения Hi находим из треугольников
e=90o-(a6+g6)=90o-(10°+23°)=57°;
H1=C1Sine=4.245Sin57°=3.560;
Расчет, назначение конструктивных размеров фасонного резца.
j =10°¼ 15° принимаем j=15°
h »2¼3 мм принимаем h=3 мм
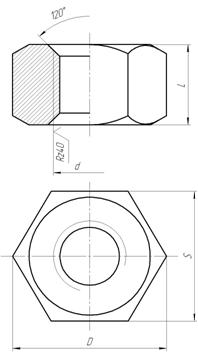
Размер фасонного резца вдоль оси:
L=L1+L2+L3+L4+L5, где;
L1=3 мм;
L2- ширина отрезного резца;
L2=3¼6 мм принимаем L2= 4 мм;
L3- выход инструмента;
L3=1¼2 мм принимаем L3=1,5 мм;
L4- длина обрабатываемой поверхности;
L4= 60 мм;
L5- выход инструмента;
L5= 1¼2 мм принимаем L5=1,5 мм;
 L= 3+4+1,5+60+1,5=70 мм.
L= 3+4+1,5+60+1,5=70 мм.
Расчёт количества переточек фасонного резца.
h3 = 0,3…0,5 – допустимая величина износа;
a = 0,1…0,3 – величина дефектного слоя после износа;
![]() l = h3+a = 0,4…0,8 – сошлифованная часть.
l = h3+a = 0,4…0,8 – сошлифованная часть.
N - число переточек.
N = (L - l)/![]() l = (80 - 50)/0,8 = 37;
l = (80 - 50)/0,8 = 37;
l – величина необходимая для закрепления резца в державке.
10. Расчёт количества фасонных резцов на годовую программу.
Годовая программа 1млн. штук деталей 79168.
Величина допустимого стачивания резца l = 30 мм.
Стачивание за одну переточку: Dl = 0,8 мм. (Типовые нормы износа и стойкости фасонных резцов. НИИТ Автопром 1981г.)
Стойкость между двумя переточками – 4 часа. Т = 240 мин.
Суммарная стойкость: ТΕ = Т(n + 1) = 68 часов = 4080 мин.
Режимы резания:
Подача: S0=0.03 мм/об (Режимы резания металлов. Справочник под ред. Ю.В. Барановского изд-во “Машиностроение” 1972 г.)
Скорость резания : V=VтаблК1К2К3
К1–коэффициент, зависящий от обрабатываемого материала;
К2–коэффициент, зависящий от стойкости инструмента;
К3–коэффициент, зависящий от диаметра обрабатываемого прутка для фасонных резцов;
Vтабл = 73
К1 = 0.75
К2 = 0.75
К3 = 1.0
V = 73*0.75*0.75*1.0=41.1 м/мин.
Частота вращения:
n = 1000V/πd = 278 об/мин, по паспорту станка 270 об/мин.
Основное технологическое время tо:
tо = L/nS = 19,44/270·0.03 = 2,4 мин.
l–максимальная глубина профиля, l = 19,44мм.
Количество деталей на один резец:
К1 = ТЕ/to = 4080/2,4 = 1700 детали.
Количество деталей на программу:
Кп = П*Ка/К1 = 1000000 * 1.15/1700 = 676 резца
Ка–коэффициент аварийного запаса, Ка=1,15
2. Технология изготовления детали на шести шпиндельном токарном автомате модели 1265-6.
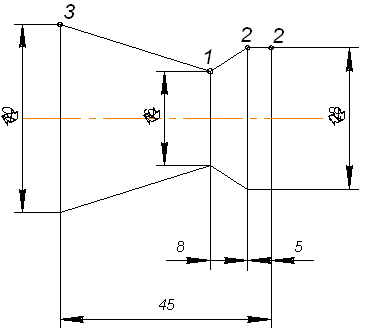
1. Подрезка торца и зацентровка.
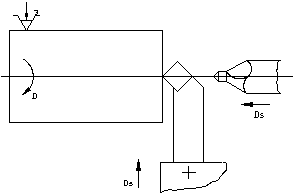
рис. 1
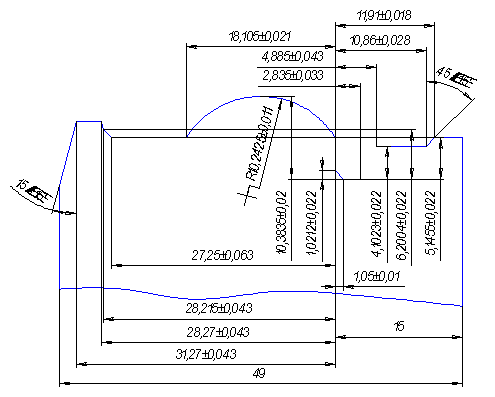
2. Сверлить отверстие 12, обработка черновым фасонным резцом профиля.
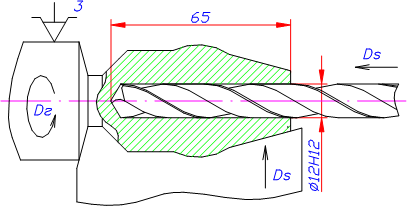
рис. 2
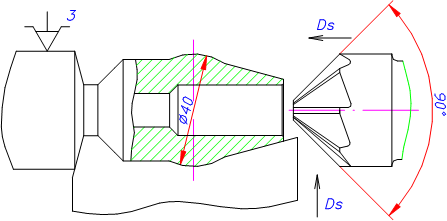
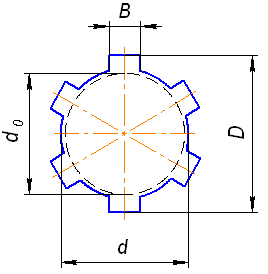
3. Зенкеровать отверстие .
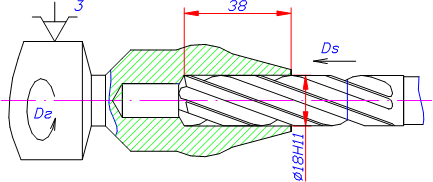
рис. 3
4. Развёртывание Н7.
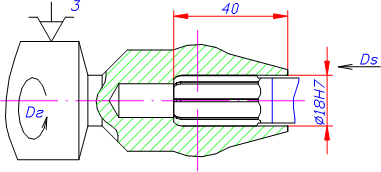
рис. 4
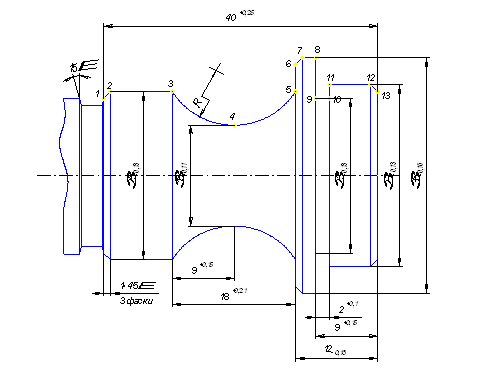
 5. Обработка зенковкой фаски, изготовление чистовым фасонным резцом профиля детали.
5. Обработка зенковкой фаски, изготовление чистовым фасонным резцом профиля детали.
рис. 5
6. отрезка детали.
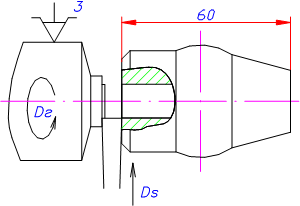
рис. 6
4. Установка фасонного резца на станок.
Фасонные резцы для обработки наружных поверхностей с радиальным направлением подачи устанавливают в специальных державках на поперечных суппортах станков.
Конструкция державки должна обеспечивать возможность смены и регулеровки резца и минимально допустимый вылет прутка из зажимной цанги.
На листе 1 данного курсового проекта показана державка призматического резца для позиций 2 и 5 шести шпиндельного автомата 1265 - 6.
Регулировка размера 65+/-
Похожие работы





... 6. Расчет длины протяжки Выводы Список использованной литературы Введение Целью курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...

... =12,63 мм Коэффициент смещение исходного долбяка контура зуба детали в станочном зацеплении с долбяком х1=-Асе+0,25Тс)/2mn tgαn х1=-(0,11+0,25·0,1)/2·2 tg20 =-0,0927274 мм 3.2 Проектирование инструмента Выбираем с минимальным делительным диаметром dо=80 мм Число зубьев долбяка zо=80/2=40 мм Диаметр основной окружности dво= 80·сos20=75,1754 мм Станочное зацепления нового ...
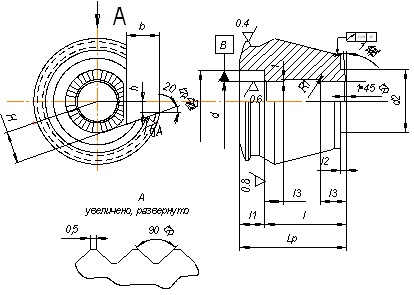
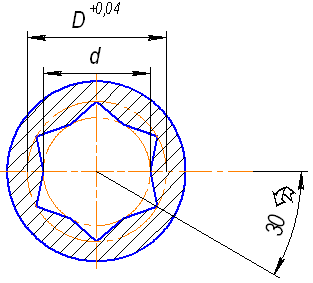
... 55 мм; (6) Определим размеры внутреннего отверстия: l1 = 0,25 LР = 0,25* 55= 13.75мм; (7) l = LР - l1 = 55-13.75 = 41.25 мм; (8) l3 = 0,25 l = 0,25 *41.25= 10.31 мм. (9) Рисунок 2.3 – Резец фасонный круглый Рисунок 1.4-Шаблон и контршаблон 2. Проектирование и расчёт фасонной протяжки Исходные данные: рисунок 14, вариант 3. Размеры обрабатываемого отверстия: d =30 мм, D ...
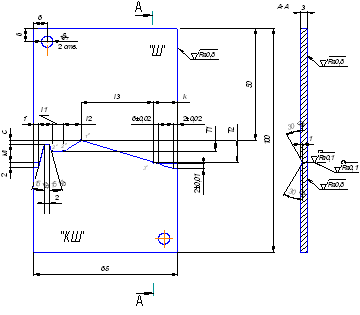
... профиля и удобство контроля резца. Допуски на размеры шаблона: r1= 29,3±0,36; r2=34,72±0,31; r3=35,78±0,31; r4= 39,38±0,31; Допуски на размеры контр-шаблона: r1= 29,3±0,18; r2=34,72±0,155; r3=35,78±0,155; r4=39,38±0,155; 1.8 Проектирование державки фасонного резца Державки фасонных резцов должны удовлетворять следующим требованиям: 1) Конструкция державки должна быть ...
0 комментариев