Навигация
Осуществляется при помощи ослабления винтов 15 и регулировки вылета резца винтом 16, а затем затягиванием винтами 15
32399
знаков
2
таблицы
11
изображений
0.02 осуществляется при помощи ослабления винтов 15 и регулировки вылета резца винтом 16, а затем затягиванием винтами 15.





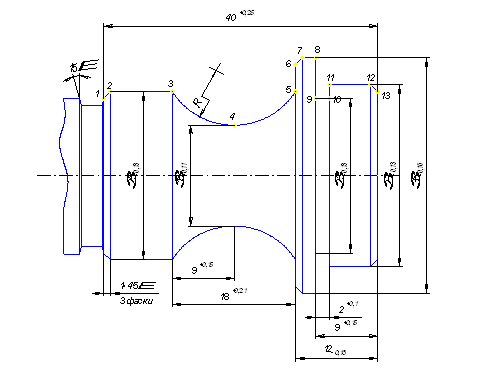

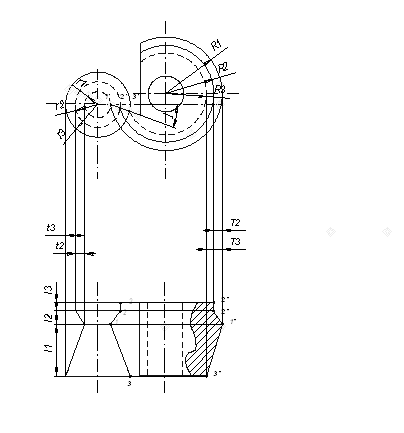
Осевая регулировка резца осуществляется следующим образом: отпускаются крепёжные винты 12 и 13, винтом 7 регулируется осевой размер, и затем затягиваются крепёжные винты.
При регулировки резца в радиальном направлении отпускаются крепёжные винты 12, а положение опоры фиксируется винтом 13. Для более точной регулировки предусмотрен винт 6 (см. спецификацию).
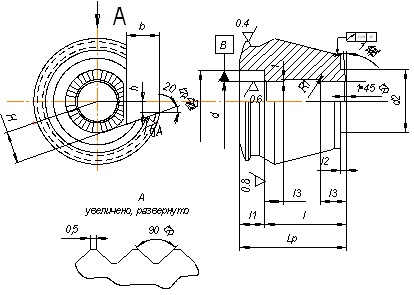
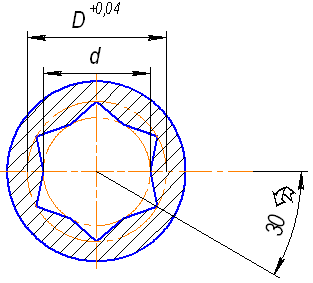
Фасонные резцы для обработки наружных поверхностей с радиальным направлением подачи устанавливают в специальных державках на поперечных суппортах станков.
Конструкция державки должна обеспечивать возможность смены и регулировки резца и минимально допустимый вылет прутка из зажимной цанги.
5. Проектирование спирального сверла.
Обоснование использования инструмента.
Спиральное сверло 12 предназначено для сверления глухого отверстия диаметра 12 мм на глубину 65мм в заготовке детали №79168.
Обоснование выбора материала режущей и хвостовой части сверла.
Для экономии быстрорежущей стали все сверла с цилиндрическим хвостовиком диаметром более 8 мм и сверла с коническим хвостовиком более 6 мм изготовляются сварными.
В основном, сверла делают из быстрорежущих сталей. Твердосплавные сверла делают для обработке конструкционных сталей высокой твердости (45...56HRC), обработке чугуна и пластмасс. Исходя из твердости обрабатываемого материала – 207 НВ, принимаем решение об изготовлении сверла из быстрорежущей стали Р6М5 ГОСТ 19265-73. Крепежную часть сверла изготовим из стали 40Х (ГОСТ 454-74).
Обоснование выбора геометрических параметров сверла.
Задний угол . Величина заднего угла на сверле зависит от положения рассматриваемой точки режущего лезвия. Задний угол имеет наибольшую величину у сердцевины сверла и наименьшую величину - на наружном диаметре. Рекомендуемые величины заднего угла на наружном диаметре приведены в (2, стр.151, табл.44). По этим рекомендациям выбираем: .= 8°.
Передний угол. Также является величиной переменной вдоль режущего лезвия и зависит, кроме того, от угла наклона винтовых канавок и угла при вершине 2. Передняя поверхность на сверле не затачивается и величина переднего угла на чертеже не проставляется.
Угол при вершине сверла. Значение углов 2для свёрл, используемых для различных обрабатываемых материалов приведены в (2, стр.152, табл.46). По этим рекомендациям принимаем: 2118°.
Угол наклона винтовых канавок. Угол наклона винтовых канавок определяет жесткость сверла, величину переднего угла, свободу выхода стружки и др. Он выбирается в зависимости от обрабатываемого материала и диаметра сверла. По (6,табл.5) назначаем = 30°.
Угол наклона поперечной кромки. При одном и том же угле определенному положению задних поверхностей соответствует вполне определенная величина угла и длина поперечной кромки и поэтому угол служит до известной степени критерием правильности заточки сверла. По рекомендациям (2, стр152, табл.46) назначаем: = 45°.
Расчет, назначение конструктивных размеров сверла.
Спиральные сверла одного и того же диаметра в зависимости от серии бывают различной длины. Длина сверла характеризуется его серией. В связи с тем, что длина рабочей части сверла определяет его стойкость, жесткость, прочность и виброустойчивость, желательно во всех случаях выбирать сверло минимальной длины. Серия сверла должна быть выбрана таким образом, чтобы
lо ГОСТ ≥ lо расч.
Расчетная длина рабочей части сверла lо , равна расстоянию от вершины сверла до конца стружечной канавки, может быть определена по формуле:
lо = lр + lвых + lд + lв + lп + lк + lф,
где
lр - длина режущей части сверла lр = 0.3*dсв = 0.3*12 = 3.6 мм;
lвых - величина выхода сверла из отверстия lвых = 0 (т.к. отверстие глухое);
lд - толщина детали или глубина сверления, если отверстие глухое lд = 65 мм;
lв - толщина кондукторной втулки lв = 0 ;
lп - запас на переточку lп = l * (i +1), где
l - величина, срезаемая за одну переточку, измеренная в направлении оси, l = 1 мм.;
i - число переточек i = 40;
lп = 1*(40+1) = 41 мм;
lк - величина, характеризующая увеличение длины сверла для возможности свободного выхода стружки при полностью сточенном сверле;
lф - величина, характеризующая уменьшение глубины канавки, полученной при работе канавочной фрезы
lк + lф = 1.5*dсв = 1.5*12 = 18 мм,
тогда
l0 = 3.6 + 0 +65 + 0 + 41 + 18 = 127.6 мм.
В соответствии с ГОСТ 12121-77 (" Сверла спиральные из быстрорежущей стали с коническим хвостовиком ") уточняем значения l0 и общей длины L :
l
Похожие работы
... 6. Расчет длины протяжки Выводы Список использованной литературы Введение Целью курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...
... =12,63 мм Коэффициент смещение исходного долбяка контура зуба детали в станочном зацеплении с долбяком х1=-Асе+0,25Тс)/2mn tgαn х1=-(0,11+0,25·0,1)/2·2 tg20 =-0,0927274 мм 3.2 Проектирование инструмента Выбираем с минимальным делительным диаметром dо=80 мм Число зубьев долбяка zо=80/2=40 мм Диаметр основной окружности dво= 80·сos20=75,1754 мм Станочное зацепления нового ...
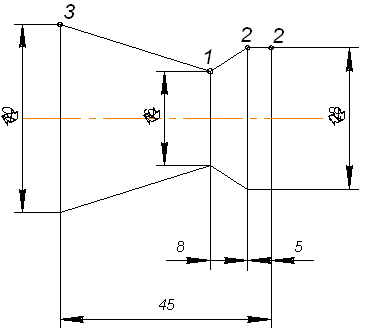
... 55 мм; (6) Определим размеры внутреннего отверстия: l1 = 0,25 LР = 0,25* 55= 13.75мм; (7) l = LР - l1 = 55-13.75 = 41.25 мм; (8) l3 = 0,25 l = 0,25 *41.25= 10.31 мм. (9) Рисунок 2.3 – Резец фасонный круглый Рисунок 1.4-Шаблон и контршаблон 2. Проектирование и расчёт фасонной протяжки Исходные данные: рисунок 14, вариант 3. Размеры обрабатываемого отверстия: d =30 мм, D ...
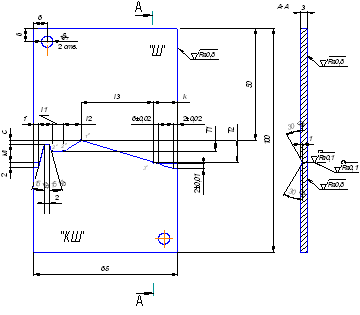
... профиля и удобство контроля резца. Допуски на размеры шаблона: r1= 29,3±0,36; r2=34,72±0,31; r3=35,78±0,31; r4= 39,38±0,31; Допуски на размеры контр-шаблона: r1= 29,3±0,18; r2=34,72±0,155; r3=35,78±0,155; r4=39,38±0,155; 1.8 Проектирование державки фасонного резца Державки фасонных резцов должны удовлетворять следующим требованиям: 1) Конструкция державки должна быть ...
0 комментариев