Химическая
технология
и автоматизация
технологического
процесса
Разработка
технологической
совмещённой
схемы и выбор
основных средств
контроля и
регулирования
Технологический
расчёт проектируемого
оборудования
Прочностной
расчёт основных
элементов
оборудования
Прочностной
расчёт холодильника
Нагнетатели
Сборники кислоты
и олеума
Охрана труда
Метеорологические
условия. Вентиляция.
Отопление
Освещение
производственных
помещений
Пожарная
безопасность
Навигация
Прочностной расчёт основных элементов оборудования
Реконструкция основного оборудования отделения абсорбции
82088
знаков
7
таблиц
11
изображений
4. Прочностной расчёт основных элементов оборудования
4.1. Прочностной расчёт трубы Вентури
Данные для расчёта:
Давление расчётное PR=0,11Мпа
Температура расчётная tR=100C
Расчёт конической обечайки диффузора:
Допускаемое напряжение при 20 С:
[]20=140Мпа, при 100 С []t=130Мпа
Пробное давление при гидроиспытании
Толщина стенки обечайки:
где DК=1м – расчётный диаметр конической обечайки;
Р=1 – коэффициент сварного шва;
1=3,5 - угол конусности.
С учётом прибавки на коррозию
SK=SKR+C=0,4+2=2,4мм
Окончательно принимаем SK=4мм.
Допускаемое внутреннее избыточное давление
Так как PR и Рпр < [P], условие прочности выполняется.
Расчёт конической обечайки конфузора.
Где DK=1,2м расчётный диаметр обечайки;
1 – угол конусности 14
Принимаем окончательно SK=4 мм
Допускаемое внутреннее избыточное давление:
Условие прочности выполняется.
Расчёт фланцевого соединения.
Исходные данные S=4мм, D=1м, PR=0,11Мпа, tR=100C
Фланец плоско приварной для аппаратов, болты ВСт5
Прокладка – плоская, неметаллическая, фторопласт.
Диаметр болтов М20.
Расчётная температура фланцевого соединения.
Диаметр болтовой окружности
Принимаем DБ=1090мм.
Наружный диаметр фланца
Наружный диаметр прокладки
Средний диаметр прокладки
Эффективная ширина прокладки
Расчётные параметры прокладок
Ориентировочное число болтов
Принимаем
Ориентировочная толщина фланца
Принимаем
Безразмерные параметры
Угловая податливость фланца
Где Еф=1,91*105Мпа – модуль продольной упругости материала фланца.
Линейная податливость прокладки
Еn=2000Мпа – модуль продольной упругости материала прокладки;
Sn=2мм – толщина прокладки;
Расчётная длина болта
Где lБ0 – длина болта между поверхностями головки болта и гайкой 65 мм.
Линейная податливость болтов
Где fБ=2,35*10-4 м2 – расчётная площадь поперечного сечения болта по внутреннему диаметру резьбы;
ЕБ=1,99*105Мпа – модуль продольной упругости материала болта.
Параметры
Коэффициент жёсткости фланцевого соединения
Нагрузка действующая на фланцевое соединение от внутреннего избыточного давления.
Реакция прокладки в рабочих условиях
Усилие возникающее от температурных деформаций
Болтовая нагрузка в условиях монтажа
Болтовая нагрузка в рабочих условиях
Приведённые изгибающие моменты в диаметральном сечении фланца
Расчётное значение M0=0,012 МН*М
Условие прочности болтов
Условие выполнено.
Условие прочности прокладки
Условие выполнено.
Расчёт форсунки
Зададимся давлением жидкости на входе в форсунку РВХ=1500кПа (15кгс/см2), расход жидкости L=12806кг/ч=6,998м3/ч=6998л/ч, корневой угол факела 2=60, физические свойства жидкости =1830кг/м3, =1,09*10-5м2/с=0,109см2/с.
Для величины корневого угла 2=60,находим С=0,45 [6].
Площадь поперечного сечения сопла:
Радиус сопла 8 мм.
Массовая скорость истечения из сопла:
Принимаем по конструктивным соображениям:
N=4, =0,5, =30, LK=35, =90
Радиус вихревой камеры:
По величине =0,5, =30, С=0,45.
АЖZ=0,7 главный параметр форсунки
![]() -коэффициент
распада тангенциального
канала.
-коэффициент
распада тангенциального
канала.
Диаметр тангенциального канала:
Принимаем dВХ=12 мм
Расстояние от оси форсунки до оси тангенциальных каналов:
Число Рейнольдса тангенциальных каналов:
Находим при
Расчётный коэффициент расхода тангенциальных каналов:
Главный параметр форсунки:
Приближённое значение относительного радиуса:
Число Рейнольдса вихревой камеры:
При
Относительная длина вихревой камеры:
Относительная длина вихревой камеры с учётом трения:
Главный параметр относительно сопла: ZЖ=Z=0,5*1,414=0,707
По ZЖ=0,707, 3=0,33
При 3=0,33, =0,9 [10]
Относительный радиус 1=3=0,9*0,5*0,33=0,148 , из графика [рис.23.10] =0,92.
Главный параметр форсунки относительно вихревой камеры с учётом вязкости жидкости:
Коэффициент расхода форсунки относительно вихревой камеры:
Или по отношению к соплу:
Расход жидкости через форсунку:
Похожие работы

... Выделение аммиака из его смеси с водой и аминами производится на ректификационной колонне поз.402. Этот процесс сложный с рассредоточенными параметрами. Информационная емкость процесса ректификации и абсорбции аммиака минимальная (до 40 контролируемых параметров), а всего производства в целом – средняя (от 160 до 650 параметров). Класс процесса – массообменный. Тип процесса – ректификация. ...
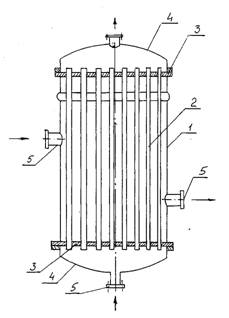
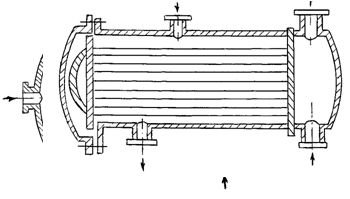
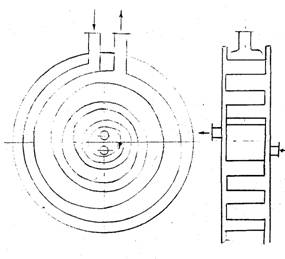
... установленные теплообменные элементы с трапецеидальным продольным сечением и заглушенными верхними торцами элементов и патрубком подвода охлаждающего теплоносителя, отличающийся тем, что, с целью повышения эффективности работы путем интенсификации теплообмена, он дополнительно снабжен наклонными перегородками, установленными одна над другой с образованием чередующихся проемов с противоположными ...
... процессы разделения нефти на фракции, когда используются ее потенциальные возможности по ассортименту, количеству и качеству получаемых продуктов и полупродуктов — перегонка нефти; ко вторичным относят процессы деструктивной переработки нефти и очистки нефтепродуктов, предназначенные для изменения ее химического состава путем термического и каталитического воздействия. При помощи этих методов ...
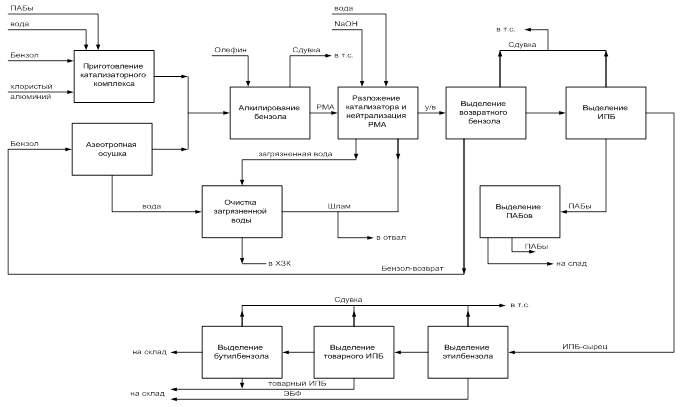
... фосфорнокислом катализаторе. В настоящее время только для получения фенола и ацетона производится свыше 7 млн. тонн в год изопропилбензола. Задачей выпускной работы является разработка и изучение процесса производства изопропилбензола на ОАО «Омский каучук». 1. АНАЛИТИЧЕСКИЙ ОБЗОР 1.1. Теоретические основы процесса алкилирования Алкилирование – это широкий класс реакций, в результате ...
0 комментариев