Химическая
технология
и автоматизация
технологического
процесса
Разработка
технологической
совмещённой
схемы и выбор
основных средств
контроля и
регулирования
Технологический
расчёт проектируемого
оборудования
Прочностной
расчёт основных
элементов
оборудования
Прочностной
расчёт холодильника
Нагнетатели
Сборники кислоты
и олеума
Охрана труда
Метеорологические
условия. Вентиляция.
Отопление
Освещение
производственных
помещений
Пожарная
безопасность
Навигация
Нагнетатели
Реконструкция основного оборудования отделения абсорбции
82088
знаков
7
таблиц
11
изображений
5.1. Нагнетатели
Для перемещения газов служат нагнетатели (воздуходувки), устанавливаемые в системе после сушильного отделения. Газ, поступающий в газодувку охлаждён и очищен от примесей которые смогли бы вызвать коррозию – нарушить работу нагнетателя. В производстве серной кислоты все аппараты, расположенные до нагнетателя, работают при разрежении (в условиях вакуума); аппараты, расположенные в контактном и абсорбционном отделениях, то есть после нагнетателя – под некоторым избыточным давлением, по таблице 10.2 /9/.
При плотности газа 0=1,46 кг/м3,
Разряжение на входе Р=4,9 кПа и t=50 С,
Производительности Q=20589,72 м3/час.
Выбираем нагнетатель : Q=5,72 м3/сек
400-12-3
у которого производительность 25000м3/час, Н – общий напор 17,15/1850 кПа/мм.вод.ст.
мощность электродвигателя N=250 кВт
частота вращения вала нагнетателя, n=2965 об/мин.
Расчёт нагнетателя:
объёмная производительность нагнетателя G=Q*0=20589.72*1.46=29946.8 кг/ч
потребляемая мощность:
где Q – производительность нагнетателя, м3/сек; Н – полный напор, мм; - плотность газа, кг/м3; g – ускорение силы тяжести м/сек2; - КПД нагнетателя (0,7-0,85).
Для регулирования количества газа, подаваемого нагнетателями, на всасывающих и нагнетательных трубопроводах установлены задвижки. При пуске нагнетателя закрывают задвижку на линии всасывания и полностью открывают на линии нагнетания. Затем при достижении числа оборотов электродвигателя, задвижку открывают до тех пор, пока нагнетатель не будет давать нужное количество газа.
5.2. Центробежные вентиляторы
В зависимости от величины напора центробежные вентиляторы делятся на три группы: низкого давления – с напором до 100 кгс/м2; среднего давления – с напором 100-300 кгс/м2; высокого 300-1500 кгс/м2.
Они служат для отсасывания или нагнетания значительных объёмов воздуха или газа при небольшом напоре.
Напор развиваемый вентилятором состоит из:
А) НСТ – напор на трение газа о стенки
Где =0,04 – коэффициент трения о стенки при малой степени коррозии;
L – длина газохода;
D – диаметр газоходов;
- удельный вес газа при 0C и 760 мм.рт.ст., кг/м3;
- скорость газа при, при Q=8000 м3/ч и D=600мм, =8м/с; по номограмме /9, с.237/ g=9,81 м/с2.
- коэффициент местных сопротивлений
=0,85+1+2+0,5=4,35, где =0,85 – вход в трубу с выступающим концом /9/;
=1 – плавный поворот на 90 /9/;
=2 – поворот на 90 с нишей /9/;
=0,5 – поворот на 45 /9/;
=1,7 кг/м3 – удельный вес газа
б) динамического напора:
полный напор:
мощность (в кВт)0 потребляемая вентилятором:
где В=0,8; n=0,98
по табл. IV-16 /9/ выбираем вентилятор
ЦЧ-70 с Qmin=7600 м3/ч; Н=24кгс/м2; n=500 об/мин; Qmax=15500 м3/ч; Н=100 кгс/м2; n=1000; =0,8
5.3. Насосы
Для орошения абсорберов в сернокислотных системах приходится перекачивать большое количество кислот . Орошающая кислота должна подаваться непрерывно и равномерно, перебои в её подаче приводят к нарушению технологического режима и потому недопустимы.
Для перекачивания серной кислоты и олеума применяют одноступенчатые насосы, типа Х, в горизонтальном исполнении, консольные с рабочими колёсами одностороннего входа. Производительность и напор центробежных насосов не зависит от плотности перекачиваемой жидкости, то есть центробежный насос поднимает одно и то же количество любой жидкости на одинаковую высоту.
Определим напор нашей установки для подачи Q=16938,78 м3/ч серной кислоты концентрацией (98%) при 50С по кислотопроводу общей длиной L=150м (включая высоту нагнетания Нn=12м, всасывания НВ=1м) со следующими местными сопротивлениями, вход в трубу с закруглёнными краями; два шороховатых колена =60; один отвод d/R=1,0; два нормальных вентиля.
По графику (рис.IV-17. 9) находим ; диаметр кислотопровода d=0,15м, скорость кислоты V=0,25м/с, сопротивление равно h0=0.06м на 100мм. Для кислоты концентрацией 98,5% H2SO4 по рис. IV-8 /9/ находим f=1,6 – поправочный коэффициент.
Следовательно, h0=1,5*0,06*1,6=1,144 м.
Потеря напора на местных сопротивлениях /9, по табл. IV-3/:
Тогда напор насоса
Мощность на валу насоса NH (кВт) рассчитывается по формуле:
Q=16938,78 м3/ч=4,7м3/с – производительность насоса;
=1843,7 кг/м3 – удельный вес серной кислоты концентрацией 98,5%;
H=13,166 м – напор насоса;
=0,75 – КПД насоса;
откуда:
Выбираем по табл. IV-7 /9/ погружной одноступенчатый насос марки 2Х-9(Е)-5(1), у которого следующие технические характеристики:
Q=20м3/ч; Н=13,8м
Диаметр рабочего колеса dK=115(135)
N=2900 об/мин, мощность на валу NH=1,7 кВт.
Буква Е в скобках обозначает, что насос для олеума, моногидрата и сушильной кислоты, класс стойкости к кислоте II, цифра после букв – коэффициент быстроходности, уменьшенный в 10 раз.
Похожие работы

... Выделение аммиака из его смеси с водой и аминами производится на ректификационной колонне поз.402. Этот процесс сложный с рассредоточенными параметрами. Информационная емкость процесса ректификации и абсорбции аммиака минимальная (до 40 контролируемых параметров), а всего производства в целом – средняя (от 160 до 650 параметров). Класс процесса – массообменный. Тип процесса – ректификация. ...
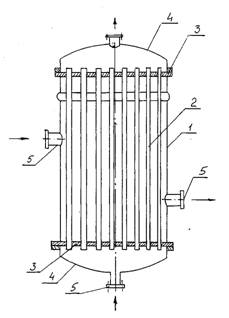
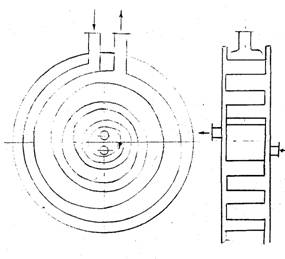
... установленные теплообменные элементы с трапецеидальным продольным сечением и заглушенными верхними торцами элементов и патрубком подвода охлаждающего теплоносителя, отличающийся тем, что, с целью повышения эффективности работы путем интенсификации теплообмена, он дополнительно снабжен наклонными перегородками, установленными одна над другой с образованием чередующихся проемов с противоположными ...
... процессы разделения нефти на фракции, когда используются ее потенциальные возможности по ассортименту, количеству и качеству получаемых продуктов и полупродуктов — перегонка нефти; ко вторичным относят процессы деструктивной переработки нефти и очистки нефтепродуктов, предназначенные для изменения ее химического состава путем термического и каталитического воздействия. При помощи этих методов ...
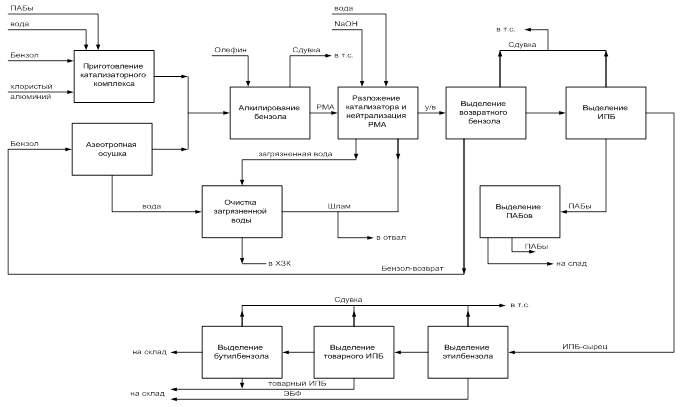
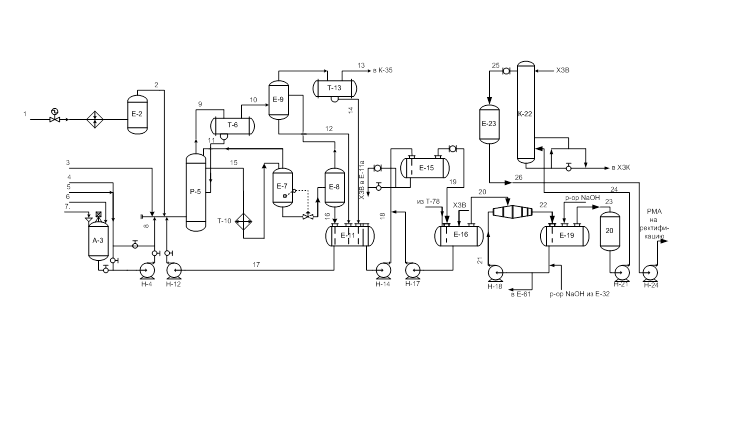
... фосфорнокислом катализаторе. В настоящее время только для получения фенола и ацетона производится свыше 7 млн. тонн в год изопропилбензола. Задачей выпускной работы является разработка и изучение процесса производства изопропилбензола на ОАО «Омский каучук». 1. АНАЛИТИЧЕСКИЙ ОБЗОР 1.1. Теоретические основы процесса алкилирования Алкилирование – это широкий класс реакций, в результате ...
0 комментариев