Параллельный инвертор
Полумостовой инвертор с RLC – нагрузкой
Трехфазные инверторы
Многократный широтно-импульсный модулятор
Подключение через трансформатор
Инверторный аппарат ДС 250.33 для сварки покрытыми электродами
CV FCAW - жесткая характеристика Рекомендуется для механизированной сварки газозащитной или самозащитной порошковой проволокой
Сварочные инверторные аппараты MOS 138E
Навигация
Параллельный инвертор
Инверторные источники питания для электродуговой сварки
78616
знаков
7
таблиц
28
изображений
1.2 Параллельный инвертор
Базовая схема параллельного инвертора изображена на рис.2а. Когда ключ 1 замкнут, помеченные точкой выводы обмоток A, D и С имеют положительный потенциал. Выходное напряжение - положительное. Во второй половине периода ключ 1 размыкается и замыкается ключ 2. Помеченные точкой выводы обмоток A, D и С имеют отрицательный потенциал и выходное напряжение - отрицательное.
Электрическая схема, рабочие фазы и формы выходных сигналов параллельного инвертора изображены на рис.2. Параллельные инверторы применяются в низкочастотных устройствах. В них используются трансформатор с отводом из центра первичной обмотки, два тиристора и коммутирующий конденсатор. Источник питания включается между центральным выводом и общей точкой катодов тиристоров. Эквивалентное нагрузочное сопротивление, пересчитанное в цепь первичной обмотки, подключено параллельно коммутационному конденсатору. Следовательно, инвертор такого типа является параллельным.
В момент времени t= tx тиристор Т1 включается. Напряжение источника питания Е приложено к обмотке трансформатора А. Согласно закону самоиндукции такое же напряжение Е индуцируется на обмотке трансформатора В, но противоположной полярности. Поскольку обмотки А и В соединены последовательно, на них будет суммарное напряжение 2Е. Этим напряжением конденсатор предварительно заряжается до напряжения +2Е.
В момент времени t= t2 тиристор Т2 включается. Полярность напряжений на обмотках А и В меняется на обратную, к конденсатору, и тем самым к тиристору Т1, прикладывается обратное напряжение, за счет чего тиристор Т1 выключается. Полярность напряжения на конденсаторе меняется, и он перезаряжается до напряжения - 2Е. Также меняет на обратное направление ток во вторичной обмотке, то есть через нагрузочное сопротивление протекает переменный ток прямоугольной формы. Форма выходного напряжения аналогична форме напряжения на конденсаторе.
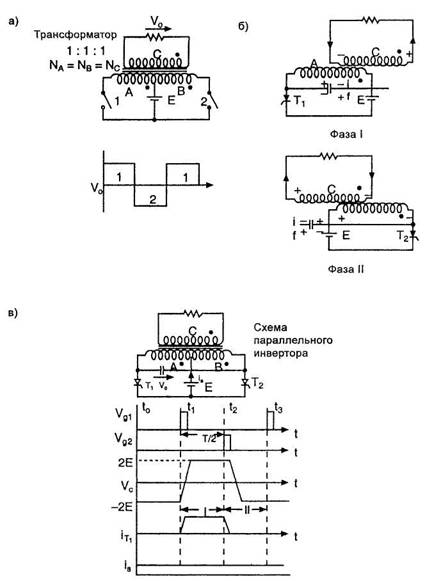 |
Рис.2 - а) Базовая схема параллельного инвертора;
б) Фазы работы схемы;
в) Формы напряжений и токов в цепях параллельного инвертора
Недостатки
Номинальное напряжение конденсатора должно быть 2Е.
Ток источника питания не является чистым постоянным током.
Колебания тока источника питания, являются причиной дополнительного выделения тепла в первичной цепи параллельного инвертора.
1.3 Мостовые инверторыОднофазный полумостовой инвертор
Однофазный полумостовой инвертор состоит из двух источников питания и двух коммутаторов. Нагрузка подключена между общим выводом источников питания и общей точкой коммутаторов.
1.3.1 Резистивная нагрузкаЭлектрическая схема, рабочие фазы и форма выходного сигнала однофазного полумостового инвертора с резистивной нагрузкой изображены на рис.3. Тиристор Т1 находится в проводящем состоянии в течение периода Т0/2 (Г0 = 1//о). Тиристор Т2 включается в момент времени Т0/2 и инициирует отрицательный полупериод тока нагрузки, за счет чего тиристор Т1, выключается. В момент времени То снова включается тиристор T1 а тиристор Т2 выключается. Этот процесс повторяется, тем самым обеспечивается непрерывное прямоугольное напряжение на нагрузке. Это возможно, так как тиристоры T1 и Т2 одновременно не запускаются.
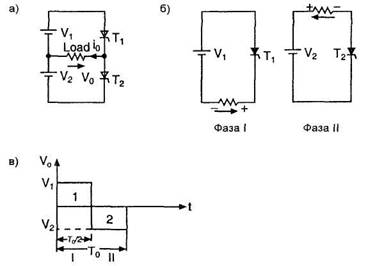 |
Рис.3 - а) Схема полумостового инвертора с резистивной нагрузкой;
б) Фазы работы схемы,
в) Форма напряжения и тока полумостового инвертора
1.3.2 Индуктивная нагрузкаПринцип действия схемы можно объяснить, рассмотрев четыре фазы ее работы. Диоды Dx и D2называются возвратными диодами. Инвертор не может управлять индуктивной нагрузкой без возвратных диодов. Без диодов в схеме имеются большие выбросы напряжения при переключении тиристоров, поскольку нагрузка индуктивная. Эти выбросы напряжения могут разрушить тиристоры. Электрическая схема, рабочие фазы и форма выходного сигнала однофазного полумостового инвертора с индуктивной нагрузкой изображены на рис.4.
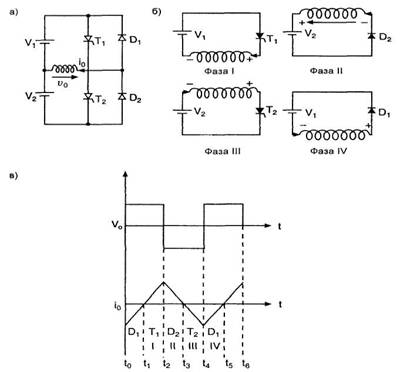 |
Фаза I. Тиристор Т1 находится в проводящем состоянии, и через нагрузку протекает ток положительного полупериода. Ток через индуктивную нагрузку линейно увеличивается. В момент времени t= t2 тиристор Т1 принудительно закрывается за счет изменения полярности напряжения на нагрузке. Направление тока при этом сохраняется.
Рис.4 - а) Схема полумостового инвертора с индуктивной нагрузкой;
б) Фазы работы схемы,
в) Форма напряжения полумостового инвертора
Фаза II. Ток со стороны нагрузки смещает в прямом направлении диод D2, и он переходит в состояние проводимости. Мощность со стороны нагрузки передается в источник питания V2. Когда величина тока падает до нуля, диод D2 запирается.
Фаза III. Пока диод D2 проводит ток, тиристор Т2 не может находиться в состоянии проводимости, поскольку он смещен в обратном направлении. Как только диод D2 запирается, можно включить тиристор Т2. На промежутке времени t2 - t3 напряжение и ток отрицательные, а мощность - положительная, то есть мощность передается от источника питания к нагрузке. В момент времени t= t4 тиристор Т2 принудительно включается.
Фаза IV. На индуктивной нагрузке изменяется полярность напряжения, но направление тока через нее сохраняется. За счет изменения полярности напряжения диод D1, смещается в прямом направлении. Ток теперь течет по направлению к источнику питания Vv, имеет место рециркуляция мощности. Этот процесс продолжается до тех пор, пока диод D1 не перейдет в закрытое состояние в момент времени t5. Если тиристор Т1 снова включить, вышеупомянутые процессы повторятся.
При работе инвертора на RL-нагрузку ток в цепи изменяется экспоненциально. Площади положительных и отрицательных периодов не равны, так как на резистивной компоненте нагрузки в противофазные периоды рассеиваются разные мощности.
Похожие работы
... сил зажима, а также сил, возникающих в процессе сварки, и реакции опор. Для удовлетворения вышеописанных требований мною было спроектировано приспособление, фиксирующее сборочные детали в единый узел и фиксирующее их от перемещений при сборке сварке изделия «Задний борт» механическими упорами и опарами. Использование специальной сборочно-сварочной оснастки позволяет повысить производительность ...

... элементов или конструкций из отожженного металла. Максимальная температура подогрева должна быть не выше температуры отжига для применяемого алюминиевого сплава. К числу технологических особенностей сварки алюминия необходимо отнести и предварительный подогрев. Он имеет важное значение в виду того, что окисная пленка на поверхности свариваемых алюминиевых металлоконструкций прекрасно адсорбирует ...
... полного затвердевания металла. 3. Состав оборудования В состав технологического оборудования, необходимого для выполнения сварочных работ при дуговой механизированной сварке в защитных газах входят: · источник питания; · сборочно-сварочные приспособления; · газовая аппаратура; · приборы газовой магистрали; · сварочный аппарат ( ...
... поворачивать изделия, имеющие нецилиндрическую форму, вращать вокруг своей осевой линии. Кантователи могут использоваться ручные либо на основе электроприводов, в зависимости от сложности работы. Другим важным оборудованием в сварочных процессах является манипулятор. С его помощью изделия устанавливают под нужным углом, а также поворачивают в требуемую позицию. С помощью манипуляторов ...
0 комментариев