Параллельный инвертор
Полумостовой инвертор с RLC – нагрузкой
Трехфазные инверторы
Многократный широтно-импульсный модулятор
Подключение через трансформатор
Инверторный аппарат ДС 250.33 для сварки покрытыми электродами
CV FCAW - жесткая характеристика Рекомендуется для механизированной сварки газозащитной или самозащитной порошковой проволокой
Сварочные инверторные аппараты MOS 138E
Навигация
Многократный широтно-импульсный модулятор
Инверторные источники питания для электродуговой сварки
78616
знаков
7
таблиц
28
изображений
1.8.2 Многократный широтно-импульсный модулятор
Многократный широтно-импульсный модулятор вырабатывает серию управляющих импульсов за полупериод цикла преобразования. Существуют два типа многократных широтно-импульсный модуляторов: а) широтно-импульсный модулятор с равными длительностями управляющих импульсов и б) синусоидальный широтно-импульсный модулятор.
Широтно-импульсный модулятор с равными длительностями управляющих импульсов
Формы сигналов симметричного широтно-импульсного модулятора или широтно-импульсного модулятора с равными длительностями управляющих импульсов изображены на рис.12а. Допустим, что V1 -напряжение треугольной формы, Vc - управляющее напряжение и Vo - выходное напряжение компаратора
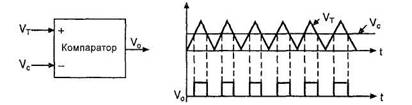 |
Рис.12а - Формы сигналов симметричного широтно-импульсного модулятора
В схеме управления опорное напряжение высокой частоты VT (треугольной формы) сравнивается с напряжением управления Vc. Выходное напряжение компаратора Vo высокое, когда больше Vc, и низкое, если Кт меньше Vc. Таким образом, выходное напряжение компаратора представляет собой последовательность импульсов. Сформированные таким образом импульсы можно использовать для управления мощными транзисторами. Если в инверторе используются тиристоры (инвертор Мак-Мюррея), основной тиристор запускается передним фронтом импульса, а вспомогательный тиристор - задним. Таким образом, многократный широтно-импульсный модулятор вырабатывает серию управляющих импульсов за полупериод цикла преобразования. Гармонические составляющие в выходном напряжении такого инвертора будут намного меньше, чем в инверторе с однократным широтно-импульсным модулятором.
Синусоидальный широтно-импульсный модулятор
Формы сигналов синусоидального широтно-импульсного модулятора изображены на рис.12б. В этой схеме напряжение треугольной формы сравнивается с синусоидальным управляющим напряжением. Входные напряжения компаратора Vc и VT. Выходное напряжение компаратора высокое, когда величина синусоидального управляющего напряжения больше, чем величина напряжения треугольной формы. Отношение величины управляющего напряжения к величине напряжения треугольной формы определяется как коэффициент модуляции. Следует заметить, что выходное напряжение компаратора представляет собой последовательность импульсов неравной длительности. В течение полупериода цикла преобразования длительность центрального импульса максимальна, а длительность крайних импульсов уменьшается. Длительность управляющих импульсов изменяется синусоидально. Этот тип широтно-импульсного модулятора называется асимметричным, так как длительности его управляющих импульсов неравны. Гармонические составляющие в выходном напряжении такого инвертора будут меньше, чем в инверторе с симметричным широтно-импульсным модулятором.
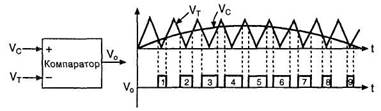 |
Рис.12б - Формы сигналов синусоидального широтно-импульсного модулятора
1.9 Управление гармоническими составляющими (управление формой напряжения)
Формы выходных напряжений инверторов могут быть прямоугольными, квазипрямоугольными, треугольными или в виде шестиступенчатых последовательностей импульсов. В выходном напряжении содержатся основная гармоника и ее высшие компоненты. Если инвертор используется в качестве источника питания асинхронного электродвигателя, высшие гармоники питающего напряжения вносят потери в виде дополнительного выделения тепла. Например, пятая гармоника питающего электродвигатель напряжения производит крутящий момент в противоположном направлении по отношению к основному крутящему моменту. Поэтому предпочтительно минимизировать коэффициент гармоник в выходном напряжении. Методы уменьшения гармоник следующие:
коммутация промежуточных отводов в трансформаторе;
подключение нагрузки через трансформатор;
использование фильтров;
использование широтно-импульсной модуляции.
1.9.1 Коммутация промежуточных отводов в трансформаторе
Электрическая схема инвертора с коммутацией промежуточных отводов в трансформаторе изображена на рис.13а. Схема этого инвертора похожа на схему параллельного инвертора. Когда один из тиристоров слева находится в проводящем состоянии, выходное напряжение инвертора -положительное, если же один из тиристоров справа находится в проводящем состоянии, выходное напряжение - отрицательное. Когда тиристор 1 запускается, напряжение источника питания прикладывается к половине первичной обмотки трансформатора. Выходное напряжение инвертора в этом случае минимальное, поскольку отношение «вольт/виток» минимальное.
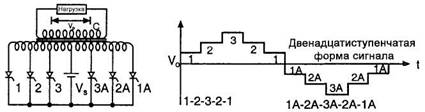 |
Рис.13а - Электрическая схема инвертора с коммутацией промежуточных отводов в трансформаторе
В следующий момент времени запускается тиристор 2, а тиристор 1 выключается. Отношение «вольт/виток» увеличивается, и выходное напряжение инвертора также увеличивается. После запуска тиристора 3 тиристор 2 выключается, выходное напряжение инвертора становится максимальным. Для получения двенадцатиступенчатой формы выходного напряжения тиристоры должны запускаться в последовательности 1-2-3-2-1-1А-2А-ЗА-2А-1А. Недостатком этой схемы является сложность запуска и коммутирования тиристоров.
Похожие работы
... сил зажима, а также сил, возникающих в процессе сварки, и реакции опор. Для удовлетворения вышеописанных требований мною было спроектировано приспособление, фиксирующее сборочные детали в единый узел и фиксирующее их от перемещений при сборке сварке изделия «Задний борт» механическими упорами и опарами. Использование специальной сборочно-сварочной оснастки позволяет повысить производительность ...

... элементов или конструкций из отожженного металла. Максимальная температура подогрева должна быть не выше температуры отжига для применяемого алюминиевого сплава. К числу технологических особенностей сварки алюминия необходимо отнести и предварительный подогрев. Он имеет важное значение в виду того, что окисная пленка на поверхности свариваемых алюминиевых металлоконструкций прекрасно адсорбирует ...
... полного затвердевания металла. 3. Состав оборудования В состав технологического оборудования, необходимого для выполнения сварочных работ при дуговой механизированной сварке в защитных газах входят: · источник питания; · сборочно-сварочные приспособления; · газовая аппаратура; · приборы газовой магистрали; · сварочный аппарат ( ...
... поворачивать изделия, имеющие нецилиндрическую форму, вращать вокруг своей осевой линии. Кантователи могут использоваться ручные либо на основе электроприводов, в зависимости от сложности работы. Другим важным оборудованием в сварочных процессах является манипулятор. С его помощью изделия устанавливают под нужным углом, а также поворачивают в требуемую позицию. С помощью манипуляторов ...
0 комментариев