Параллельный инвертор
Полумостовой инвертор с RLC – нагрузкой
Трехфазные инверторы
Многократный широтно-импульсный модулятор
Подключение через трансформатор
Инверторный аппарат ДС 250.33 для сварки покрытыми электродами
CV FCAW - жесткая характеристика Рекомендуется для механизированной сварки газозащитной или самозащитной порошковой проволокой
Сварочные инверторные аппараты MOS 138E
Навигация
Инверторный аппарат ДС 250.33 для сварки покрытыми электродами
Инверторные источники питания для электродуговой сварки
78616
знаков
7
таблиц
28
изображений
2.3 Инверторный аппарат ДС 250.33 для сварки покрытыми электродами
В НПП "ТЕХНОТРОН" разработан новый аппарат ДС 250.33 для сварки покрытыми электродами.
15-летний опыт производства и эксплуатации инверторных сварочных аппаратов, освоение новых производственных технологий и элементной базы с учетом современных мировых тенденций развития сварочного оборудования, а также опыт передовых компаний послужили основой для создания инверторного аппарата нового поколения.
Главными требованиями при разработке аппарата были надежность работы источника, высокий ПВ, простота эксплуатации, широкий температурный диапазон работы, возможность работы от автономных источников питания, хорошая ремонтопригодность.
Корпус аппарата выполнен из литых алюминиевых панелей, обеспечивающих жесткость каркаса. Порошковая покраска панелей и стенок предохраняет поверхность от коррозии и мелких повреждений. Выступающие на 15 мм панели защищают органы управления от случайных повреждений.
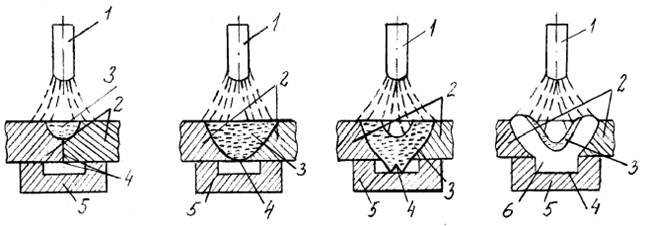
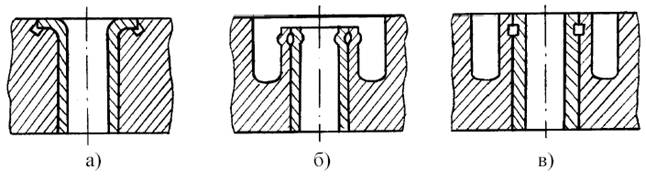
При разработке органов управления и отработке режимов разработчики столкнулись с противоречием: одна часть потребителей сварочного оборудования хотела бы иметь максимум функций в аппарате, в том числе и импульсный режим работы, удобный при сварке тонких деталей или в потолочном положении; другая, не менее значительная часть - только необходимый минимум ручек и регулировок. Задача была решена следующим образом. В базовом варианте (рис.18, а) имеется регулировка тока сварки и "форсирования" дуги. Кроме того, можно отключить "горячий старт" и выбрать наклон ВАХ.
При необходимости в источник вставляется блок импульсного режима (вместо заглушки), в котором предусмотрены регулировки тока пауза, времени импульса и паузы. Время снятия - установки блока 1 мин (рис.18, б).
Новый аппарат ДС 250.33 имеет следующие преимущества: в плавное регулирование сварочного тока в диапазоне от 25 до 250 А, точность задания тока - до 1 А, контролируется цифровым индикатором.
Таблица № 4. Технические характеристики аппарата ДС 250.33
| Напряжение питания, В | 380, -15/+10% |
| Потребляемая мощность, кВА | Не более 12 |
| Сварочный ток (плавно регулируемый), А | 25-250 |
| Номинальный режим работы ПН,% При 400 С При 200 С | 65 100 |
| Максимальный ток при ПН=100%, А | 200 |
| Диапазон рабочих температур, 0С | -40 – 40 |
| Масса, кг | 29 |
| Габаритные размеры, мм | 505х225х435 |
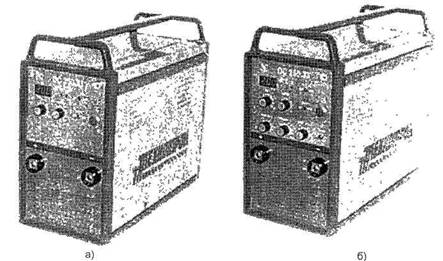 |
Рис.18 - Базовый вариант аппарата (а) и новый вариант ДС 250.33 с импульсным блоком (б)
• дистанционное управление сварочным током,
• цифровую индикацию параметров сварки тока сварки (А) и степени "форсирования дуги" (в относительных единицах);
• пониженное напряжение холостого хода 12В,
• систему "горячего старта", обеспечивающую легкое возбуждение сварочной дуги;
• устройство "антистик", защищающее от прилипания электрода;
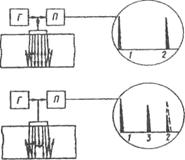
• возможность регулировки "форсирования" сварочной дуги, определяющей поведение сварочного тока в момент уменьшения и замыкания дугового промежутка (рис.19), уменьшение "форсирования" снижает разбрызгивание металла, а увеличение - уменьшает вероятность "прилипания" электрода, увеличивает проплавление и давление дуги;
• возможность выбора наклона ВАХ (0,4 или 1,25 В/А), позволяет управлять переносом металла в зависимости от конкретных условий сварки и типа электрода, что особенно важно при сварке целлюлозными электродами;
• автоматическое отключение при перегреве, пониженном напряжении и отсутствии одной из фаз питающего напряжения;
• заданный ток поддерживается вне зависимости от колебаний напряжения сети;
• в высокое выходное напряжение позволяет вести сварку при суммарной длине кабелей до 100 м;
• возможна поставка с блоком импульсного режима (исполнение 01) В этом случае цифровой индикатор отображает значение тока паузы (А), времени протекания тока импульса и тока паузы (с). Импульсный режим работы облегчает ведение процесса в различных пространственных положениях, сварку деталей малой толщины и снижает требования к квалификации сварщика, например при сварке вертикальных и потолочных швов. Управление тепловой мощностью дуги позволяет регулировать в широких пределах глубину проплавления и скорость кристаллизации металла шва при сварке труб и металлоконструкций в любом пространственном положении. Во время импульса тока мощность дуги нарастает, соответственно увеличивается количество расплавленного электродного и основного металлов. Снижение мощности дуги во время паузы способствует ускоренной кристаллизации жидкого металла сварочной ванны с одновременным снижением количества основного и электродного металлов. Используя импульсный режим, можно обеспечить требуемую проплавляющую способность дуги без опасности прожогов и получить большее количество наплавленного металла в единицу времени. При этом упрощается технология однопроходной сварки и выполнение корневых проходов при многослойной сварке труб и металлоконструкций без подкладок даже при больших допусках на сборку, повышается эффективность процесса сварки и улучшается формирование швов. Плавное очертание и мелкая чешуйчатость
швов соответствуют выбранному режиму пульсации дуги.
Питание источника осуществляется от стационарной трехфазной сети напряжением 380 В (50 Гц). Возможны колебания напряжения -15/+10 % (от 320 до 420 В) и колебания частоты -5/+15 Гц (от 45 до 65 Гц). Кпд источника около 85 %.
Предусмотрено питание источника от генератора (в составе передвижных машин). При этом аппарат потребляет не более 12 кВ • А на максимальном токе (250 А). И если при питании от стационарной сети это означает просто экономию электроэнергии, то при питании от дизель-генератора существенный выигрыш в количестве постов.
Возможно использование двух аппаратов при питании от генератора мощностью 30 кВт и четырех-пяти аппаратов - от генератора на 60 кВт.
Питание обычного инверторного источника от генератора имеет некоторые особенности.
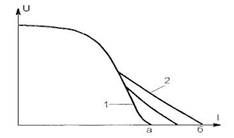 |
Рис.19 - ВАХ источника при слабом (1) и сильном (2) "форсировании" сварочной дуги
Большинство генераторов рассчитано на активно-индуктивную нагрузку, при которой с ростом потребления напряжение питания падает. Поэтому производители устанавливают на генераторе корректор напряжения, который создает положительную обратную связь по току, компенсируя падение напряжения на нагрузке. Обычный инверторный источник имеет емкостной характер потребления, поэтому с ростом нагрузки напряжение на генераторе возрастает, а наличие корректора напряжения приводит к еще большему его росту. Результатом может быть выход из строя и инвертора, и самого генератора от перенапряжений. Чтобы избежать этого, приходится снижать напряжение холостого хода генератора, использовать его не на полную мощность или ставить дополнительные фильтры.
Аппарат ДС 250 33 полностью лишен указанных недостатков. Встроенный LC-фильтр обеспечивает питание источника от генератора. Аппарат адаптирован к работе с любым генератором, обеспечивающим необходимые напряжение, частоту и мощность.
Источники используются в составе передвижных ремонтных мастерских на базе автомобилей "КамАЗ" "УРАЛ", тракторов ДТ-75 ТТ-4М и ТДТ-55А. При этом аппарат ДС 250 33 комплектуется набором амортизаторов, силовыми кабелями и дистанционным управлением на 25м. Возможно удлинение кабелей до 50 м (суммарная длина 100 м).
Конструктивно внутреннее оснащение источника элементами выполнено по принципу "трубы", через которую воздух прогоняется вентилятором. Дном и боковыми стенами служат соответственно "трубы", дно и боковые стенки источника верхняя же стенка представляет собой "гребенку" радиатора. На радиаторе в верхней части источника находятся силовые элементы и система управления в нижней части внутри "трубы" силовой трансформатор выходной дроссель и другие элементы. Таким образом источник как бы разделен на две части. Такая компоновка дает явные преимущества, во-первых резко возрастает интенсивность охлаждения радиаторов во-вторых, пыль, которая, учитывая возможные места использования источника, может иметь и металлическую составляющую не попадает в верхнюю часть источника, где находится наиболее чувствительная к ней система управления.
Аппарат имеет микропроцессорное управление. Электронные платы собраны по технологии поверхностного монтажа, имеют защитную маску и покрыты двойным слоем лака. Все элементы рассчитаны на температурный диапазон работы от -40 до 40 °С.
Электронные платы не требуют дополнительной настройки имеют быстроразъемные соединения и могут быть заменены в течение 30 мин.
Аппараты проходят периодические испытания в камере тепла и холода при температуре от -40 до 40 °С на вибростенде, стенде радиопомех и при питании дизель-генератора мощностью 30 кВт. Перед отправкой потребителю все аппараты испытывают на полигоне.
Инверторный аппарат ДС 250 33 для сварки покрытыми электродами предназначен для работы в цеховых и трассовых условиях при питании как от стационарной сети, так и от генератора. Он сочетает в себе современные достижения в области техники и технологии сварки с простотой и удобством эксплуатации.
2.4 Универсальный сварочный инверторный источник общего назначения Invertec V300-1В отечественном сварочном производстве давно существует потребность в надежном инверторном источнике на ток 300 А. При этом с точки зрения потребительских свойств (массы, минимума пульсаций, отсутствия неприятного звука) это должен быть высокочастотный, т.е. транзисторный инвертор. Основными недостатками выпускаемых в настоящее время машин такого класса являются низкая ПВ и недостаточный диапазон рабочих температур. Это в сочетании с высокой ценой сдерживает массово применение инверторных источников.
Сегодня на российском рынке появилась машина без указанных недостатков, учитывающая все тонкости эксплуатации сварочного оборудования на российских предприятиях.
Инверторный источник питания Invertec V300-1 является базовым для целой серии инверторов фирмы The Lincoln Electric Company и предназначен для ручной дуговой сварки штучным электродом, аргонодуговой неплавящимся электродом, механизированной сплошной или порошковой проволокой. Основные технические характеристики машины приведены в таблице №5.
Таблица № 5
| Сеть питания | Номинальные выходные параметры | Выходной ток, А при напряжении, В | Сварочный ток, А | Габаритные размеры, мм | Масса, кг | ||||||
| Ток, А | Напряжжение, В | ПВ, % | 200 | 220 | 380 | 415 | 440 | ||||
| Трёхфазная | 300 | 32 | 60 | 43 | 39 | 25 | 25 | 22 | 5-300 | 475х274х564 | 29 |
| 50/60 Гц | 250 | 30 | 100 | 34 | 41 | 20 | 20 | 8 | |||
| Однофазная | 300 | 32 | 60 | 53 | 47 | 32 | 32 | 29 | |||
| 50/60 Гц | 250 | 30 | 100 | 42 | 39 | 25 | 25 | 22 |
В основе конструкции лежит транзисторный инвертор с частотой преобразования 20 кГц. Высокая частота позволяет исключить характерное для источников такого рода неприятное звучание, особенно на больших токах, а также дает исключительно гладкую выходную характеристику и большие возможности для управления основными сварочными параметрами током (падающая характеристика) или напряжением (жесткая).
Установку режимов и параметров сварки выполняют с помощью органов управления, расположенных на передней панели источника (рис 20).
Тип используемого процесса устанавливают с помощью пятипозиционного переключателя:
1. GTAW - аргонодуговая сварка неплавящимся электродом. Позволяет легко возбуждать дугу путем касания электродом изделия либо с помощью высокочастотного устройства.
2 СС SOFT - крутопадающая характеристика, "мягкая" дуга. Рекомендуется для ручной дуговой сварки электродами с основным покрытием типа ЕХХ18-ЕХХ28 по AWS;
3. СС CRISP - пологопадающая характеристика, "жесткая" дуга. Используется для ручной дуговой сварки электродами с целлюлозным покрытием типа ЕХХ10-ЕХХ14 по AWS. Данный режим можно также применять для разогрева изделия электрическим током и выполнения теста работоспособности аппарата подачей активных нагрузок.
Похожие работы
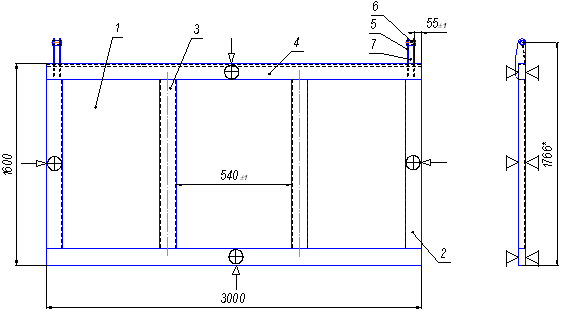
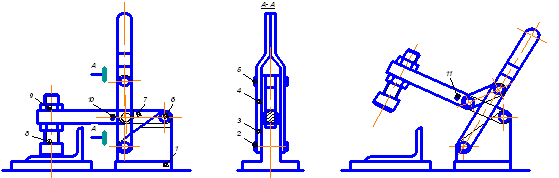
... сил зажима, а также сил, возникающих в процессе сварки, и реакции опор. Для удовлетворения вышеописанных требований мною было спроектировано приспособление, фиксирующее сборочные детали в единый узел и фиксирующее их от перемещений при сборке сварке изделия «Задний борт» механическими упорами и опарами. Использование специальной сборочно-сварочной оснастки позволяет повысить производительность ...

... элементов или конструкций из отожженного металла. Максимальная температура подогрева должна быть не выше температуры отжига для применяемого алюминиевого сплава. К числу технологических особенностей сварки алюминия необходимо отнести и предварительный подогрев. Он имеет важное значение в виду того, что окисная пленка на поверхности свариваемых алюминиевых металлоконструкций прекрасно адсорбирует ...
... полного затвердевания металла. 3. Состав оборудования В состав технологического оборудования, необходимого для выполнения сварочных работ при дуговой механизированной сварке в защитных газах входят: · источник питания; · сборочно-сварочные приспособления; · газовая аппаратура; · приборы газовой магистрали; · сварочный аппарат ( ...
... поворачивать изделия, имеющие нецилиндрическую форму, вращать вокруг своей осевой линии. Кантователи могут использоваться ручные либо на основе электроприводов, в зависимости от сложности работы. Другим важным оборудованием в сварочных процессах является манипулятор. С его помощью изделия устанавливают под нужным углом, а также поворачивают в требуемую позицию. С помощью манипуляторов ...
0 комментариев