Параллельный инвертор
Полумостовой инвертор с RLC – нагрузкой
Трехфазные инверторы
Многократный широтно-импульсный модулятор
Подключение через трансформатор
Инверторный аппарат ДС 250.33 для сварки покрытыми электродами
CV FCAW - жесткая характеристика Рекомендуется для механизированной сварки газозащитной или самозащитной порошковой проволокой
Сварочные инверторные аппараты MOS 138E
Навигация
Подключение через трансформатор
Инверторные источники питания для электродуговой сварки
78616
знаков
7
таблиц
28
изображений
1.9.2 Подключение через трансформатор
Схема компенсации гармонических составляющих с помощью двух трансформаторов изображена на рис.13б. Выходное напряжение в этой схеме является векторной суммой выходных напряжений двух инверторов. Этот метод применяется для компенсации конкретной гармонической составляющей в выходном напряжении (избирательное устранение гармоник). Вторичные обмотки этих двух трансформаторов включены последовательно таким образом, чтобы V1 + V2 = Vo. Запуск тиристоров второго инвертора запаздывает на угол θ по отношения к запуску тиристоров первого инвертора. Форма выходного напряжения V0 может быть получена суммированием напряжений V1 и V2. Форма выходного напряжения представляет собой 120-градусные квазипрямоугольные импульсы. На рис.13в показаны векторные диаграммы основных и третьих гармоник выходных напряжений инверторов при угле запаздывании 0 = 60°.
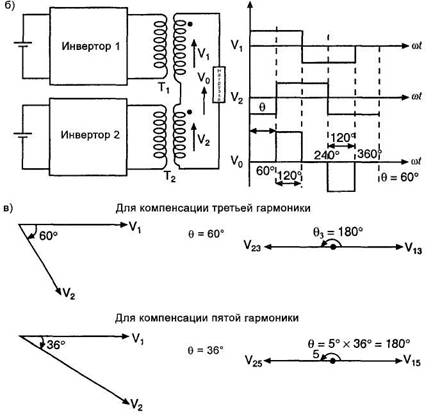 |
Рис.13 - б) Подключение нагрузки через трансформатор в) Векторная диаграмма
Напряжения третьих гармоник находятся в противофазе друг к другу. Поэтому в суммарном выходном напряжении инверторов третья гармоника отсутствует. Выбрав угол запаздывания θ = 36°, можно скомпенсировать в выходном напряжении пятую гармонику. Недостатком этой схемы является то, что требуются два инвертора и два одинаковых трансформатора.
1.9.3. Использование фильтров
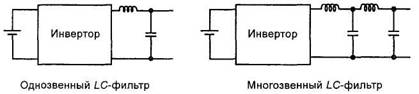 |
Различные типы используемых фильтров изображены на рис.13г. В однозвенном LС-фильтре реактивное сопротивление индуктивности L с увеличением частоты увеличивается, то есть высокочастотные компоненты на выходе существенно ослабляются. С увеличением индуктивности L увеличиваются омические потери в фильтре. Конденсатор С обладает высоким реактивным сопротивлением на низких частотах, но при этом эффективно шунтирует высокочастотные компоненты. Оптимальный выбор элементов фильтра позволяет увеличить рабочий ток инвертора без существенного увеличения потерь в LC-фильтре
Рис.13г - Использование фильтров
Некоторая часть гармоник все же проходит через однозвенный LC-фильтр в нагрузку. Существенно улучшить фильтрацию гармоник можно с помощью использования многозвенных LC-фильтров. Размер индуктивности фильтра можно уменьшить, подключив его ко вторичной обмотке понижающего трансформатора.
Если инвертор работает на фиксированной частоте, можно использовать последовательный резонансный LС-фильтр. Значениях и С выбираются так, чтобы их собственная резонансная частота фильтра была равна выходной частоте инвертора. Фильтр и нагрузочное сопротивление работают как последовательный низкодобротный резонансный контур. Электрический ток в такой цепи находится в фазе с выходным напряжением, поэтому напряжение нагрузочного сопротивления синусоидально. Применение реактивных фильтров предпочтительно для высокочастотных устройств.
2 Инверторные источники питания для дуговой сварки
2.1 Начало развития и внедрение в производство инверторных источников питания
В наступившем веке бесспорным лидером в производстве сварочной техники становятся инверторные источники питания. При их применении потери электроэнергии снижаются до 10 раз, материалоемкость оборудования - до 10-12 раз, а ПР источника повышается до 80-100 %. Уменьшаются размеры и масса сварочных аппаратов. Основным достоинством инверторной техники является ее мобильность, что позволяет использовать подобные агрегаты при выполнении монтажных работ в стационарных и полевых условиях.
В 1905 г. австрийский профессор Розенберг разработал специальный сварочный генератор поперечного поля, у которого с ростом сварочного тока изменялось напряжение дуги. Это был, пожалуй, один из самых первых шагов в развитии регулируемых источников питания.
В 1907 г. на заводе Lincoln Electric был выпущен генератор с изменяемым напряжением. Через 20 лет русский ученый В. П. Никитин получил патент на первый в мире однокорпусный комбинированный трансформатор-регулятор для дуговой сварки.
В начале 50-х гг. появились полупроводниковые селеновые диоды. Это позволило разработчикам создать сварочные выпрямители, состоящие из трансформатора и выпрямительного диодного блока.
Позже, в 70-е гг. с появлением силовых кремниевых тиристоров стало возможно плавно изменять сварочный ток и выходные ВАХ сварочных аппаратов не за счет трансформатора, а на основе обратных связей и фазовой регулировки угла включения тиристоров.
В 1977 г. на рынке сварочного оборудования появился источник питания Hiiark-250 финской фирмы Kemppi, собранный на базе "скоростных тиристоров", обеспечивших преобразование постоянного тока в переменный с частотой 2-3 кГц. Это стало началом развития инверторных источников питания в сварочной технике.
В обычных выпрямителях трансформатор работает на сетевой частоте 50 Гц. Повышение частоты до 2 кГц и более позволило существенно уменьшить массу и габаритные размеры сварочного инвертора. Если у обычных сварочных выпрямителей отношение сварочного тока к единице массы около 1-1,5 А/кг, то у инверторов на "скоростных тиристорах" этот показатель равен 4-5 А/кг.
Смысл инвертирования заключается в поэтапном преобразовании энергии. Питающее сетевое напряжение выпрямляется на диодном мостике, затем преобразуется в переменное высокочастотное в блоке инвертора и понижается в трансформаторе до рабочего сварочного. А выходной выпрямитель преобразует переменное напряжение в постоянное. Весь процесс регулируется за счет обратных связей блоком управления, который обеспечивает необходимые характеристики сварочного тока.
Инверторы также отличаются низкой пульсацией выпрямленного тока, высокой скоростью регулировки, возможностью получения разнообразных ВАХ и высоким (до 90 %) КПД.
Сравнительные характеристики инверторных сварочных аппаратов приведены в таблице № 1.
Классическим примером тиристорного инвертора является сварочный универсальный источник питания LUA-400 фирмы ESAB. Шесть различных ВАХ позволяют использовать его при сварке в углекислом газе, ручной дуговой, аргонодуговой и сварке алюминиевой проволокой пульсирующей дугой.
С появлением модульных биполярных транзисторов с изолированным затвором (IGBT) сварочные трансформаторы стали работать на частоте до 20 кГц. При этом отношение сварочного тока к единице массы источника питания повысилось вдвое. На базе IGBT-транзисторов стали выпускать маленькие бытовые источники питания для ручной дуговой сварки, а также импульснодуговой и механизированной сварки в защитных газах, плазменной резки.
Последующая стадия развития сварочных инверторов связана с появлением в 90-х гг. полевых МОП-транзисторов серии MOSFET. Частота за счет силовых полевых транзисторов повысилась до нескольких десятков килогерц. На их базе фирма ESAB стала выпускать установки для ручной дуговой сварки Power lnvert-315 с частотой 24 кГц и малогабаритные источники Caddi-130, 140 и 200. Дальнейшее развитие инверторной техники пошло по пути совершенствования MOSFET-транзисторов. Выпущенный той же фирмой источник Caddi-250 массой 11 кг работает на частоте 49 кГц.
В 2001 г. в Эссене фирма Kemppi продемонстрировала малогабаритные переносные сварочные инверторы Minarc-110 и 140 массой 4,2 кг и рабочей частотой 80 кГц. При длине электрокабеля до 50 м переносной Minarc -идеальный аппарат для работы в труднодоступных местах. Он предназначен для использования разнотипных электродов и имеет особый износостойкий корпус.
Современные инверторы lnvertec-140 и 160 американской фирмы Lincoln Electric - это аппараты со специальной схемой стабилизации питания для надежной работы от автономных генераторов мощности. При аргонодуговой сварке поджиг дуги осуществляется методом точечного касания.
К сожалению, следует признать, что отечественные производители сварочной техники намного отстали от мирового уровня развития инверторных источников в связи с общим спадом экономики за последние 10 лет. И все-таки, общая тенденция сохраняется. Российские изготовители также предлагают инверторные источники.
Среди них сварочные выпрямители серии "Форсаж" Государственного Рязанского приборного завода. Эти установки предназначены для сварки низкоуглеродистых, низколегированных и коррозионно-стойких сталей. Они имеют плавную регулировку сварочного тока, снабжены вентилятором и защитой от перегрева. Диапазон сварочного тока от 40 до 315 А, масса 6,7-12,5 кг.
Сварочный инверторный аппарат "Торус-200" предназначен для дуговой сварки постоянным током. Несмотря на маленький размер (115х185х280 мм) и массу около 5 кг, диапазон сварочного тока у него 40-200 А. Этот сравнительно недорогой источник может работать от бытовой сети дома, на приусадебных участках, в гаражах и т. д.
В настоящее время лучшими среди сварочных аппаратов инверторного типа признаны самые малогабаритные в мире серии ВМЕ, разработанные в ООО НПЦ "ПромЭл-2000" (изготовитель ОАО "Машиностроительный завод "Прогресс", Астрахань). Они удостоены Золотой медали Международного салона инноваций и инвестиций (Москва, 2002 г.), а также множества дипломов международных и региональных выставок.
Таблица № 1
| Аппарат, фирма-изготовитель, страна | Диапазон регулирования сварочного тока, А | Габаритные размеры, мм | Масса, кг | ПВ,% |
| Master-1500, Kemppi, Финляндия | 15-150 | 390x155x285 | 10 | 20 |
| Mmarc-140, Kemppi, Финляндия | 10-140 | 305x123x250 | 4,8 | 80 |
| InvertecV 160-S, Lincoln Electric, США | 5-160 | 320x200x430 | 10,5 | - |
| Caddy Tig 150, ESAB, Швеция | 3-150 | 310x130x250 | 5,5 | 25 |
| Tecnica 1600, Telwin, Италия | 5-150 | 280x150x195 | 3,3 | 10 |
| Mito 160 MMA, Mito, Италия | 5-160 | 175x430x245 | 14 | 60 |
| TINY 150, Kjellberg, Германия | 5-150 | 320x110x260 | 5,4 | 35 |
| SI601, Cemont, Италия | 5-150 | 145x235x340 | 7,7 | 35 |
| Topyc-200, OOO "TOP", Россия | 40-200 | 115 x 185 x 280 | 5 | 40 |
| Форсаж-160, Государственный Рязанский приборный завод, Россия | 40-315 | 410x180x390 | 10 | 60 |
| ВДУ4-1371, АО "Спецэлектромаш", Россия | 5-130 | 365x139x196 | 8 | 100 |
| BME-160, ОООНПЦ"ПромЭл-2000", Россия ЭЛ-2000", Россия | 15-160 | 175x300x86 | 3,6 | 80 |
| Примечание. Напряжение питающей сети 220 В. |
Таблица № 2
| Аппарат | Напряжение питающей сети, В | Диапазон регулирования сварочного тока, А | Напряжение холостого хода, В | Габаритные размеры, мм | Масса, кг |
| ВМЕ-120 | 220 | 10-120 | 60-80 | 140x250x65 | 2,2 |
| ВМЕ-140 | 220 | 10-140 | 60-80 | 140x250x65 | 2,3 |
| ВМЕ-160 | 220 | 10-160 | 60-80 | 175x300x86 | 3,6 |
| ВМ-300 | 380 | 50-300 | 50-70 | 406x310x90 | 8,0 |
| ВМ-420 | 380 | 50-420 | 60-80 | 540x314x90 | 12,0 |
| Примечание Для всех аппаратов ПВ = 80 % |
Таблица № 3
| Источник | Напряжение питающей сети, В | Диапазон регулирования длительности действия прямого и обратного тока, с | Диапазон регулирования амплитуды прямого и обратного тока,А | ПВ, % | Габаритные размеры, мм | Масса, кг |
| ВМ 120 | 220 | - | 20-120 | 100 | 276x270x65 | 2,2 |
| ВМ 120Р | 220 | 6-600 Плавно | Плавно | 100 | 276x270x65 | 3,7 |
ООО НПЦ "ПромЭл-2000" уже три года работает на российском рынке. За это время разработаны и запущены в серийное производство малогабаритные инверторные сварочные аппараты, технические характеристики которых приведены в таблице № 2.
Разработаны и внедрены в производство также малогабаритные гальванические источники питания инверторного типа (таблица № 3).
Малогабаритные сварочные аппараты серии ВМЕ на основе высокочастотных транзисторных инверторов предназначены для высококачественной ручной дуговой сварки покрытыми электродами диаметром 1,6-6 мм током прямой и обратной полярности. Аппараты обеспечивают легкий поджиг, устойчивое горение и эластичность дуги, минимальное разбрызгивание металла, надежность и высокое качество сварных швов, сварку большинства углеродистых, легированных и коррозионно-стойких сталей. Их применение гарантирует безопасность работы согласно международным нормам IEC 974.
Соответствуя по основным параметрам сварки аналогичным зарубежным изделиям таких ведущих производителей, как Telwin, Fronius, EWM, аппараты серии ВМЕ имеют меньшие массу и габаритные размеры, высокую продолжительность включения и значительно меньшую стоимость.
Силовые источники питания для сварки и в дальнейшем будут совершенствоваться, что расширит их функциональные возможности.
2.2 Особенности работы сварочных инверторов от автономных источников питанияВ последнее время возрастает применение автономных установок, оборудованных сварочными постами - передвижных ремонтных мастерских, аварийных машин и т. п. В них на шасси установлена коробка отбора мощности с генератором или дизель-генератор и различные потребители, в том числе сварочные посты. Нередко предпочтение отдается инверторным сварочным аппаратам из-за их сравнительно высокого КПД (10-15 кВт при токе сварки до 250 А) и небольших габаритных размерах и массы. К сожалению, производители подобных машин часто ограничиваются подбором генератора и сварочных источников исходя только из мощностных характеристик, что приводит к выходу из строя сварочных аппаратов, а нередко и самих генераторов.
При работе сварочных инверторов от автономных источников питания необходимо учитывать особенности и тех, и других. Так, при индуктивной нагрузке (сварочный трансформатор) внешняя характеристика синхронного генератора имеет резко падающий характер, причем с уменьшением cosφ падение напряжения усиливается (рис 14, кривые 1, 2). При активно-емкостной нагрузке (сварочный инвертор) cosφ опережающий и с ростом потребляемого тока напряжение возрастает тем сильнее, чем меньше cosφ (см рис 14, кривые 4, 5). При U = 0 (короткое замыкание) все характеристики пересекаются в одной точке, соответствующей значению тока трехфазного короткого замыкания.
Поскольку в основном характер потребляемого тока активно-индуктивный, изготовители генераторов вводят дополнительную положительную обратную связь по току для компенсации падения напряжения на нагрузке, тес ростом тока в нагрузке генератор повышает напряжение.
Инверторные источники имеют емкостной характер нагрузки, поэтому с ростом тока напряжение возрастает, а наличие положительной обратной связи по току приводит к еще большему росту напряжения. Результатом может быть выход из строя инвертора или самого генератора из-за перенапряжений.
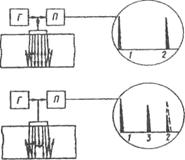
Структурная схема типичного инверторного сварочного источника приведена на рис 15. Трехфазное напряжение выпрямляется выпрямителем В и сглаживается емкостным фильтром Сф. Инвертор И преобразует постоянное напряжение в переменное повышенной частоты, которое понижается трансформатором и выпрямляется выпрямителем В и далее через индуктивный фильтр Сф поступает в нагрузку RH.
На рис. 16 приведены осциллограммы линейного напряжения на входе обычного инверторного источника (ток сварки 150 А) при питании от синхронного генератора АД-30 мощностью 30 кВт. Емкость конденсатора фильтра Сф равна 40 мкФ. Видно, что кривая линейного напряжения имеет значительные искажения, а амплитуда превышает 700 В. Уменьшение емкости фильтра в 4 раза снижает амплитуду линейного напряжения до 610 В, но в кривой потребляемого тока появляется высокочастотная составляющая, равная частоте инвертирования, что нежелательно.
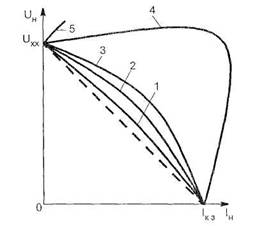 |
Рис.14 - Внешние характеристики синхронного генератора
(3 -cos(φ= 1)
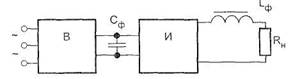 |
Рис.15 - Структурная схема инверторного сварочного источника
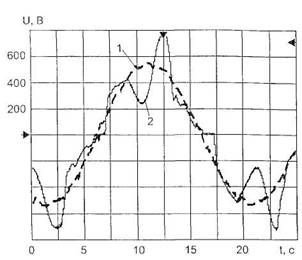 |
Рис.16 - Линейное напряжение генератора АД-30: 1- холостой ход, 2 -при питании обычного инвертора
С ростом потребляемого тока возрастает действующее значение напряжения генератора, причем приращение напряжения зависит от соотношения потребляемой и номинальной мощностей генератора. Так, при питании четырех обычных сварочных инверторов с суммарной потребляемой мощностью 34 кВт от генератора БГ-100 оно составило 10 В, а при питании такого же числа инверторов от генератора БГ -60 - 40 В. При этом амплитудное значение линейного напряжения возросло от 540 до 696 В. Применение генератора БГ-30 обеспечивает нормальную работу только одного обычного инверторного источника без проведения дополнительных мероприятий.
Именно по этой причине многие изготовители инверторных источников указывают, что суммарная потребляемая мощность не должна быть больше 50 % номинальной мощности автономного генератора. Это обусловливает необходимость либо заказывать генераторы с корректорами напряжения, адаптированными для работы с активно-емкостной нагрузкой, либо использовать серийно выпускаемые генераторы с двойным запасом мощности, либо приспосабливать инверторы для обеспечения нормальной работы. В первом случае требуется значительное время, во втором - возникают неоправданные затраты. Ниже приведены варианты решения этой проблемы.
Снижение напряжения холостого хода генератора с 380 до 350-360 В и повышение частоты до 52 Гц позволяют обеспечить нормальную работу источников. Например, при питании четырех источников с потребляемой мощностью по 12-15 кВт от генератора БГ-60 линейное напряжение возрастает до 380 В. Это решение приемлемо для генераторов мощностью от 60 кВт, но не всегда подходит для генераторов меньшей мощности.
Включение дополнительной нагрузки в виде сушильных шкафов мощностью 4 кВт снижает приращение напряжения на 4 В при питании от генератора БГ-100, а при питании от генератора БГ -60 - на 74 В. При этом лучше иметь на каждый сварочный пост свою электропечь, а работу организовать так, чтобы электроэнергия потреблялась от генератора непрерывно, когда выключение терморегулятором одной электропечи сопровождалось бы включением другой. Такой способ несколько ограничен в применении.
Включение последовательно в каждый сетевой провод индуктивности и увеличение емкости Сф позволяет обеспечить работу двух источников с потреблением 12-15 кВт от генератора мощностью 30 кВт. Такой вариант решения требует дополнительных фильтров и вмешательства в электрическую схему сварочного источника.
Для устранения искажений напряжения генератора и уменьшения высокочастотных гармонических составляющих необходимо введение радиофильтра и сглаживающих конденсаторов в соответствии с рекомендациями завода-изготовителя генератора и работы.
 |
В ряде случаев необходимо модернизировать регулятор напряжения генератора (блок корректора напряжения), так как при дуговой сварке могут возникнуть низкочастотные колебания напряжения, при которых мгновенные значения напряжения генератора превысят допустимые для данного типа инверторного источника. Например, вместо положительной обратной связи по току ввести отрицательную и изменить параметры корректирующих звеньев регулятора. Это требует вмешательства в электрическую схему генератора и не всегда приводит к желаемому результату.
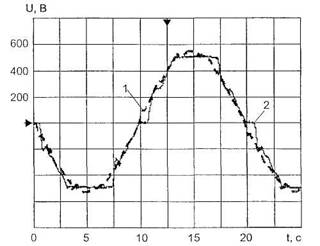
Рис.17 - Линейное напряжение генератора БГ-30:1 - холостой ход, 2 -при питании ДС 250.33
Использование в инверторе LC-фильтра вместо емкостного благоприятно сказывается на работе генератора позволяет исключить перенапряжения и полностью использовать мощность.
Инверторный источник ДС 250 33 для сварки покрытыми электродами предназначен для работы в тяжелых трассовых условиях, снабжен встроенными LC-фильтрами и адаптирован для работы от автономных генераторов. На рис 17 приведены осциллограммы линейного напряжения генератора БГ-30 при питании от него двух источников ДС 250 33 Видно, что перенапряжения отсутствуют.
Похожие работы
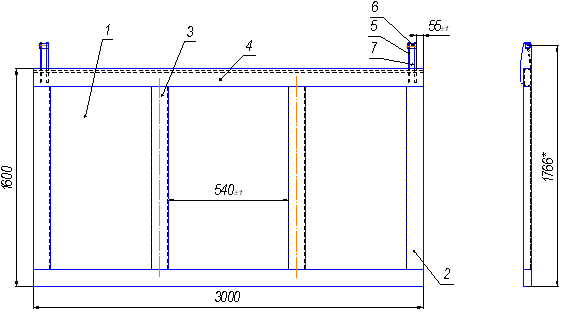
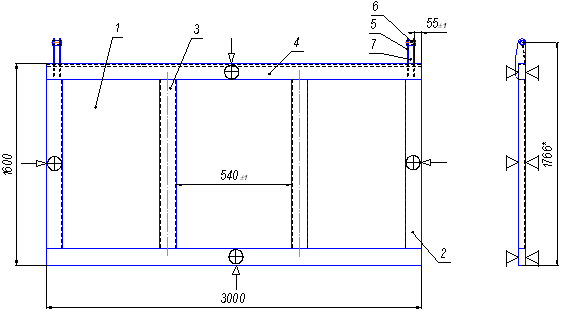
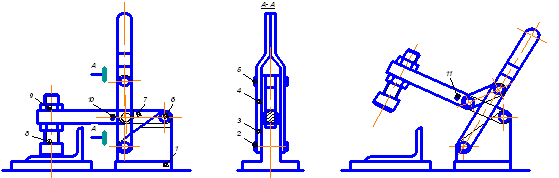
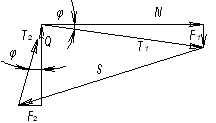
... сил зажима, а также сил, возникающих в процессе сварки, и реакции опор. Для удовлетворения вышеописанных требований мною было спроектировано приспособление, фиксирующее сборочные детали в единый узел и фиксирующее их от перемещений при сборке сварке изделия «Задний борт» механическими упорами и опарами. Использование специальной сборочно-сварочной оснастки позволяет повысить производительность ...

... элементов или конструкций из отожженного металла. Максимальная температура подогрева должна быть не выше температуры отжига для применяемого алюминиевого сплава. К числу технологических особенностей сварки алюминия необходимо отнести и предварительный подогрев. Он имеет важное значение в виду того, что окисная пленка на поверхности свариваемых алюминиевых металлоконструкций прекрасно адсорбирует ...
... полного затвердевания металла. 3. Состав оборудования В состав технологического оборудования, необходимого для выполнения сварочных работ при дуговой механизированной сварке в защитных газах входят: · источник питания; · сборочно-сварочные приспособления; · газовая аппаратура; · приборы газовой магистрали; · сварочный аппарат ( ...
... поворачивать изделия, имеющие нецилиндрическую форму, вращать вокруг своей осевой линии. Кантователи могут использоваться ручные либо на основе электроприводов, в зависимости от сложности работы. Другим важным оборудованием в сварочных процессах является манипулятор. С его помощью изделия устанавливают под нужным углом, а также поворачивают в требуемую позицию. С помощью манипуляторов ...
0 комментариев