Параллельный инвертор
Полумостовой инвертор с RLC – нагрузкой
Трехфазные инверторы
Многократный широтно-импульсный модулятор
Подключение через трансформатор
Инверторный аппарат ДС 250.33 для сварки покрытыми электродами
CV FCAW - жесткая характеристика Рекомендуется для механизированной сварки газозащитной или самозащитной порошковой проволокой
Сварочные инверторные аппараты MOS 138E
Навигация
CV FCAW - жесткая характеристика Рекомендуется для механизированной сварки газозащитной или самозащитной порошковой проволокой
Инверторные источники питания для электродуговой сварки
78616
знаков
7
таблиц
28
изображений
4. CV FCAW - жесткая характеристика Рекомендуется для механизированной сварки газозащитной или самозащитной порошковой проволокой.
5. CV GMAW - жесткая характеристика Применяется при механизированной сварке сплошной проволокой в защитном газе. Сварку можно вести в режимах переноса металла сериями в процессе коротких замыканий, а также капельного или струйного переноса. При сварочном напряжении ниже 16 В сварку сплошной проволокой в защитном газе рекомендуется выполнять в режиме CV FCAW.
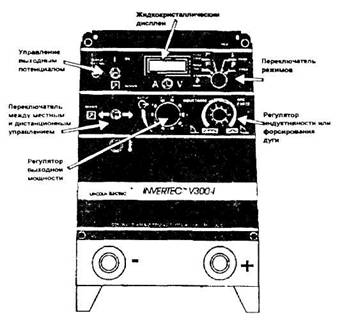
Регулировку выходной мощности во всем диапазоне обеспечивает плавный регулятор Заданные значения напряжения или тока (в зависимости от выбранного режима) индицируются на жидкокристаллическом дисплее. Во время сварки дисплей показывает реальные значения тока или напряжения, измеряемые на выходных клеммах источника. Для выбора индицируемого параметра достаточно установить в необходимое положение специальный тумблер, расположенный рядом с индикатором Для установки правильной полярности измеряемого напряжения используют двухпозиционный переключатель, расположенный на задней стенке корпуса машины.
Источник оснащен специальным регулятором форсирования дуги или индуктивности сварочного контура Arc Fcrce / Inductance Control (рис.21), который применяют во всех указанных сварочных процессах за исключением аргонодуговой сварки вольфрамовым электродом (GTAW). При крутопадающей вольт-амперной характеристике регулятор изменяет ток короткого замыкания, управляя степенью активности сварочной дуги в момент закорачивания дугового промежутка. Дуга становится "мягкой" при установке регулятора на минимальные значения по относительной шкале. При максимальных значениях давление проплавления) дуги увеличивается, она становится более подвижной. При этом увеличивается разбрызгивание.
 |
При жесткой вольт-амперной характеристике регулятор изменяет количество индуктивности вводимой в сварочную цепь. При этом изменяется динамика роста или снижается сварочный ток при изменении напряжения вследствие влияния так называемого 'Пинч-эффекта". Последнее наиболее ощутимо при сварке на режиме переноса металла сериями коротких замыканий.
Рис.20 – Панель управления источника Invertec V300-1
При сварке порошковой проволокой рекомендуется устанавливать регулятор в положение, соответствующее максимуму. Для сварки сплошной проволокой в СО2 или смеси газов с большим содержанием СО2 на шкале устанавливают одно из значений верхней половины диапазона. При использовании в качестве защитной среды смеси инертных газов рекомендуется первая половина шкалы.
Источник имеет возможность дистанционного управления путем подачи напряжения на выходные терминалы и регулировки выходной мощности с помощью двух двухпозиционных переключателей установки режима дистанционного управления. Один из них управляет подачей напряжения на выходные клеммы источника. При этом возможны два положения: на клеммах постоянно присутствует потенциал (ручная дуговая сварка штучными электродами, аргонодуговая сварка вольфрамовым электродом, воздушная строжка) и потенциал подается на клеммы только при нажатии кнопки на горелке (механизированная сварка).
Другой тумблер выбирает режим регулировки выходной мощности, управление которой может происходить либо с помощью регулятора, установленного непосредственно на источнике, либо со специального пульта дистанционного управления Длина стандартных кабелей пульта ДУ составляет 7,6 или 30,2 м. Допускается параллельная работа двух источников для увеличения выходной мощности.
Такое разнообразие режимов и функций предполагает использование источника питания lnvertecV300-1 с большим количеством дополнительного оборудования. Далее рассматриваются примеры наиболее распространенного применения источника.
Аргонодуговая сварка неплавящимся электродом. Для использования вместе с источником разработан специальный блок DC TIG Starter, крепящийся под источником и увеличивающий его высоту на 20 см. При этом полностью сохраняется легкость и удобство при переноске. Блок обеспечивает следующие функции: высокочастотный старт дуги без касания электродом детали; управление подачей инертного газа, фиксированную предварительную подачу и программируемую задержку отключения газа; регулировку спада тока при заварке кратера; выбор двух или четырехшагового сварочного цикла.
Механизированная сварка в цеховых условиях. Источник питания Invertec V300-1 обеспечивает использование практически всех подающих устройств производства The Lincoln Electric Companv. Также возможно подключение подающих механизмов, работающих на переменном токе при 42 или 115 В. Диапазон тока, равный 5-350 А, позволяет использовать проволоку диаметром 0,6-1,6 мм э функция управления индуктивностью - точно подстроить сварочную систему для конкретного применения.
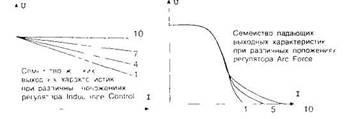 |
Рис.21 – а) жёсткие выходные характеристики при различном положении регулятора Inductance Control; б) падающие выходные характеристики при различном положении регулятора Arc Force.
Механизированная сварка в монтажных условиях. Для этого рекомендуется применять подающии механизм LN-25, который не требует кабеля управления и питания, а работает при включении в сварочную цепь. Комплект Invertec V300-1/LN-25 зарекомендовал себя при использовании на открытых строительных площадках, стапелях, при проведении ремонтных работ на открытом воздухе, т е везде, где требуется максимальная мобильность и транспортабельность.
Механизированная сварка цветных металлов и сложных сталей. Специальный блок MIG Pulser позволяет применять источник питания Invertec V300-1 для импульсной сварки. Блок включается в цепь кабеля управления между источником и подающим механизмом. Диапазон частотного регулирования 20-300 Гц. Допускается раздельная установка базового и пикового тока. Применение блока позволяет выполнять импульсную сварку алюминия и коррозионно-стойкой стали с высоким качеством. Для сварки алюминия, особенно в монтажных условиях, рекомендуется использовать в комплекте с источником питания Invertec V300-1 специализированный полуавтомат COBRAMATIC, оборудованный системой горелок Push-Pull. Эта система позволяет использовать горелки со шлангами длиной до 15 м для подачи алюминиевой проволоки диаметром 0,8-1,6 мм. При этом возможна сварка алюминиевых конструкций практически любых формы и размеров.
Сварка трубопроводов в полевых условиях.При использовании специализированного полуавтомата LN-23P можно применять источник Invertec V300-1 для качественной и высокопроизводительной сварю, труб комбинированным методом штучный электрод + порошковая самозащитная проволока. Схема использования комплекта: корневой шов выполняют штучным электродом с основным (Lincoln 16P) или целлюлозным (Eleetweld 5P+) покрытием. Горячий заполняющий и облицовочный проходы выполняют порошковой самозащитной проволокой (Innershiek NR-207 или NR-208H). В связи с тем, что выходные сварочные характеристики источника не зависят от колебаний частоты входного напряжения а также учитывая низкую потребляемую мощность, можно одновременно использовать несколько аппаратов при питании их от дизель-генераторов переменного токе на 220 или 380 В. Применению данного оборудования, способствуют также его малые масса и габаритные размеры, возможность работы при температуре -40 - 40 °С и высокая степень защиты от влияния окружающей среды.
Похожие работы
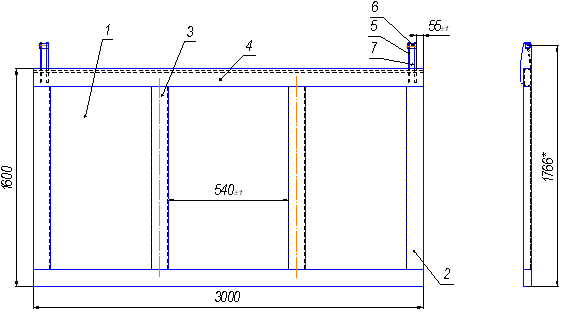
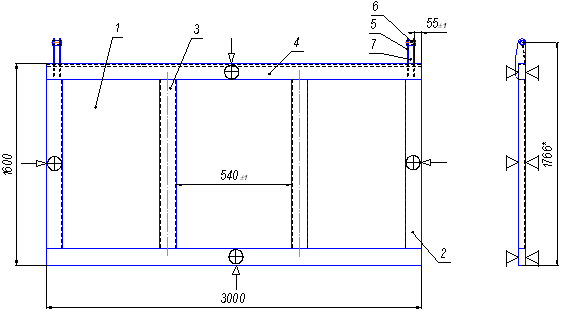
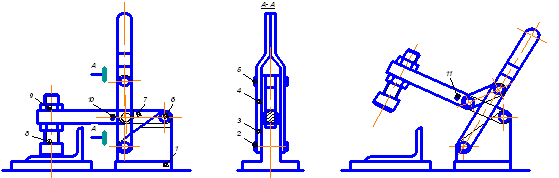
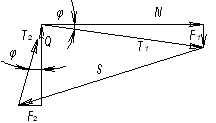
... сил зажима, а также сил, возникающих в процессе сварки, и реакции опор. Для удовлетворения вышеописанных требований мною было спроектировано приспособление, фиксирующее сборочные детали в единый узел и фиксирующее их от перемещений при сборке сварке изделия «Задний борт» механическими упорами и опарами. Использование специальной сборочно-сварочной оснастки позволяет повысить производительность ...

... элементов или конструкций из отожженного металла. Максимальная температура подогрева должна быть не выше температуры отжига для применяемого алюминиевого сплава. К числу технологических особенностей сварки алюминия необходимо отнести и предварительный подогрев. Он имеет важное значение в виду того, что окисная пленка на поверхности свариваемых алюминиевых металлоконструкций прекрасно адсорбирует ...
... полного затвердевания металла. 3. Состав оборудования В состав технологического оборудования, необходимого для выполнения сварочных работ при дуговой механизированной сварке в защитных газах входят: · источник питания; · сборочно-сварочные приспособления; · газовая аппаратура; · приборы газовой магистрали; · сварочный аппарат ( ...
... поворачивать изделия, имеющие нецилиндрическую форму, вращать вокруг своей осевой линии. Кантователи могут использоваться ручные либо на основе электроприводов, в зависимости от сложности работы. Другим важным оборудованием в сварочных процессах является манипулятор. С его помощью изделия устанавливают под нужным углом, а также поворачивают в требуемую позицию. С помощью манипуляторов ...
0 комментариев