Несовершенна нормативная база функционирования ж.д. транспорта
УСТАНОВЛЕНИЕ РЕЖИМА РАБОТЫ ЗАВОДА И
РАСЧЕТ И ВЫБОР ПОТРЕБНОГО ОБОРУДОВАНИЯ
ОПРЕДЕЛЕНИЕ ЧИСЛЕННОСТИ РАБОЧИХ
РАСЧЕТ ОСНОВНЫХ РАСХОДОВ
РАСЧЕТ РАСХОДОВ ОБЩИХ ДЛЯ ВСЕХ МЕСТ
РАСЧЕТ ОБЩЕХОЗЯЙСТВЕННЫХ РАСХОДОВ
ВРЕДНЫЕ И ОПАСНЫЕ ФАКТОРЫ В ОТДЕЛЕНИИ И
Навигация
УСТАНОВЛЕНИЕ РЕЖИМА РАБОТЫ ЗАВОДА И
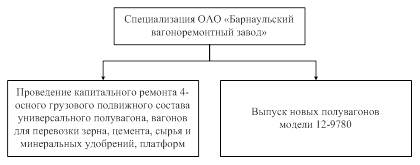
Железнодорожный вагоноремонтный завод
64153
знака
5
таблиц
0
изображений
1.2 УСТАНОВЛЕНИЕ РЕЖИМА РАБОТЫ ЗАВОДА И
ОПРЕДЕЛЕНИЯ ФОНДА РАБОЧЕГО ВРЕМЕНИ ДЛЯ ПРОЕКТИРУЕМОГО УЧАСТКА
Под режимом работы роликового отделения принимаем опреде-ленное чередование времени работы и отдыха: пятидневную сменную рабочую неделю с продолжительностью смены 8 часов.
На основании выбранного режима работы, определяем годовой фонд рабочего времени.
Годовой фонд рабочего времени явочного рабочего
(Fяв, час) рассчитываем по формуле :
Fяв= [Дк – (Двых + Дпр)] * tсм - Дппр (1)
где Дк – соответствующее количество календарных дней в
году, дней;
Двых – выходных, дней;
Дпр – праздничных, дней
Дппр – число предпраздничных дней с сокращенным на
1 час рабочим временем, дней;
tсм – продолжительность рабочей смены (8 часов)
Fяв = (366 – 115) 8 – 6 = 2002
Годовой фонд рабочего времени списочного рабочего, Fсп, рассчитывается по формуле
![]() (2)
(2)
где ![]() -коэффициент, учитывающий отсутствующих
-коэффициент, учитывающий отсутствующих
рабочих по уважительным причинам, принимается
равную в пределах 7 – 9%
![]()
Годовой фонд времени работы цехов и отделений, Fц, час, определяется по формуле:
Fц = Fяв m, (3)
где m – число смен , принимаем 2 смены
Fц = 2002 * 2 = 4004 час
Годовой фонд времени работы оборудования, Fоб, час, рассчитывается по формуле:
Fоб = Fяв*m*Кз, (4)
где Кз – коэффициент загрузки оборудования
принимаем в пределах 0,95 – 0,93
Fоб = 2002 х 2 х 0,95 = 3804 час
2 ИНДИВИДУАЛЬНАЯ ЧАСТЬ
2.1 НАЗНАЧЕНИЕ, СОСТАВ И ХАРАКТЕРИСТИКА
ПРОЕКТИРУЕМОГО ОТДЕЛЕНИЯ
Роликовое отделение цеха расположено в отдельно стоящем здании, где демонтируются буксы с роликовыми подшипниками. В состав роликового отделения входит участок входного и неразрушающего контроля колесных пар, поступающих в ремонт. Участок оснащен средствами измерений, дефектоскопной установкой УМДП – 01 и Р86179, а также дефектоскопом УД2 – 12. В роликовом отделении производится полная разборка букс с роликовыми подшипниками. При этом производятся следующие работы: разборка буксовых узлов, обмывка деталей и подшипников, осмотр и ремонт деталей, восстановление корпусов букс корпуса подшипников подве-ргаются магнитопорошковому и вихретоковому контролю, монтаж лабиринтных и внутренних колец (колесные пары отремонтиро-ваны со сменой элементов) и окончательная сборка буксовых узлов. Корпуса роликовых букс с размерами не обеспечиваю-щими требовании НТД направляются на участок восстанов-ления на-плавкой. Этот участок оборудован тремя постами полуавтоматической наплавки в среде углекислого газа в во-дяной ванне и горизонтально – фрезерным станком для механической обработки наплавленных поверхностей. Работа по ремонту ведутся в полном соответствии с разработанным и утвержденным технологическим процессом.Работа организована в две смены с продолжительностью смены 8 часов. Комплектующие и запасные части поступают согласно норм расхода из складских помещений.
2.2 РАСЧЕТ ПРОГРАММЫ ПРОЕКТИРУЕМОГО ОТДЕЛЕНИЯ.
ВЫБОР И ОБОСНОВАНИЕ МЕТОДА РЕМОНТА ЗАДАННОГО
УЗЛА
Программа участка определяется из расчета - на полное освидетельствование поступают все колесные пары, ремонтируемые в колесном цехе. Поэтому программа колесного участка равно программе роликового.
![]() (5)
(5)
где - количество деталей в вагоне
Nц=8*5190=41520 бук/ч
При стационарном методе буксовый узел на роликовых подшипниках от начала до конца ремонта находится на одних и тех же рабочих местах. На каждом из них производится полный комплект работ по ремонту буксового узла. Все рабочие места оснащаются самостоятельным комплектом технологической оснасткой. Большое число выполняемых технологических опера-ций и ограниченная производственная площадь. Требуется повторять комплектность оснастки либо перемещать ее от одного буксового узла к другому, что увеличиваем норму простоя буксы в ремонте.
При этом методе ремонта особое значение имеет график работ, так как значительная плотность работ при ограниченном времени на их выполнение требует строжайшего соблюдения технологической дисциплины. Работы по ремонту осуществляют специализированные и комплексные бригады рабочих, которые последовательно переходят с одного буксового узла на другой и заканчивают к обеденному перерыву. Затем подается следующая партия роликовых букс, которая выпускается из ремонта к концу первой смены. За счет большой плотности работ интенсивности и параллельности их выполнения, роликовые буксы находятся минимальное время.
2.3РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА
БУКСОВОГО УЗЛА
Ремонт буксового узла ведется на основании следующей документации:
Инструктивные указания по эксплуатации и ремонту вагонных букс с роликовыми подшипниками 3 - ЦВРК
Инструкция по осмотру, освидетельствованию, ремонту и формированию колесных пар ЦВ/3429
Неразрушающий контроль деталей вагонов. Общее положение РД32.174-2001
Инструкция по сварке и наплавке при ремонте грузовых вагонов, ЦВ-201-98
Каталог средств измерений и СДК, применяемых при ремонте и техническом обслуживании грузовых вагонов
Технологические выписки из инструкций и технологического процесса на всех рабочих местах роликового отделения
Выписка по техническому обслуживанию оборудования.
Конспект первичного инструктажа на рабочем месте, для всех работающих. Роликовый буксовый узел воспринимает статистические и динамические нагрузки, действующие на вагон, и передают их к вращающимся шейкам осей, а также ограничивают перемещение колесной пары при движении вагона, роликовые подшипники воспринимают радиальные и осевые нагрузки. Частыми неисправностями буксового узла, определяемые по внешним признакам, являются: при встречи поездов с ходу
- колесная пара идет юзом при отжатых тормозных колодках (подшипники полностью разрушены, ролики заклинены и не вращаются)
- выброс смазки хлопьями на диск и обод колеса, сильные потеки в зоне крышек (подшипники полностью разрушены)
- букса, с боковиной тележки, смещена вдоль шейки оси (подшипник полностью разрушен, повреждение торцевого крепления, гайка М110 полностью сошла с шейки оси)- корпус буксы имеет наклон по отношению к шейки оси, боковина тележки контактирует с корпусом буксы краем (проворот внутреннего кольца переднего подшипника на шейке оси, истирание шейки оси) при осмотре вагонов во время стоянки поезда:
- выброс смазки хлопьями через лабиринтное уплотнение на центр, диск и обод колеса, на наружную обшивку пола вагона, на детали рычажной передачи. В смазке видны металлические включения (латунь, железо), потеки смазки в зоне смотровой и крепительной крышек (подшипник полностью разрушен из-за заклинивания роликов, поворота внутреннего кольца, излома перемычек сепара-тора, обводнение смазки, борта внутреннего кольца, повреждения торцевого крепления)
- на задней (лабиринтной) части корпуса буксы имеется валик смазки черного цвета с металлическими включениями (износ центрирующей поверхности сепаратора и изломы перемычек сепаратора, изломы борта внутреннего кольца, обводнение смазки, заклинивание роликов) поступающие колесные пары из ВСЦ подаются кран – балкой на эстакаду демонтажа роликовых букс. Снятые буксы, с блоком подшипников, подают на транспортер моечной машины для наружной очистки корпусов букс. Специальным приспособлением подшипники выпрессовывают из корпуса буксы и по наклонным лоткам подают на транспортер моечной машины для обмывки. Корпуса букс, буксовые крышки, детали крепления промывают в моющей установке и транспортируют в отделение ремонта.
При необходимости на сверлильном станке сверлят углубления в потолке буксы под термодатчики. Корпус буксы ставят на станок тельфером. С накопителя буксы передают на транспортер, ведущий в монтажное отделение. Детали роликовой буксы, кроме корпуса и подшипников, очищают в моечной машине и подают на накопитель. Зачистку деталей делают на специализированном устройстве. Роликовые подшипники от моечной машины по наклонным лоткам поступают в ремонтное отделение. С целью выпол-нения ремонтных работ на роликовых подшипниках в отделении предусмотрены приспособления для разборки подшипников, ремонтный верстак, приспособление для шлифования поверх-ностей бортов колец подшипников.
Корпуса роликовых букс с размерами не обеспечивающими требований НТД направляются на участок восстановления наплавкой. Этот участок оборудован тремя постами полуавто-матической наплавки в среде углекислого газа в водяной ванне и горизонтально-фрезерным станком для механической обработки наплавленных поверхностей.
Монтажный участок оборудован стендом емкостью 20 к/пар одновременно, обеспечение рабочих мест корпуса-ми букс и другими деталями осуществляется цепным конвейером. В монтажном участке буксовый узел комплектуют на шейках осей колесных пар. Для нагрева и съема внутренних колец подшипников и лабиринтных колец букс в монтажном отделении имеется нагреватель.
Ремонтно-комплектовочный участок оснащен приборами для измерения и подбора деталей подшипников, прессом для испытания полиамидных сепараторов, приспособлениями для зачистки роликов и колец подшипников, а также необходимыми средствами неразрушающего контроля роликов, колец и сепараторов подшипников.
Каждый подшипник состоит из внутреннего и наружного колец, между которыми, находятся ролики, удерживаемые в сепарато-ре на одинаковом расстоянии друг от друга. Внутреннее ко-льцо подшипника устанавливается на шейку колесной пары с натягом, а наружное в корпус буксы свободно. Ролики сво-бодно перекатываются между наружным и внутренним коль-цами по дорожкам качения. Свободное перемещение роликов обеспечивается радиальным и осевым зазорами, а также осевым разбегом.
Корпуса букс, смотровые и крепительные крышки, дистанционные и лабиринтные кольца, гайки, стопорные планки и шайбы, болты промываются в моечных машинах автоматичес-кого, конвейерного или камерного типа моющими жидкостями при температурах не ниже 90 С. Первая моющая жидкость содержит 3 – 5 % каустической соды, а вторая 8 -10% отработанной смазки (ЛН-ЦНИИ) от объема воды в ваннах. Промытые и освобожденные от коррозии подшипники, пода-ются в отделение осмотра и ремонта подшипников. Ремонту подлежат подшипники диаметром 250 мм, не имеющие на бортах наружных колец и торцах роликов задиры и повреждения типа «елочка». Отремонтированные подшипники проверяются и комплектуются по радиальным и осевым зазорам, по диаметрам внутренних колец и осевым разбегам. Роликовые подшипники должны промываться в автоматических моечных машинах мы-льной эмульсией 8-10% отработанной смазки (ЛЗ-ЦНИИ) от массы воды, подогретой до температуры 90-95 С. Новые ролико-подшипники или отремонтированные, также промываются в автоматических моечных машинах. Для промывки новых подши-пников допускается применять моющую жидкость с содержанием 1,0-1,5% смазки (ЛЗ-ЦНИИ).Блоки цилиндрических роликопод-шипников на горячей посадке О250 мм, внутренние кольца которых не снимались с шеек осей, рекомендуется промывать в моечной машине с технологическими внутренними кольцами или специальными приспособлениями. Допускается обмывка вместе с внутренними кольцами. Радильные зазоры у цилин-дрических подшипников определяются непосредственно на шейке оси колесных пар. Замер производится щупом в нижней части подшипника – он должен быть не менее 0,4 мм. Полученные зазоры на диске колеса и в журнале формы ВУ -90 внутренние кольца цилиндрических подшипников подбирают на шейку оси по натягу, который создается за счет разности диаметров внутренних колец и шейки оси.
Лабиринтные кольца после зачистки проверяются бригадиром. На посадочных поверхностях и лабиринте не допускаются трещины, вмятины, забоины, заусеницы.
На крепительных и смотровых крышках не допускаются трещины, задиры, заусеницы, изгибы, перекосы и другие дефекты. Смотровые крышки деформированные по привалочной поверхности, выравниваются.
Корпуса роликовых букс с размерами не обеспечивающими требованиям НТД направляются на участок восстановления наплавкой. Этот участок оборудован тремя постами полуавто-матической наплавки в среде углекислого газа в водяной ванне и горизонтально – фрезерным станком для механиче-ской обработки наплавленных поверхностей.
К монтажу допускаются подшипники и колесные пары, имеющие температуру окружающей среды. Монтаж букс осуществляется слесарем согласно инструкции 3 –ЦВРК и технологических карт. Лабиринтные кольца подбирают по натягу, который создается за счет разности диаметров кольца и предподступичной части оси. Перед установкой лабиринтное кольцо предварительно нагревают до температуры 125 – 150, предподступичная часть оси покрывается тонким слоем трансформаторного масла.
При надевании лабиринтное кольцо должно упереться в торец предпоступичной части оси. На шейку оси одевают монтажную втулку, торцом которой наносят удары по лабиринтному кольцу до получения чистого металлического звука. Перед установкой буксы на шейку оси в лабиринтное кольцо закладывается смазка.
Нагретое внутреннее кольцо заднего подшипника бортом вперед, надевают через направляющий стакан на шейку оси и при помощи монтажной втулки доводят до лабиринтного кольца. При установке внутреннего кольца переднего подшипника обращается внимание на плотность его прилегания к внутреннему кольцу заднего подшипника.
Закрепление внутренних колец подшипника на шейки оси осуществляется натягом, который создается за счет разности диаметров колец и шейки оси. Перед установкой, кольца нагревают до температуры 100 – 120 С. По мере остывания внутренних колец гайки или болты подтягивают до полного прилегания их друг к другу и лабиринтному кольцу. Кольца остаются затянутыми до полного остывания до температуры окружающей среды, после чего гайку или шайбу, упорное кольцо снимают и контролируют плотность внутренних колец друг к другу и к лабиринтному кольцу при помощи щупа.
В корпус буксы после покрытия ее посадочной поверхности тонким слоем масла последовательно вручную вставляют блок заднего подшипника так, чтобы маркировка на кольце была обращена к лабиринтной части буксы, а блок переднего подшип-ника устанавливают так, чтобы маркировка была обращена к передней части корпуса. Перед установкой блоков в корпус буксы, ролики, дорожки качения и борта наружных колец смазывают маслом с последующим проворачиванием сепара-тора с роликами в наружном кольце.
Корпус буксы вместе с блоками подшипников надвигают на внутренние кольца, расположенные на шейке оси, свободно без усилий. Затем на шейку надевают упорное кольцо переднего подшипника и затягивают гайку до соприкосновения с плоским упорным кольцом. В паз устанавливают планку, затем закрепляют болты стопорной планки, болты связывают мягкой проволокой диаметром 1,5 – 2 мм. Проволоку увязывают по форме цифры 8 на левом торце шейки оси и бирке набиваются клейма о полном освидетельствовании колесной пары. Одна треть свободного пространства передней части буксы заполняются смазкой, которая укладывается по всему периметру на внешнюю поверхность гайки и на переднюю видимую часть сепаратора.
Правильность сборки буксы контролируется наличием зазора между фланцевой поверхностью крепительной крышки и торцевой поверхностью буксы и по легкости ее вращения на шейки оси, которое должно быть свободным.
Похожие работы
... производства, выполняя показатели финансово-хозяйственной деятельности. Основные финансово-экономические показатели предприятия за период 2005-2007 годы приведены в Таблице 2.2. Таблица 2.2. Основные финансово-экономические показатели УП «Минский вагоноремонтный завод имени А.Ф. Мясникова» за 2005-2007 годы. № п/п Наименование показателей 2001 2002 2003 2004 2005 2006 2007 1 Выпуск ...
... бороться с последствиями экономического кризиса, но и решать стратегические задачи, направленные на фундаментальные изменения в работе предприятия. 3/ Разработка стратегии совершенствования структуры капитала ОАО "Барнаульский вагоноремонтный завод" Для обеспечения устойчивого развития предприятия, получения им стабильной прибыли, повышения деловой активности необходимо достижение следующих ...

... за правильностью хранения запасных (сменных) частей оборудования на складах; - введение паспортного хозяйства на технологическое и грузоподъемное оборудование; - контроль за правильностью использования и загрузки ремонтных цехов и служб цеховых механизмов; - контроль за правильной организацией «смазочного хозяйства», применением масел для смазки механизмов и оборудования; - обеспечение работ ...
... , конгломерат уже вырисовывался. Усложняли задачу необходимость модернизации заводов и отсутствие опыта: паровозы и вагоны в России толком никто не производил, а Савва мечтал сломать монополию инофирм на поставки паровозов в страну. Однако Мамонтов, как и многие современные предприниматели, столкнулся с необходимостью искать заемные средства. Несмотря на то что чистая прибыль Мамонтова в 1898 г. ...
0 комментариев