Расчет программы участка слесарно-механического цеха
Расчет ритмов выпуска деталей на участке
Расчет количества оборудования и его загрузки. Расчет количества рабочих мест
Определяется штучно-калькуляционное время выполнения операций на данном рабочем месте по каждой из пяти заданных деталей по формуле(14)
Расчет фондов заработной платы основных рабочих
Определение плановой себестоимости изготовления деталей
Расчет затрат на возмещение износа специального инструмента и приспособлений
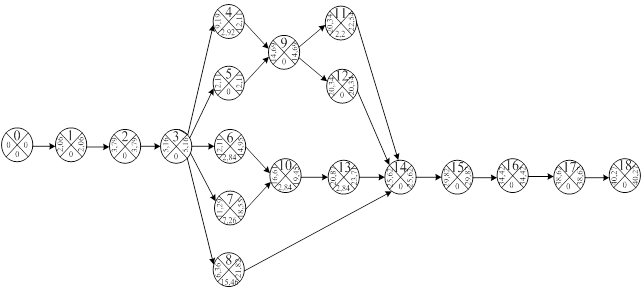
Составление плана ремонта оборудования
Устанавливается объем предстоящих ремонтных работ (слесарных, станочных и прочих) и длительность простоя оборудования в ремонте
Навигация
Организация и планирование на ремонтных заводах
Организация и планирование на ремонтных заводах
38029
знаков
16
таблиц
0
изображений
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
Государственное образовательное учреждение высшего профессионального образования
«ЧИТИНСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ»
(ЧитГУ)
Институт технологических и транспортных систем
Автотранспортный факультет
Кафедра менеджмента технологических и транспортных систем
Курсовая работа
Тема: Организация и планирование на ремонтных заводах
по дисциплине: Организация производства и менеджмент
Выполнил ст. гр. СДМ-03:
Нижегородцев А.Г.
Проверила: Абрамова В.Ю.
Чита 2007
Исходные данные
1. На участке слесарно-механического цеха изготавливаются детали для сборки изделия «узел». Производство – серийное.
2. Количество станков на участке, подлежащих использованию за планируемый период, ![]() .
.
3. Планируемый период – один месяц в текущем году – согласовывается с руководителями курсовой работы.
4. Номенклатура деталей, подлежащих изготовлению или восстановлению в течение планируемого периода (планово- операционные карты).
5. Проценты выполнения норм времени:
а) рабочими-станочниками ![]() ;
;
б) слесарями, контроллерами и пр. ![]() .
.
6. Номер варианта 15.
Реферат
Пз. – 50 стр., библ. – 1 наим., табл. – 15.
Номинальный фонд, эффективный фонд, прямой фонд, ритмичность, партия, рабочее место, тарифная ставка, премия, стоимость, себестоимость, заработная плата, ремонтный цикл.
Целью курсовой работы является систематизация, закрепление и обобщение знаний, полученных при изучении вопросов по организации и планированию на ремонтных заводах.
В курсовой работе выполнены следующие расчёты:
· Расчёт программы участка слесарно-механического цеха;
· Расчет ритмов выпуска деталей на участке;
· Определение количества деталей в партиях;
· Расчет количества оборудования и его загрузки. Расчет количества рабочих мест;
· Расчет численности основных рабочих;
· Расчет фондов заработной платы основных рабочих;
· Определение плановой себестоимости изготовления деталей;
· Составление плана ремонта оборудования.
Содержание
Планово-операционные карты
1. Расчёт программы участка слесарно-механического цеха
2. Расчет ритмов выпуска деталей на участке
3. Определение количества деталей в партиях
4. Расчет количества оборудования и его загрузки. Расчет количества
рабочих мест
5. Расчет численности основных рабочих
6. Расчет фондов заработной платы основных рабочих
7. Определение плановой себестоимости изготовления деталей
8. Составление плана ремонта оборудования
Заключение
Список использованных источников
Планово-операционные карты
Таблица 1 - Планово-операционная карта № 1
| Наименование изделия | Узел | |||||
| Номер и наименование детали | 10.001 вал | |||||
| Количество штук на одно изделие | 1 | |||||
| Наименование и марка материала | Ст 45 | |||||
| Масса на 1 шт., кг | Черновая: 3 | Чистовая: 2.5 | ||||
| Номер операции | Наименование операции | Наименование и марка оборудования | Разряд работы | Норма времени, мин | ||
| Штучного( | Подготовительно-заключительного( | |||||
| 1 | Токарная | 1К62 | 2 | 15 | 40 | |
| 2 | Шлифовальная | 3А151 | 4 | 28 | 45 | |
| 3 | Сверлильная | 2А55 | 3 | 18 | 20 | |
| 4 | Слесарная | Верстак | 2 | 5 | 30 | |
| 5 | Контрольная | Спец. место | 3 | 8 | 10 | |
| Станочное время, мин(ч) |
|
| ||||
| Общее время, мин(ч) | 74 | 145 | ||||
Таблица 2 - Планово-операционная карта № 2
| Наименование изделия | Узел | |||||
| Номер и наименование детали | 10.002 вал | |||||
| Количество штук на одно изделие | 2 | |||||
| Наименование и марка материала | Сч 18-36 | |||||
| Масса на 1 шт., кг | Черновая: 7.5 | Чистовая: 6.5 | ||||
| Номер операции | Наименование операции | Наименование и марка оборудования | Разряд работы | Норма времени | ||
| Штучного( | Подготовительно-заключительного( | |||||
| 1 | Разметочная | Разм. плита | 3 | 9 | 15 | |
| 2 | Строгальная | 7М36 | 4 | 15 | 20 | |
| 3 | Расточная | 2А55 | 2 | 7 | 15 | |
| 4 | Сверлильная | 2А150 | 2 | 15 | 10 | |
| 5 | Слесарная | Верстак | 2 | 30 | 15 | |
| Станочное время, мин(ч) |
|
| ||||
| Общее время, мин(ч) | 76 | 75 | ||||
Таблица 3 - Планово-операционная карта № 3
| Наименование изделия | Узел | |||||
| Номер и наименование детали | 10.003 вал | |||||
| Количество штук на одно изделие | 2 | |||||
| Наименование и марка материала | Сч 18-36 | |||||
| Масса на 1 шт., кг | Черновая: 8 | Чистовая: 7 | ||||
| Номер операции | Наименование операции | Наименование и марка оборудования | Разряд работы | Норма времени | ||
| Штучного( | Подготовительно-заключительного( | |||||
| 1 | Токарная | 1К62 | 3 | 34 | 15 | |
| 2 | Фрезерная | 6Н82 | 4 | 26 | 10 | |
| 3 | Сверлильная | 2А55 | 2 | 10 | 15 | |
| 4 | Слесарная | Верстак | 2 | 5 | 20 | |
| 5 | Контрольная | Спец. место | 3 | 4 | 25 | |
| Станочное время, мин(ч) |
|
| ||||
| Общее время, мин(ч) | 79 | 85 | ||||
Таблица 4 - Планово-операционная карта № 4
| Наименование изделия | Узел | |||||
| Номер и наименование детали | 10.004 Корпус | |||||
| Количество штук на одно изделие | 1 | |||||
| Наименование и марка материала | Сч 18-36 | |||||
| Масса на 1 шт., кг | Черновая: 5 | Чистовая: 4 | ||||
| Номер операции | Наименование операции | Наименование и марка оборудования | Разряд работы | Норма времени | ||
| Штучного( | Подготовительно-заключительного( | |||||
| 1 | Токарная | 1К62 | 3 | 16 | 40 | |
| 2 | Шлифовальная | 1Н82 | 4 | 25 | 20 | |
| 3 | Сверлильная | 2А150 | 3 | 6 | 25 | |
| 4 | Фрезерная | 6Н82 | 4 | 35 | 15 | |
| 5 | Слесарная | Верстак | 2 | 8 | 10 | |
| Станочное время, мин(ч) |
|
| ||||
| Общее время, мин(ч) | 90 | 110 | ||||
Таблица 5 - Планово-операционная карта № 5
| Наименование изделия | Узел | |||||
| Номер и наименование детали | 10.005 Крышка | |||||
| Количество штук на одно изделие | 1 | |||||
| Наименование и марка материала | Сч 18-36 | |||||
| Масса на 1 шт., кг | Черновая: 4.5 | Чистовая: 4 | ||||
| Номер операции | Наименование операции | Наименование и марка оборудования | Разряд работы | Норма времени | ||
| Штучного( | Подготовительно-заключительного( | |||||
| 1 | Токарная | 1К62 | 3 | 45 | 20 | |
| 2 | Фрезерная | 6Н82 | 4 | 22 | 10 | |
| 3 | Шлифовальная | 3А151 | 4 | 42 | 30 | |
| 4 | Верстак | Верстак | 2 | 13 | 30 | |
| 5 | Спец. место | Спец. место | 3 | 5 | 15 | |
| Станочное время, мин(ч) |
|
| ||||
| Общее время, мин(ч) | 127 | 105 | ||||
Похожие работы





... навыки у докеров. 23. СИСТЕМА ОБЕСПЕЧЕНИЯ ПЕРЕГРУЗОЧНЫХ РАБОТ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКОЙ Система обеспечения оснасткой технологических процессов портовых перегрузочных работ включает: планирование поставки и производство механизмов и приспособлений; содержание их в исправном состоянии, т. е. регистрацию, освидетельствование с испытанием, периодические осмотры, техническое обслуживание и ...
... Синица Л.М. Организация производства: Учебное пособие - Минск.: ИП "Экоперспектива", 1998. 4 Система планово-предупредительного ремонта технологического оборудования предприятий ГУ, 1979. 5 Суботина Л.Г. Организация и планирование ремонта технологического оборудования химических производств: Руководство для студентов. - Северск: СГТИ, 2003.- 28с. Приложение А Годовой план-график ремонта ...
... вода, газ, сжатый воздух, кислород, топливо и т. д. Годовые затраты на потребляемую энергию на предприятиях весьма значительны, а их доля в себестоимости продукции достигает 25 - 30% . Основными задачами энергетического хозяйства являются: 1) бесперебойное обеспечение всеми видами энергии предприятий, цехов, рабочих мест в соответствии с установленными для нее параметров - напряжения, давления, ...
... При оценке ОУ определяется степень приближения к наилучшим значениям конкретных показателей. Выделяют целый ряд показателей, характеризующих у или иную сторону организации производства · коэффициент использования производственной мощности; · коэффициент экстенсивного и интенсивного использования оборудования; · коэффициент сменности работы оборудования; · ...
0 комментариев