Расчет программы участка слесарно-механического цеха
Расчет ритмов выпуска деталей на участке
Расчет количества оборудования и его загрузки. Расчет количества рабочих мест
Определяется штучно-калькуляционное время выполнения операций на данном рабочем месте по каждой из пяти заданных деталей по формуле(14)
Расчет фондов заработной платы основных рабочих
Определение плановой себестоимости изготовления деталей
Расчет затрат на возмещение износа специального инструмента и приспособлений
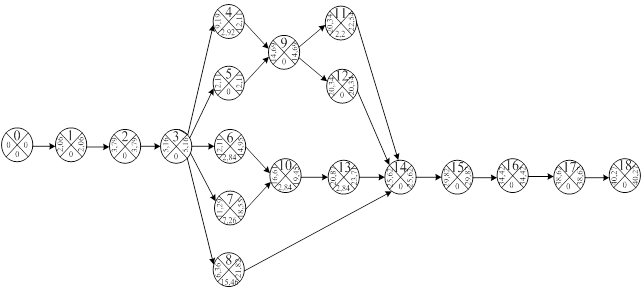
Составление плана ремонта оборудования
Устанавливается объем предстоящих ремонтных работ (слесарных, станочных и прочих) и длительность простоя оборудования в ремонте
Навигация
Определяется штучно-калькуляционное время выполнения операций на данном рабочем месте по каждой из пяти заданных деталей по формуле(14)
Организация и планирование на ремонтных заводах
38029
знаков
16
таблиц
0
изображений
1. Определяется штучно-калькуляционное время выполнения операций на данном рабочем месте по каждой из пяти заданных деталей по формуле(14)
Верстак:
![]() (ч);
(ч);
![]() (ч);
(ч);
![]() (ч);
(ч);
![]() (ч);
(ч);
![]() (ч).
(ч).
Специальное место:
![]() (ч);
(ч);
![]() (ч);
(ч);
![]() (ч).
(ч).
2. Общее количество человеко-часов, необходимое для изготовления деталей на данном рабочем месте определяется по формуле
 (19)
(19)
![]() ;
;
![]() ;
;
![]() .
.
3. Количество рабочих мест данного вида рассчитывается по следующей зависимости:
 (20)
(20)
![]() ;
;
![]() ;
;
![]() .
.
5. Расчет численности основных рабочих
Расчет численности основных рабочих ведется раздельно по каждой специальности и разряду. Для этого сначала необходимо рассчитать величину действительного фонда времени одного рабочего за данный месяц. Этот расчет производится в таблице 9.
Таблица 9 - Расчёт действительного месячного фонда времени одного рабочего на октябрь 2007 года
| Показатели | Дни | Часы | Процент к номинальному фонду времени | |
| В день | В месяц | |||
| Календарные дни( | 30 | 8 | 240 | |
| Праздничные и выходные дни( | 8 | 8 | 64 | |
| Предпраздничные дни( | 0 | 0 | 0 | |
| Номинальный фонд времени( | 22 | - | 176 | 100 |
| Целодневные потери раб. времени: - очередные отпуска; - дополнительные отпуска; - невыходы по болезни и т. п. | 0 0 0 | 0 0 0 | 0 0 0 | 0 0 0 |
| ИТОГО целодневных потерь( | 0 | - | 0 | 0 |
| Действительный фонд времени( | 22 | - | 176 | 100 |
| Средняя расчётная продолжительность рабочего дня | - | 8 | - | - |
| Внутрисменные потери рабочего времени: - сокращение рабочего дня подросткам; - перерывы для кормления детей кормящим матерям. | 0 0 | 0 0 | 0 0 | - - |
Номинальный фонд времени определяется по следующим зависимостям. В днях:
![]() ,(21)
,(21)
![]() (дн.).
(дн.).
Номинальный фонд времени за планируемый месяц в часах определяется по формуле
![]() (22)
(22)
Действительный фонд времени одного рабочего на планируемый период определяется следующим образом
![]() ,(23)
,(23)
где![]() - планируемые целодневные потери рабочего времени. К ним относятся невыходы на работу в связи с отпусками всех видов, по болезни и т.д.
- планируемые целодневные потери рабочего времени. К ним относятся невыходы на работу в связи с отпусками всех видов, по болезни и т.д.
Для определения объема работы по специальностям и разрядам следует сделать выборку из планово-операционных карт в таблицу 10.
Таблица 10 - Объём работы по специальностям и разрядам
| № п/п | Специальность рабочего | Разряд | 10.001 | 10.002 | 10.003 | 10.004 | 10.005 | |||||
|
|
|
|
|
|
|
|
|
|
| |||
| 1 | Токарь | 2 | 0,25 | 0,67 | - | - | - | - | - | - | - | - |
| 2 | Токарь | 3 | - | - | - | - | 0,57 | 0,25 | 0,27 | 0,67 | 0,75 | 0,33 |
| 3 | Шлифовальщик | 4 | 0,47 | 0,75 | - | - | - | - | 0,417 | 0,33 | 0,7 | 0,5 |
| 4 | Сверлильщик | 2 | - | - | 0,25 | 0,17 | 0,17 | 0,25 | - | - | - | - |
| 5 | Сверлильщик | 3 | 0,3 | 0,33 | - | - | - | - | 0,1 | 0,417 | - | - |
| 6 | Строгальщик | 4 | - | - | 0,25 | 0,33 | - | - | - | - | - | - |
| 7 | Расточник | 2 | - | - | 0,117 | 0,25 | - | - | - | - | - | - |
| 8 | Фрезеровщик | 4 | - | - | - | - | 0,433 | 0,17 | 0,58 | 0,25 | 0,37 | 0,17 |
| 9 | Слесарь | 2 | 0,08 | 0,5 | 0,5 | 0,25 | 0,08 | 0,33 | 0,13 | 0,17 | 0,217 | 0,5 |
| 10 | Контролёр | 3 | 0,13 | 0,17 | - | - | 0,067 | 0,417 | - | - | 0,08 | 0,25 |
| 11 | Разметчик | 3 | - | - | 0,15 | 0,25 | - | - | - | - | - | - |
Планируемый объем работы может быть определен по следующей формуле
![]() ,(24)
,(24)
где![]() - соответствует номер п/п в табл.10; ion - количество детале-операций, выполняемых рабочими данной специальности и разряда.
- соответствует номер п/п в табл.10; ion - количество детале-операций, выполняемых рабочими данной специальности и разряда.
![]() (ч);
(ч);
![]() (ч);
(ч);
![]() (ч);
(ч);
![]() (ч);
(ч);
![]() (ч);
(ч);
![]() (ч);
(ч);
![]() (ч);
(ч);
![]() (ч);
(ч);
![]() (ч)
(ч)
![]() (ч);
(ч);
![]() (ч).
(ч).
Списочное число рабочих данной специальности и разряда определяется по формуле
 (25)
(25)
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 .
.
Результаты расчетов списочного числа рабочих сводятся в таблицу 11.
Таблица 11 - Расчёт числа основных рабочих
| Показатели | Квалификация основных рабочих | Итого число рабочих | ||||||||||||
| Рабочие-станочники | Контроллеры, слесари… | |||||||||||||
| Токарь 2 разряд | Токарь 3 разряд | Шлифовальщик 4 разряд | Сверлильщик 2 разряд | Сверлильщик 3 разряд | Строгальщик 4 разряд | Расточник 2 разряд | Фрезеровщик 4 разряд | Всего | Слесарь 2 разряд | Контролёр 3 разряд | Разметчик 3 разряд | Всего | ||
| Расчётное число рабочих( | 0,589 | 5,029 | 3,704 | 1,954 | 0,938 | 0,582 | 0,273 | 4,207 | 17,276 | 3,706 | 0,808 | 0,699 | 5,213 | 22,489 |
| Принятое число рабочих | 1 | 5 | 4 | 2 | 1 | 1 | 1 | 4 | 19 | 4 | 1 | 1 | 6 | 25 |
Принятое число рабочих получают округлением расчетного числа до ближайшего целого. Принятое число рабочих может быть равно или меньше расчетного. При этом следует учитывать совмещение профессий, учеников, подростков, кормящих матерей и др. Все рабочие должны быть обеспечены работой.
Похожие работы





... навыки у докеров. 23. СИСТЕМА ОБЕСПЕЧЕНИЯ ПЕРЕГРУЗОЧНЫХ РАБОТ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКОЙ Система обеспечения оснасткой технологических процессов портовых перегрузочных работ включает: планирование поставки и производство механизмов и приспособлений; содержание их в исправном состоянии, т. е. регистрацию, освидетельствование с испытанием, периодические осмотры, техническое обслуживание и ...
... Синица Л.М. Организация производства: Учебное пособие - Минск.: ИП "Экоперспектива", 1998. 4 Система планово-предупредительного ремонта технологического оборудования предприятий ГУ, 1979. 5 Суботина Л.Г. Организация и планирование ремонта технологического оборудования химических производств: Руководство для студентов. - Северск: СГТИ, 2003.- 28с. Приложение А Годовой план-график ремонта ...
... вода, газ, сжатый воздух, кислород, топливо и т. д. Годовые затраты на потребляемую энергию на предприятиях весьма значительны, а их доля в себестоимости продукции достигает 25 - 30% . Основными задачами энергетического хозяйства являются: 1) бесперебойное обеспечение всеми видами энергии предприятий, цехов, рабочих мест в соответствии с установленными для нее параметров - напряжения, давления, ...
... При оценке ОУ определяется степень приближения к наилучшим значениям конкретных показателей. Выделяют целый ряд показателей, характеризующих у или иную сторону организации производства · коэффициент использования производственной мощности; · коэффициент экстенсивного и интенсивного использования оборудования; · коэффициент сменности работы оборудования; · ...
0 комментариев