Расчет программы участка слесарно-механического цеха
Расчет ритмов выпуска деталей на участке
Расчет количества оборудования и его загрузки. Расчет количества рабочих мест
Определяется штучно-калькуляционное время выполнения операций на данном рабочем месте по каждой из пяти заданных деталей по формуле(14)
Расчет фондов заработной платы основных рабочих
Определение плановой себестоимости изготовления деталей
Расчет затрат на возмещение износа специального инструмента и приспособлений
Составление плана ремонта оборудования
Устанавливается объем предстоящих ремонтных работ (слесарных, станочных и прочих) и длительность простоя оборудования в ремонте
Навигация
Составление плана ремонта оборудования
Организация и планирование на ремонтных заводах
38029
знаков
16
таблиц
0
изображений
9. Составление плана ремонта оборудования
Техническое обслуживание оборудования на ремонтных заводах осуществляется в соответствии с заранее составленными графиками и планами. Для каждой единицы оборудования предусматриваются различные виды мероприятий: осмотры и проверки на прочность; малый, средний и капитальный ремонты.
План ремонта оборудования составляется на год. Исходными данными для составления плана ремонта каждой единицы оборудования являются дата и вид предыдущего ремонта, длительность межремонтного периода, нормативы трудозатрат на ремонт, показатели групп ремонте-сложности оборудования и предстоящей характер использования оборудования.
Все необходимые сведения для составления плана ремонта оборудования берутся из книги «Единая система планово-предупредительного ремонта и эксплуатации технологического оборудования предприятий». График ремонта оборудования обязательно согласовывается с графиком его загрузки.
Планирование ремонтов выполняется в следующей последовательности:
1. Для каждого типа оборудования подбирается структура ремонтного цикла.
Под структурой ремонтного цикла понимается количество и последовательность чередования ремонтов и осмотров в течение ремонтного цикла.
Ремонтным циклом называется период работы оборудования между капитальными ремонтами. Межремонтный период - это время между двумя очередными ремонтами. Межосмотровой период - время между очередными ремонтом и осмотром или между очередными осмотрами (если между ними нет ремонта).
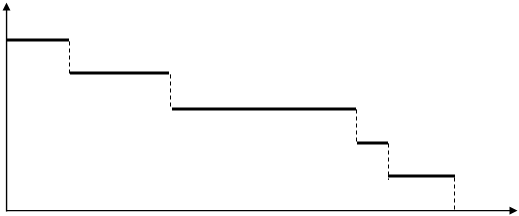
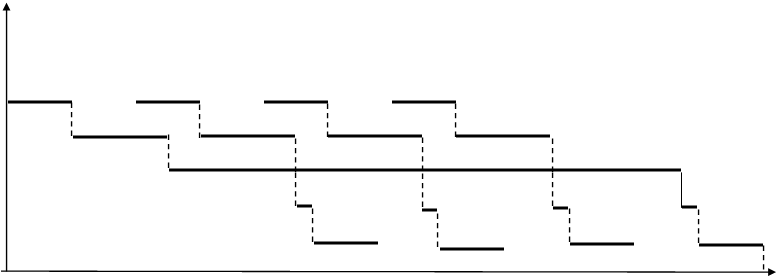
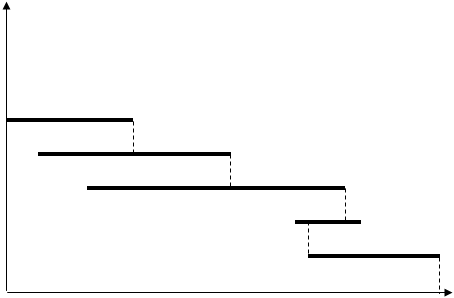
Если обозначить О - осмотр, М - малый ремонт, С - средний ремонт, К - капитальный ремонт, то для легких и средних станков может быть принята следующая структура ремонтного цикла:
![]()
2. Определяется длительность ремонтного цикла каждого станка по формуле
![]() ,(40)
,(40)
где![]() - рекомендуемая продолжительность межремонтного цикла, ч., без учета особенностей работы станков (для станков в возрасте до 10 лет принимается 24000 ч, 10…20 лет - 23000 ч);
- рекомендуемая продолжительность межремонтного цикла, ч., без учета особенностей работы станков (для станков в возрасте до 10 лет принимается 24000 ч, 10…20 лет - 23000 ч);
![]() - коэффициент, учитывающий тип производства (для массового и крупносерийного 1; для серийного 1,3; для мелкосерийного и единичного 1,5);
- коэффициент, учитывающий тип производства (для массового и крупносерийного 1; для серийного 1,3; для мелкосерийного и единичного 1,5);
![]() - коэффициент, учитывающий вид обрабатываемого материала для конструкционной стали 1; для алюминиевых сплавов 0,75; для чугуна и бронзы 0,8);
- коэффициент, учитывающий вид обрабатываемого материала для конструкционной стали 1; для алюминиевых сплавов 0,75; для чугуна и бронзы 0,8);
![]() - коэффициент, учитывающий особенности весовой характеристики станков (для легких и средних станков принимается 1,35; для особо тяжелых и уникальных 1,7);
- коэффициент, учитывающий особенности весовой характеристики станков (для легких и средних станков принимается 1,35; для особо тяжелых и уникальных 1,7);
![]() - коэффициент, учитывающий условия эксплуатации оборудования (в нормальных условиях механического цеха для станков с нормальной точностью 1,1; для станков с повышенной точностью 1,2).
- коэффициент, учитывающий условия эксплуатации оборудования (в нормальных условиях механического цеха для станков с нормальной точностью 1,1; для станков с повышенной точностью 1,2).
![]() (ч.);
(ч.);
![]() (ч.);
(ч.);
![]() (ч.);
(ч.);
![]() (ч.);
(ч.);
![]() (ч.);
(ч.);
![]() (ч.);
(ч.);
![]() (ч.);
(ч.);
![]() (ч.).
(ч.).
3. Определяется фактическое время работы каждого станка в течение планируемого периода
3.
 ,(41)
,(41)
![]() (ч.);
(ч.);
![]() (ч.);
(ч.);
![]() (ч.);
(ч.);
![]() (ч.);
(ч.);
![]() (ч.);
(ч.);
![]() (ч.);
(ч.);
![]() (ч.);
(ч.);
![]() (ч.).
(ч.).
4. Руководствуясь данными учета за прошедший плановый период, для каждой единицы оборудования выявляется, когда и какой вид ремонта и осмотра был выполнен до начала планируемого периода. В курсовой работе назначается условно.
5. В соответствии со структурой ремонтного цикла для каждой единицы оборудования устанавливается вид очередного обслуживания и ремонта, а также сроки их выполнения.
Величины межремонтного и межосмотрового периодов рассчитываются в часах и месяцах. В курсовой работе достаточно расчета в месяцах, который необходим для установления срока выполнения очередного ремонта и осмотра.
Межремонтный период для каждого станка определяется по следующей формуле
 ,(42)
,(42)
где![]() ,
, ![]() - соответственно количество средних и малых ремонтов в ремонтном цикле.
- соответственно количество средних и малых ремонтов в ремонтном цикле.
 (мес.);
(мес.);
 (мес.);
(мес.);
 (мес.);
(мес.);
 (мес.);
(мес.);
 (мес.);
(мес.);
 (мес.);
(мес.);
 (мес.);
(мес.);
 (мес.).
(мес.).
Межосмотровой период для каждого станка определяется по формуле
 ,(43)
,(43)
где![]() - количество осмотров в ремонтном цикле.
- количество осмотров в ремонтном цикле.
 (мес.);
(мес.);
 (мес.);
(мес.);
 (мес.);
(мес.);
 (мес.);
(мес.);
 (мес.);
(мес.);
 (мес.);
(мес.);
 (мес.);
(мес.);
 (мес.).
(мес.).
Похожие работы





... навыки у докеров. 23. СИСТЕМА ОБЕСПЕЧЕНИЯ ПЕРЕГРУЗОЧНЫХ РАБОТ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКОЙ Система обеспечения оснасткой технологических процессов портовых перегрузочных работ включает: планирование поставки и производство механизмов и приспособлений; содержание их в исправном состоянии, т. е. регистрацию, освидетельствование с испытанием, периодические осмотры, техническое обслуживание и ...
... Синица Л.М. Организация производства: Учебное пособие - Минск.: ИП "Экоперспектива", 1998. 4 Система планово-предупредительного ремонта технологического оборудования предприятий ГУ, 1979. 5 Суботина Л.Г. Организация и планирование ремонта технологического оборудования химических производств: Руководство для студентов. - Северск: СГТИ, 2003.- 28с. Приложение А Годовой план-график ремонта ...
... вода, газ, сжатый воздух, кислород, топливо и т. д. Годовые затраты на потребляемую энергию на предприятиях весьма значительны, а их доля в себестоимости продукции достигает 25 - 30% . Основными задачами энергетического хозяйства являются: 1) бесперебойное обеспечение всеми видами энергии предприятий, цехов, рабочих мест в соответствии с установленными для нее параметров - напряжения, давления, ...
... При оценке ОУ определяется степень приближения к наилучшим значениям конкретных показателей. Выделяют целый ряд показателей, характеризующих у или иную сторону организации производства · коэффициент использования производственной мощности; · коэффициент экстенсивного и интенсивного использования оборудования; · коэффициент сменности работы оборудования; · ...
0 комментариев