Расчет программы участка слесарно-механического цеха
Расчет ритмов выпуска деталей на участке
Расчет количества оборудования и его загрузки. Расчет количества рабочих мест
Определяется штучно-калькуляционное время выполнения операций на данном рабочем месте по каждой из пяти заданных деталей по формуле(14)
Расчет фондов заработной платы основных рабочих
Определение плановой себестоимости изготовления деталей
Расчет затрат на возмещение износа специального инструмента и приспособлений
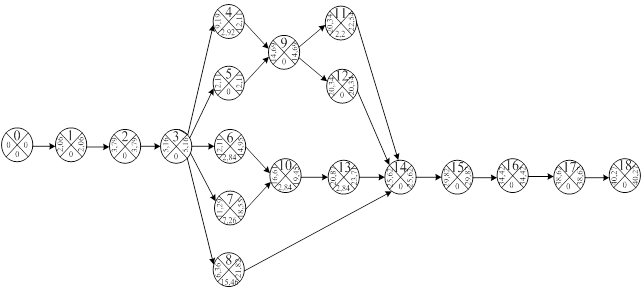
Составление плана ремонта оборудования
Устанавливается объем предстоящих ремонтных работ (слесарных, станочных и прочих) и длительность простоя оборудования в ремонте
Навигация
Расчет количества оборудования и его загрузки. Расчет количества рабочих мест
Организация и планирование на ремонтных заводах
38029
знаков
16
таблиц
0
изображений
4. Расчет количества оборудования и его загрузки. Расчет количества рабочих мест
В целях упрощения расчетов следует сделать выборку из планово-операционных карт подготовительно-заключительного и штучного времени по типам станков и рабочих мест. Единицы измерения при этом нужно перевести из минут в часы. Результаты оформляются в таблицу 7.
Таблица 7 - Станко-часы для выполнения производственной программы
| № п/п | Наименование станков и рабочих мест | Кол-во оп-й | 10.001 | 10.002 | 10.003 | 10.004 | 10.005 | |||||
|
|
|
|
|
|
|
|
|
|
| |||
| 1 | Токарный 1К62 | 4 | 0,25 | 0,67 | - | - | 0,57 | 0,25 | 0,27 | 0,67 | 0,75 | 0,33 |
| 2 | Шлифовальный 3А151 | 2 | 0,47 | 0,75 | - | - | - | - | - | - | 0,7 | 0,5 |
| 3 | Сверлильный 2А55 | 2 | 0,3 | 0,33 | - | - | 0,17 | 0,25 | - | - | - | - |
| 4 | Строгательный 7М36 | 1 | - | - | 0,25 | 0,33 | - | - | - | - | - | - |
| 5 | Расточный 2А55 | 1 | - | - | 0,117 | 0,25 | - | - | - | - | - | - |
| 6 | Сверлильный 2А150 | 2 | - | - | 0,25 | 0,17 | - | - | 0,1 | 0,417 | - | - |
| 7 | Фрезерный 6Н82 | 3 | - | - | - | - | 0,43 | 0,17 | 0,58 | 0,25 | 0,37 | 0,17 |
| 8 | Шлифовальный 1Н82 | 1 | - | - | - | - | - | - | 0,417 | 0,33 | - | - |
| 9 | Верстак | 5 | 0,08 | 0,5 | 0,5 | 0,25 | 0,08 | 0,33 | 0,13 | 0,17 | 0,217 | 0,5 |
| 10 | Спец. место | 3 | 0,13 | 0,17 | - | - | 0,067 | 0,417 | - | - | 0,08 | 0,25 |
| 11 | Разметочная плита | 1 | - | - | 0,15 | 0,25 | - | - | - | - | - | - |
Расчет количества станков каждого наименования ведется по следующему алгоритму. Рассчитывается штучно-калькуляционное время (![]() ) выполнения операций на данном станке по каждой из пяти заданных деталей. Для серийного производства
) выполнения операций на данном станке по каждой из пяти заданных деталей. Для серийного производства
 ,(14)
,(14)
Токарный 1К62:
![]() (ч);
(ч);
![]() (ч);
(ч);
![]() (ч);
(ч);
![]() (ч).
(ч).
Шлифовальный 3А151:
![]() (ч);
(ч);
![]() (ч).
(ч).
Сверлильный 2А55:
![]() (ч);
(ч);
![]() (ч).
(ч).
Строгательный 7М36:
![]() (ч).
(ч).
Расточный 2А55:
![]() (ч).
(ч).
Сверлильный 2А150:
![]() (ч);
(ч);
![]() (ч).
(ч).
Фрезерный 6Н82:
![]() (ч);
(ч);
![]() (ч);
(ч);
![]() (ч).
(ч).
Шлифовальный 1Н82:
![]() (ч).
(ч).
Рассчитывается объем станко-часов, необходимый для выполнения производственной программы на данном станке по формуле
 (15)
(15) ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Определяется потребное (расчетное) количество станков данной марки по формуле
 (16)
(16)
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 .
.
Полученные результаты заносятся в таблицу 8, где производится и расчет загрузки станочного оборудования.
Принятое количество станков (![]() ) получают округлением расчетного числа станков (
) получают округлением расчетного числа станков (![]() ) до ближайшего целого. При этом результат корректируется таким образом, чтобы общее число станков на участке соответствовало заданию Тст=12. Округление производится обычно в большую сторону, но может быть сделано и в меньшую. Тогда коэффициент загрузки станков будет больше 100%. В том случае намечаются мероприятия, обеспечивающие повышение производительности оборудования, например, путем частичного использования других свободных (незапланированных) смен работы.
) до ближайшего целого. При этом результат корректируется таким образом, чтобы общее число станков на участке соответствовало заданию Тст=12. Округление производится обычно в большую сторону, но может быть сделано и в меньшую. Тогда коэффициент загрузки станков будет больше 100%. В том случае намечаются мероприятия, обеспечивающие повышение производительности оборудования, например, путем частичного использования других свободных (незапланированных) смен работы.
Таблица 8 - Расчёт количества станочного оборудования и его загрузки
| Показатели | Наименование и марка оборудования | Проверка | |||||||
| 1К62 | 3А151 | 2А55 | 7М36 | 2А55 | 2А150 | 6Н82 | 1Н82 | ||
| Расчётное количество станков по группам ( | 2,9 | 1,4 | 0,77 | 0,6 | 0,28 | 0,72 | 2,17 | 0,5 | 9,34 |
| Принятое количество станков по группам ( | 3 | 2 | 1 | 1 | 1 | 1 | 2 | 1 | 12 |
| Коэффициент загрузки станков по группам ( | 97 | 70 | 77 | 60 | 28 | 72 | 117 | 50 | Средний коэффициент
|
| Коэффициент сменности станков по группам ( | 194 | 140 | 154 | 120 | 56 | 144 | 234 | 100 | Средний коэффициент |
Коэффициент загрузки станков рассчитывается согласно формуле
 (17)
(17)
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
В целях установления объема загрузки дополнительной смены следует определить средний коэффициент сменности для каждого типа станков. Этот коэффициент позволяет определить режим действительной работы (сменность) для данной группы станков Он рассчитывается по формуле
![]() (18)
(18)
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Расчет количества рабочих мест производится аналогично расчету количества станков по следующему алгоритму:
Похожие работы





... навыки у докеров. 23. СИСТЕМА ОБЕСПЕЧЕНИЯ ПЕРЕГРУЗОЧНЫХ РАБОТ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКОЙ Система обеспечения оснасткой технологических процессов портовых перегрузочных работ включает: планирование поставки и производство механизмов и приспособлений; содержание их в исправном состоянии, т. е. регистрацию, освидетельствование с испытанием, периодические осмотры, техническое обслуживание и ...
... Синица Л.М. Организация производства: Учебное пособие - Минск.: ИП "Экоперспектива", 1998. 4 Система планово-предупредительного ремонта технологического оборудования предприятий ГУ, 1979. 5 Суботина Л.Г. Организация и планирование ремонта технологического оборудования химических производств: Руководство для студентов. - Северск: СГТИ, 2003.- 28с. Приложение А Годовой план-график ремонта ...
... вода, газ, сжатый воздух, кислород, топливо и т. д. Годовые затраты на потребляемую энергию на предприятиях весьма значительны, а их доля в себестоимости продукции достигает 25 - 30% . Основными задачами энергетического хозяйства являются: 1) бесперебойное обеспечение всеми видами энергии предприятий, цехов, рабочих мест в соответствии с установленными для нее параметров - напряжения, давления, ...
... При оценке ОУ определяется степень приближения к наилучшим значениям конкретных показателей. Выделяют целый ряд показателей, характеризующих у или иную сторону организации производства · коэффициент использования производственной мощности; · коэффициент экстенсивного и интенсивного использования оборудования; · коэффициент сменности работы оборудования; · ...
0 комментариев