Составление структурной формулы
Определение передаточных отношений
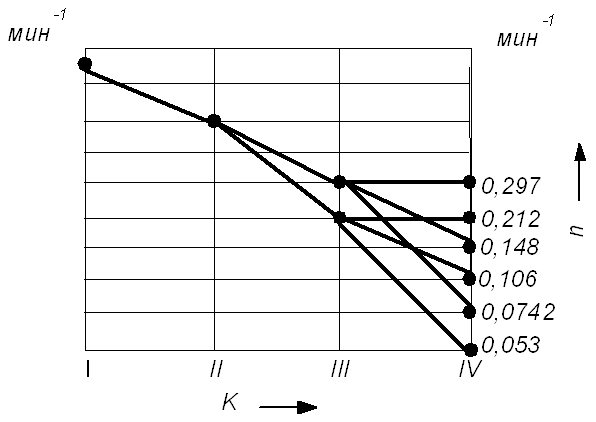
Определение действительных частот вращения шпинделя
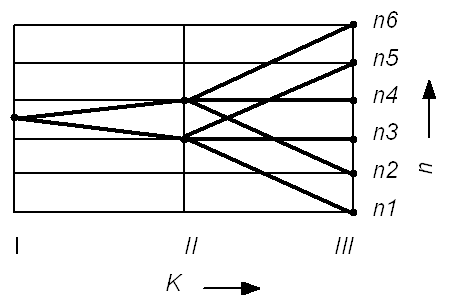
Построение структурного графика
Определение числа зубьев групповых передач
Расчет приводной передачи
Определение расчетных частот вращения валов
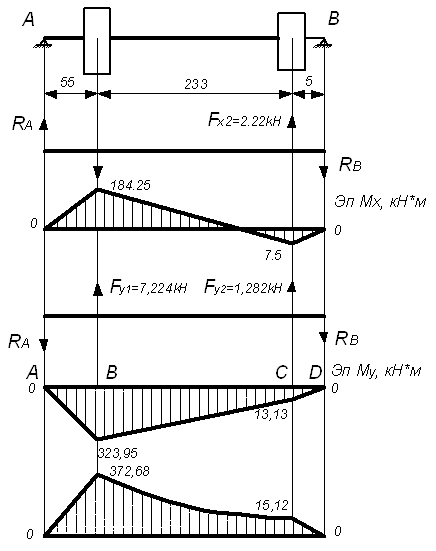
Силовой проверочный расчет зубчатых передач
Геометрический расчет зубчатых передач
Предварительный расчет валов коробки скоростей
Проверочный расчет шпоночных соединений
Выбор типа производства
Заготовка штамповка
Разработка операционного технологического процесса
Определение режимов резанья, норм времени и расценок для операции
Расчет штучно-калькуляционной нормы времени на обработку одной детали
Навигация
Выбор типа производства
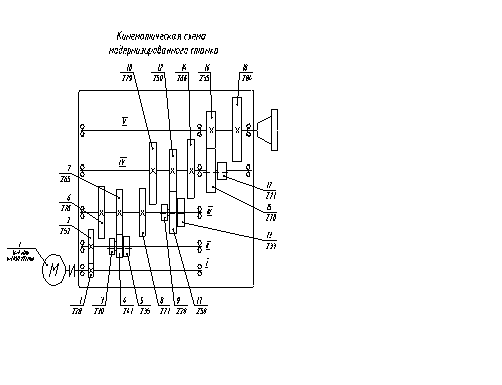
Модернизация коробки скоростей станка
53325
знаков
15
таблиц
34
изображения
3.2 Выбор типа производства
Для предварительного определения типа производства можно использовать годовой объем выпуска и массу детали. По таблице 3.1, тип производства определен как среднесерийный.
Среднесерийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися порциями, и сравнительно большим объемом выпуска, чем в единичном типе производства. При серийном типе производства используются универсальные станки, оснащенные как специальными, так и универсальными, а также универсально-сборными приспособлениями, что позволяет снизить трудоемкость и себестоимость изготовления изделия. В серийном производстве технологический процесс изготовления изделия преимущественно дифференцирован, то есть расчленен на отдельные, самостоятельные операции, выполняемые на определенных станках.
При серийном производстве обычно применяют универсальные, специализированные агрегатные станки, а так же станки с ЧПУ. При выборе технологического оборудования специального или специализированного, дорогостоящего приспособления или вспомогательного приспособления и инструмента необходимо производить расчеты затрат и сроков окупаемости, а так же ожидаемый экономический эффект от использования оборудования и технологического оснащения.
При среднесерийном производстве запуск изделий производится порциями с определенной периодичностью.
Количество деталей в партии для одновременного запуска можно определить упрощенным способом:
![]() шт
шт
где: N = 12000 – годовая программа выпуска;
а = 6 – периодичность запаса в днях.
Принимаем n=300 шт, что кратно годовой программе.
3.3 Технические условия на деталь и методы их обеспечения
| Техническое условие | Метод обеспечения | Метод контроля |
| 0,04 А | Шлифованием при установке на оправке | Индикатором на оправке ИЧ-10 |
| 0,025 А | Шлифованием на плоскошлифовальном станке | Индикатором на плите |
| Номер поверхности | Квалитет | Параметр шероховатости | Метод получения |
| 2,4,5,6,7 | 14 | 6,3 | Точение |
| 3 | 9 | 3,2 | Протачивание черновое и чистовое |
| 1,8 | 14 | 1,6 | Точение черновое и чистовое, шлифование |
| 10 | 7 | 0,8 | Растачивание, протягивание, шлифование |
| 12-19 | 9 | 1,6 | Протягивание |
| 9,11 | 14 | 6,3 | Растачивание |
| 48-76 | 14 | 6,3 | Зубозакругление |
| 20-47 | 7 - С | 0,8 | Зубофрезерование, зубошлифование |
3.4 Выбор и обоснование метода получения заготовки
Учитывая конфигурацию детали и тип производства наиболее целесообразными методами получения заготовки являются:
1. прокат гарячекатанный;
2. поковка штампованная
3.4.1 Заготовка из проката
Выбираем диаметр проката по максимальному диаметру и длине детали:
Dmax = 105 мм; Ld = 50 мм
Припуск на обработку наружных цилиндрических поверхностей выбираем по табл.3.13. с.41[*]
2Z = 5 мм
Расчетный диаметр проката:
Dрасч = Dmax+ 2Z = 105 + 5 = 110 мм
По ГОСТ 2590-88 принимаем диаметр проката
Dпр = 110 мм
Припуск на чистовое подрезание торцев по табл.3.12, с.40 [*]
2Z = 2 + 2 мм
Длинна заготовки
Lзаг = Ld+ 2Z = 50 + 4 = 54 мм
Масса заготовки из проката
![]()
Коэффициент использования материала
Стоимость заготовки из проката
![]() ,
,
где См = 280 грн. – стоимость 1 т проката;
Сотх = 90 грн. – стоимость 1 т металлоотходов.
![]()
Норма расхода материала на одну деталь
Нрасх = Мпр × (100+ 4) × 100% =4 ×1,04 = 4,16 кг
Похожие работы





... расчет На рисунке 25 представлен результат термодеформационного расчета. Рисунок 25 – Контурное представление результата термодеформационного расчета 5. Расчет экономического эффекта от модернизации поперечно – строгального станка мод. 7307 5.1 Исходные данные для расчета экономического эффекта от модернизации Проведенная модернизация поперечно-строгального станка мод. 7307 ...
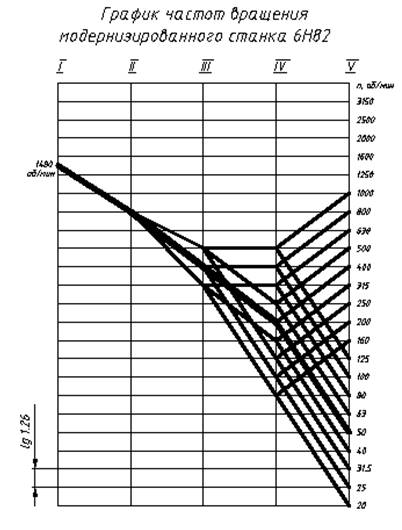
... , получения параметров, необходимых для данного типа производства, что в конечном итоге отражается на себестоимости продукции. В данной курсовой работе рассматривается вопрос модернизации коробки скоростей горизонтально-фрезерного станка модели 6Н82. 1. Кинематический расчет в приводе 1.1 Построение графика частот вращения шпинделя Рис.1 График частот вращения шпинделя Число валов ...
... зубчатые колеса, валы, подшипники коробок скоростей и подач, сверлильной головки, затем стекает обратно в масляный резервуар. Смазка подшипников шпинделя, подшипников привода коробки скоростей, коробки подач осуществляется набивкой консистентной смазкой «ЦИАТИМ 201». Для обслуживания системы смазки необходимо заполнить масляный резервуар до уровня нижнего маслоуказателя маслом “Индустриальное ...
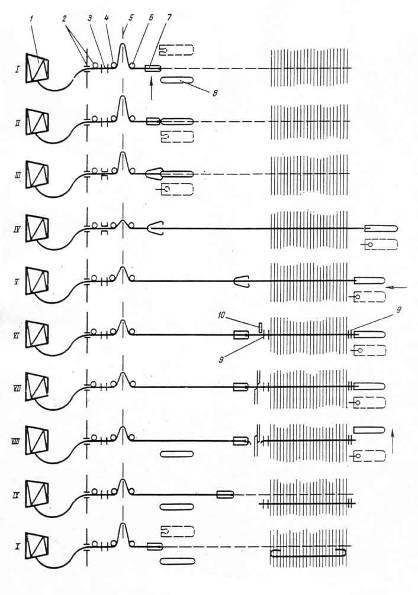
... в своих разработках большое внимание механизмам приемной коробки. Это подтверждает актуальность выбранной темы дипломного проекта по модернизации приемной коробки. Рис. 5а Рис. 5б Рис. 6 Рис. 8а Рис. 8б 1.6 ИССЛЕДОВАНИЕ МЕХАНИЗМА УКЛАДКИ ПРОКЛАДЧИКОВ НА ТРАНСПОРТЕР 1.6.1 КИНЕМАТИЧЕСКОЕ ИССЛЕДОВАНИЕ МЕХАНИЗМА Механизм предназначен для укладки прокладчиков, ...
0 комментариев