Составление структурной формулы
Определение передаточных отношений
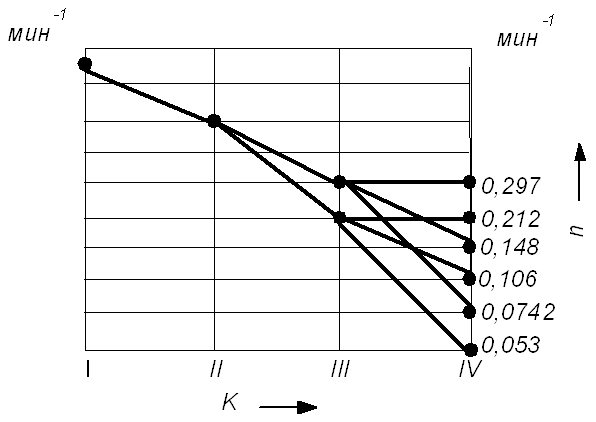
Определение действительных частот вращения шпинделя
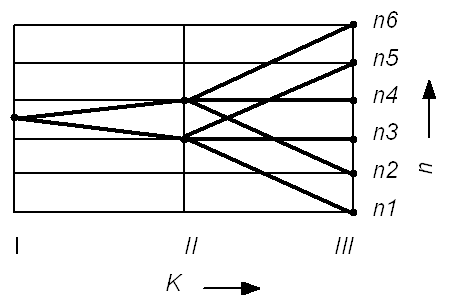
Построение структурного графика
Определение числа зубьев групповых передач
Расчет приводной передачи
Определение расчетных частот вращения валов
Силовой проверочный расчет зубчатых передач
Геометрический расчет зубчатых передач
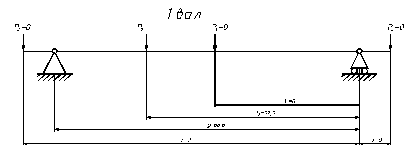
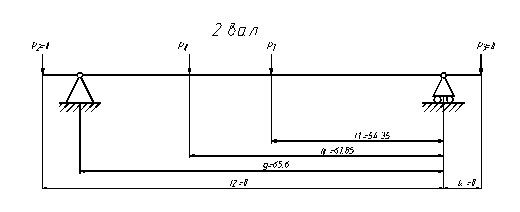
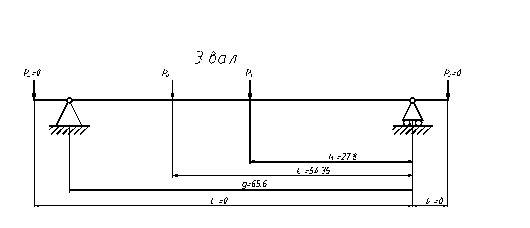
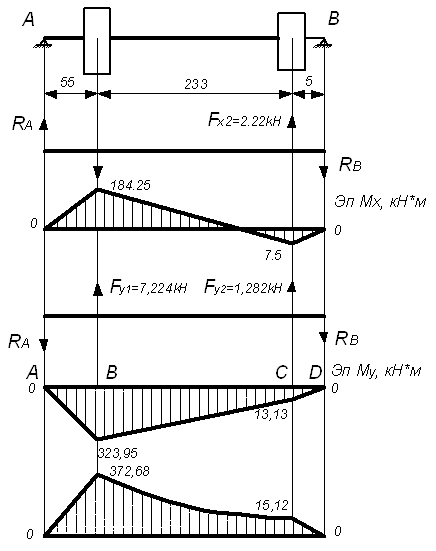
Предварительный расчет валов коробки скоростей
Проверочный расчет шпоночных соединений
Выбор типа производства
Заготовка штамповка
Разработка операционного технологического процесса
Определение режимов резанья, норм времени и расценок для операции
Расчет штучно-калькуляционной нормы времени на обработку одной детали
Навигация
Определение числа зубьев групповых передач
Модернизация коробки скоростей станка
53325
знаков
15
таблиц
34
изображения
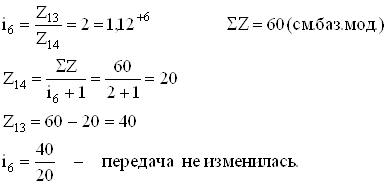
2.2.6 Определение числа зубьев групповых передач
Группа «а»
SZ=60 (см. базовую модель)
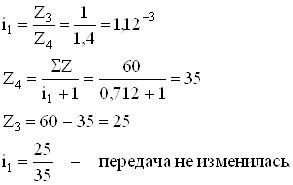
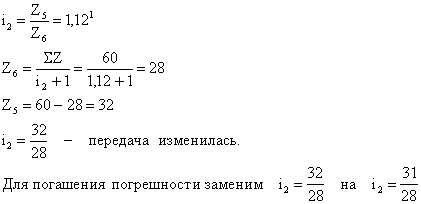 Группа «б»
Группа «б»
SZ=57 (см. базовую модель)
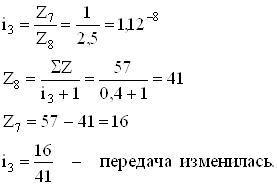
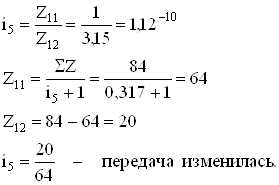
Группа «в»
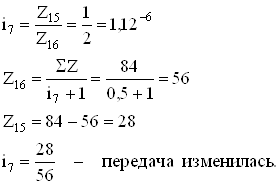
SZ=84 (см. базовую модель)
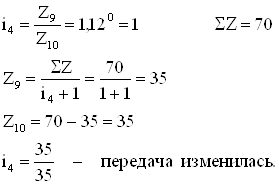
Постоянная
SZ=84 (см. базовую модель)
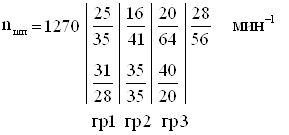
2.2.7 Определение действительных частот вращения шпинделя
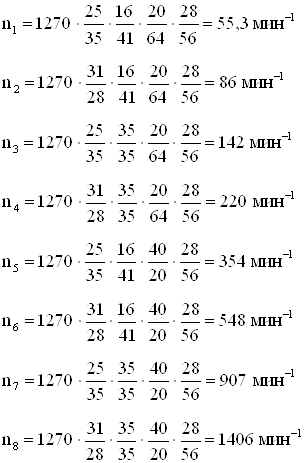
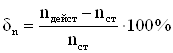
2.2.8 Определение действительных отклонений и сравнение с допускаемыми значениями
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Все отклонения вошли в пределы допустимых значений.
2.3 Определение мощности и выбор электродвигателя
2.3.1 Выбор расчетной обработки
Выбираем расчетный диаметр
![]() ;
;![]()
Dmax = 50 мм. (по паспорту)
Расчетное значение диаметра сверла корректируем по ГОСТ 885-64, в соответствии с градацией диаметра спиральных сверл.
Принимаем D= 33 мм.
Материал режущей части сверла Р6М5.
Определяем подачу:S = Cs × D0,6 мм/об.
Обрабатываемый материал – медные сплавы.
S = (0,065 … 0,130) × D0,6 – для медных сплавов.
S = (0,065 … 0,130) × 330,6 = 0,52…1,05 – мм/об.
Корректируем подачу по паспорту станка, принимаем 1 мм/об.
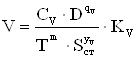
Определяем скорость резания
![]()
 - м/мин
- м/мин
Т = (3…4) × D – стойкость инструмента
Т = 99…132 мин, Принимаем Т = 120 мин.
СV = 28,1 (медь) m = 0,125
qV = 0,25 yV = 0,55
![]()
![]()
![]() ( замена на Р6М5)
( замена на Р6М5)
![]()
 м/мин.
м/мин.
Определяем частоту вращения шпинделя
![]() мин-1
мин-1
Корректируем по графику станка:
nст= 355 мин-1
Определяем действительную скорость
![]() м/мин.
м/мин.
2.3.2 Определение крутящего момента и потребной мощности
Определяем крутящий момент
![]()
СМ= 0,012; qm = 2; KP = 1 ( медные сплавы )
МКР= 9,81×0,012×332×10,8×1 = 128 н×м
Определяем потребную мощность
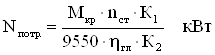
К1 = 1,04 … 1,05 коэфф. учитывающий дополнительные затраты мощности на подачу суппорта.
К2 = 1 … 1,3 коэфф. учитывающий возможность кратковременных перегрузок.
hгл – КПД цепи главного движения
hгл = hприв.пер. ×hхмуфты ×hузуб.пер ×hzподшип.
hгл = 0,98 × 0,99 × 0,9855 × 0,99512 = 0,83

Принимаем электродвигатель асинхронный 4А100L4
ГОСТ 19523-81
N = 5,5 кВт;nэл.дв.=1430 мин-1
Похожие работы





... расчет На рисунке 25 представлен результат термодеформационного расчета. Рисунок 25 – Контурное представление результата термодеформационного расчета 5. Расчет экономического эффекта от модернизации поперечно – строгального станка мод. 7307 5.1 Исходные данные для расчета экономического эффекта от модернизации Проведенная модернизация поперечно-строгального станка мод. 7307 ...
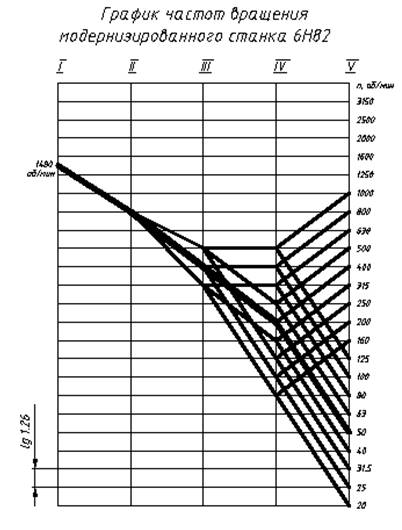
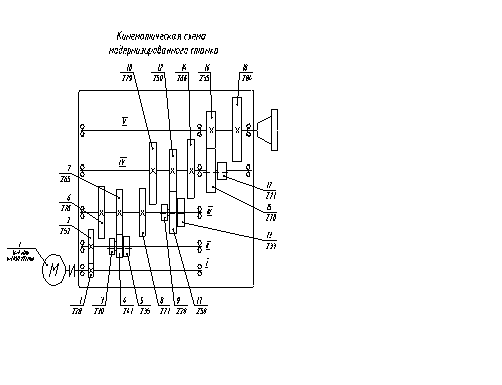
... , получения параметров, необходимых для данного типа производства, что в конечном итоге отражается на себестоимости продукции. В данной курсовой работе рассматривается вопрос модернизации коробки скоростей горизонтально-фрезерного станка модели 6Н82. 1. Кинематический расчет в приводе 1.1 Построение графика частот вращения шпинделя Рис.1 График частот вращения шпинделя Число валов ...
... зубчатые колеса, валы, подшипники коробок скоростей и подач, сверлильной головки, затем стекает обратно в масляный резервуар. Смазка подшипников шпинделя, подшипников привода коробки скоростей, коробки подач осуществляется набивкой консистентной смазкой «ЦИАТИМ 201». Для обслуживания системы смазки необходимо заполнить масляный резервуар до уровня нижнего маслоуказателя маслом “Индустриальное ...
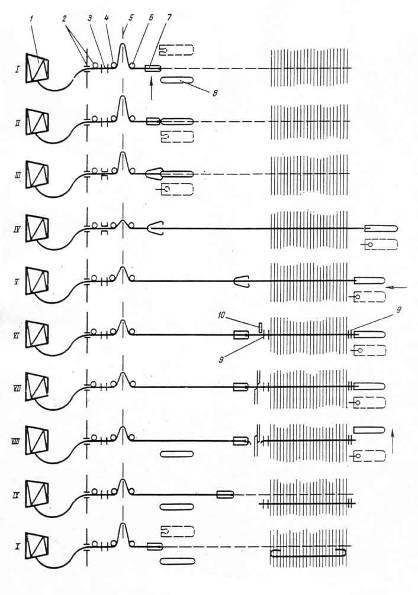
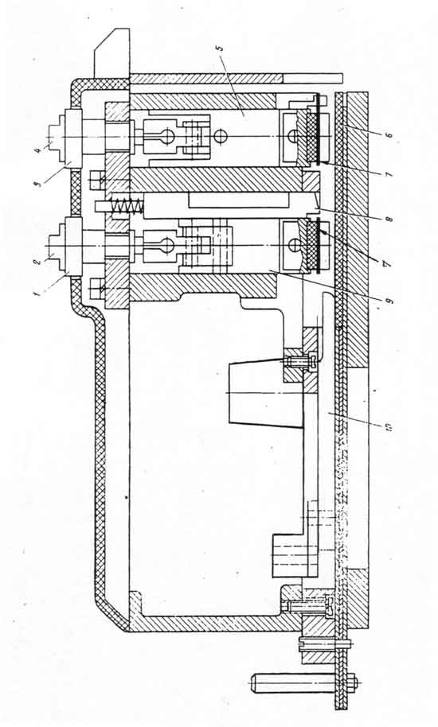
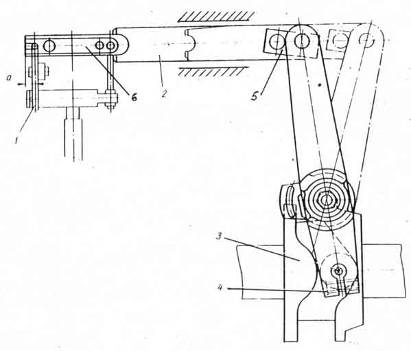
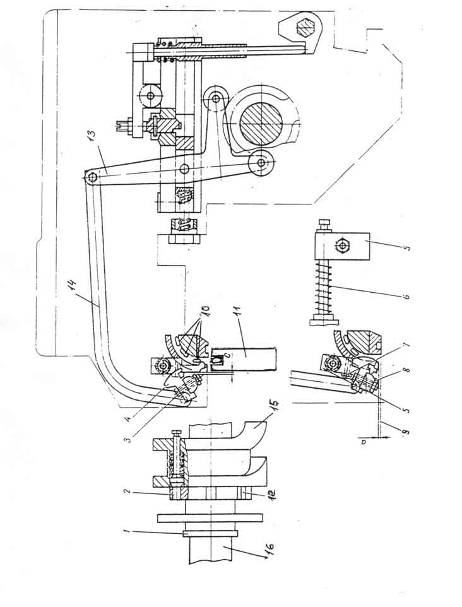
... в своих разработках большое внимание механизмам приемной коробки. Это подтверждает актуальность выбранной темы дипломного проекта по модернизации приемной коробки. Рис. 5а Рис. 5б Рис. 6 Рис. 8а Рис. 8б 1.6 ИССЛЕДОВАНИЕ МЕХАНИЗМА УКЛАДКИ ПРОКЛАДЧИКОВ НА ТРАНСПОРТЕР 1.6.1 КИНЕМАТИЧЕСКОЕ ИССЛЕДОВАНИЕ МЕХАНИЗМА Механизм предназначен для укладки прокладчиков, ...
0 комментариев