Составление структурной формулы
Определение передаточных отношений
Определение действительных частот вращения шпинделя
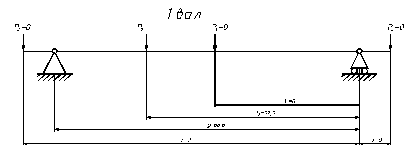
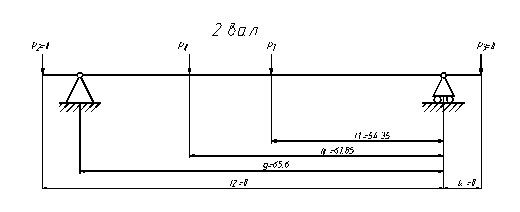
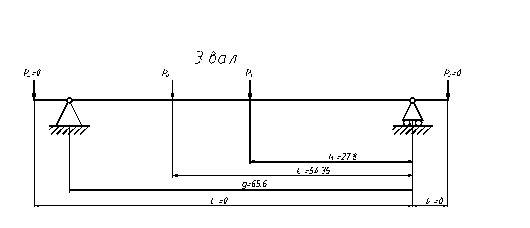
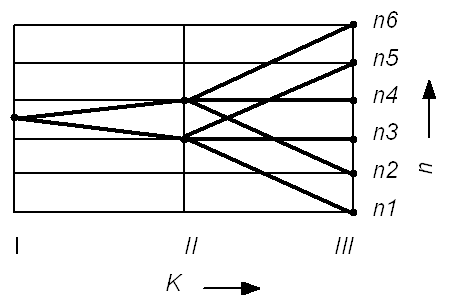
Построение структурного графика
Определение числа зубьев групповых передач
Расчет приводной передачи
Определение расчетных частот вращения валов
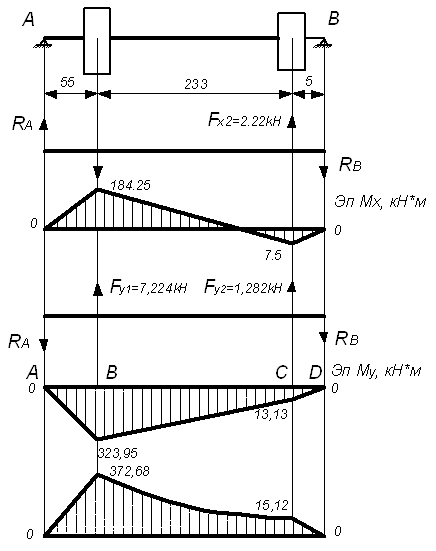
Силовой проверочный расчет зубчатых передач
Геометрический расчет зубчатых передач
Предварительный расчет валов коробки скоростей
Проверочный расчет шпоночных соединений
Выбор типа производства
Заготовка штамповка
Разработка операционного технологического процесса
Определение режимов резанья, норм времени и расценок для операции
Расчет штучно-калькуляционной нормы времени на обработку одной детали
Навигация
Заготовка штамповка
Модернизация коробки скоростей станка
53325
знаков
15
таблиц
34
изображения
3.4.2 Заготовка штамповка
Расчет производим по ГОСТ 7505-89
Масса поковки расчетная
Мпок = Мдет × К = 1,5 ×1,6 = 2,4 кг,
где К=1,5...1,8 с.31
Класс точности [табл.19,с.28] – Т2
Группа стали [табл.1,с.8] – М2
Степень сложности определяем, вычисляя отношение массы поковки расчетной к массе описывающей фигуры (массы проката):
что соответствует степени сложности С1.
Исходный индекс поковки на с.10 по номограмме получается – 8.
Определяем припуски на обработку в таблице.
Таблица 3.4 - Припуски на обработку
| Размеры детали, мм | Шероховатость, Ra, мкм | Общий припуск на обработку, мм | Размеры заготовки с отклонениями, мм |
| Ø105h9 | 3,2 | 2(1,4+0,3+0,2)=3,8 | Ø 108,8 прин. Ø |
| Ø50h14 | 6,3 | 2(1,3+0,3+0,2)=3,6 | Ø 53,6 прин. Ø |
| Линейные размеры | |||
| 50h14 | 1,6 | 2(1,4+0,3+0,2)=3,8 | 53,8 прин. |
| 20h14 | 1,6/6,3 | (1,1+0,3+0,2)+ (0,9+0,2-0,2)=3,3 | 23,3 прин. |
Расчет массы поковки
Разбиваем поковку на простые геометрические фигуры
Определяем массу поковки
![]() кг
кг
![]() кг
кг
![]() Принимаем технологические потери при горячей объемной штамповке равными 10% от массы поковки, определяем норму расхода материала на одну деталь.
Принимаем технологические потери при горячей объемной штамповке равными 10% от массы поковки, определяем норму расхода материала на одну деталь.
Нрасх=Мпок × (100+10)/100 = 2,05 × (100+10)/100 = 2,25 кг
Коэффициент использования материала
Стоимость заготовки штамповки:
![]()
![]()
Себестоимость поковки штампованной выше, чем заготовки из проката. Однако при использовании проката значительно увеличивается трудоемкость черновых операций. Установлено, что при разнице коэффициентов использования материалов выше 0,15 целесообразно применение штамповки.
Для данной детали Кпок - Кпр = 0,73 – 0,375 =0,355
Следовательно, в качестве заготовки используем поковку штампованную.
3.5 Разработка проектного технологического процесса с применением станков с ЧПУ
005.Токарная с ЧПУ
1. Точить поверхности 8; 6; 5 начерно
2. Точить поверхности 8; 7; 6; 5; 4
3. Расточить фаску 9
010.Токарная с ЧПУ
1. Точить поверхность 1; 3; начерно
2. Точить поверхности 1; 2; 3; начерно
3. Расточить отверстие 10 начисто, фаску 11
015. Горизонтально-протяжная
1. Протянуть отв.10, шлицы 12-19
020.Зубофрезерная
1. Фрезеровать зубья 20-47
025.Зубозакругловочная
1. Закруглить зубья 48-76
030.Термическая
035.Внутришлифовальная
1. Шлифовать отв.10, торец 8
040.Плоскошлифовальная
1. Шлифовать торец 1
045.Зубошлифовальная
1. Шлифовать зубья 20-47
050.Контрольная
Принимаем для изготовления детали «Колесо зубчатое» технологический процесс с применением ЧПУ, как наиболее перспективный.
3.5.1 Обоснование выбора баз
| Номер операции | Наименование операции | Базирование |
| 005 | Токарная с ЧПУ | В патроне по цилиндрической поверхности 3, торцу 1 |
| 010 | Токарная с ЧПУ | В патроне по цилиндрической поверхности 6, торцу 8 |
| 015 | Горизонтально-протяжная | На опоре сферической по торцу 8 |
| 020 | Зубофрезерная | На оправке по отв.10 и торцу 1 |
| 025 | Зубозакругловочная | На оправке по отв.10 и торцу 1 |
| 035 | Внутришлифовальная | В патроне по делительному диаметру и торцу 1 |
| 040 | Плоскошлифовальная | На магнитной плите по торцу 8 |
| 045 | Зубошлифовальная | На оправке по отв.10 и торцу 1 |
3.5.2 Выбор технологического оснащения
| Номер операции | Наименование операции | Оборудование | Приспособление | Режущий инструмент | Мерительный инструмент |
| 005 | 3808 Токарная с ЧПУ | 381021 16К20Ф3 | 396112 Патрон 7100-0007 ГОСТ 2675-80 | 392191 Резец 2302-0311 Т15К6 ГОСТ 21151-75 392192 Резец 2101-0647 Т30К4 ГОСТ 20872-80 392193 Резец 2145-0551 Т15К6 ГОСТ 20874-80 | 393120 Калибр-скоба 8113-0144 ГОСТ 18362-73 393610 Шаблон линейный И01.00.000 393111 Калибр-пробка И02.00.000 |
| 010 | 3808 Токарная с ЧПУ | 381021 16К20Ф3 | 396112 Патрон 7100-0009 ГОСТ 2675-80 | 392191 Резец 2302-0311 Т15К6 ГОСТ 21151-75 392192 Резец 2101-0647 Т30К4 ГОСТ 20872-80 392193 Резец 2145-0551 Т15К6 ГОСТ 20874-80 | 393120 Калибр-скоба 8118-0015h14 ГОСТ 2216-84 393610 Шаблон линейный И03.00.000 393111 Калибр-пробка И04.00.000 |
| 015 | 4180 Горизонтально-протяжная | 381756 7Б510 | 392870 Адаптер АВ 2871 | 392330 Протяжка 2402-2187 Р6М5 ГОСТ 25971-83 | 393182 Калибр-пробка 8311-0437 Н7 ГОСТ 24960-81 |
| 020 | 4153 Зубофрезерная | 381572 53А50 | 392800 Оправка 7150- 0368 ГОСТ 18437-73 | 391814 Фреза 2510-4074 Р6М5 ГОСТ 9324-80 | 394520 Зубомер ГОСТ 5368-81 |
| 025 | 4156 Зубозакругловочная | 381575 5Н580 | 392800 Оправка 7150- 0368 ГОСТ 18437-73 | 391820 Фреза 2223-0129 Р6М5 ГОСТ 17026-71 | 393612 Шаблон радиусный И05.00.000 |
| 035 | 4132 Внутришлифовальная | 381312 3К228В | 396112 Патрон 7100-0007В ГОСТ 2675-80 | 397110 Круг 5 20х26х10 23А16СТ15К8 35 м/сек Акл. 1 ГОСТ 2424-83 | 393112 Калибр-пробка 8311-0437 Н7 ГОСТ 24960-81 |
| 040 | 4133 Плоскошлифовальная | 381313 3Л722 | 396100 Плита 7208-0019 ГОСТ 16528-81 | 397112 Круг 1 450х125х250 14А25ПСМ27К1 35 м/сек Акл. 1 ГОСТ 2424-83 | 393610 Шаблон линейный И06.00.000 |
| 045 | 4151 Зубошлифовальная | 381561 5В833 | 396100 Оправка 7150-0450 ГОСТ 18438-73 | 397735 Круг червячный 400х40х127 44А12СМ19К 35 м/сек Акл. 2 ГОСТ 2424-83 | 394500 Прибор ГОСТ 9776-82 |
Похожие работы





... расчет На рисунке 25 представлен результат термодеформационного расчета. Рисунок 25 – Контурное представление результата термодеформационного расчета 5. Расчет экономического эффекта от модернизации поперечно – строгального станка мод. 7307 5.1 Исходные данные для расчета экономического эффекта от модернизации Проведенная модернизация поперечно-строгального станка мод. 7307 ...
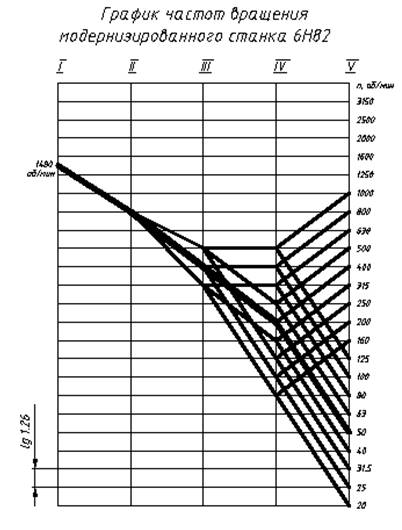
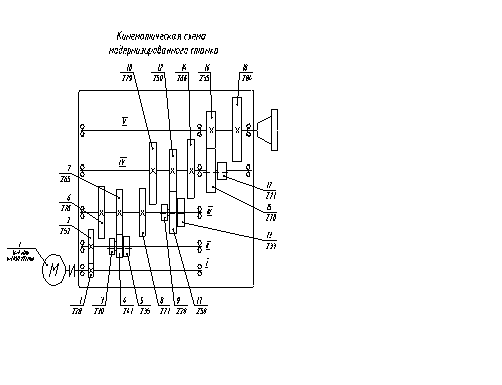
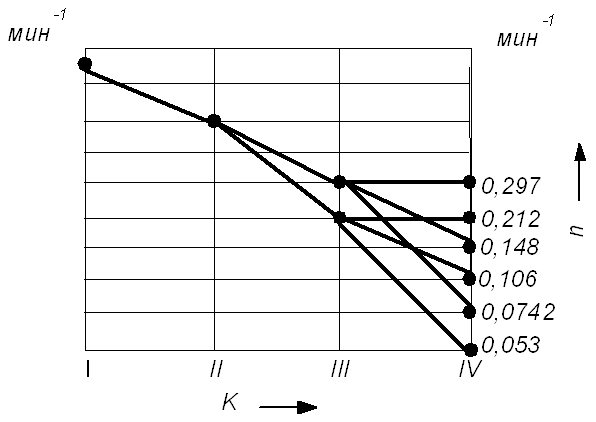
... , получения параметров, необходимых для данного типа производства, что в конечном итоге отражается на себестоимости продукции. В данной курсовой работе рассматривается вопрос модернизации коробки скоростей горизонтально-фрезерного станка модели 6Н82. 1. Кинематический расчет в приводе 1.1 Построение графика частот вращения шпинделя Рис.1 График частот вращения шпинделя Число валов ...
... зубчатые колеса, валы, подшипники коробок скоростей и подач, сверлильной головки, затем стекает обратно в масляный резервуар. Смазка подшипников шпинделя, подшипников привода коробки скоростей, коробки подач осуществляется набивкой консистентной смазкой «ЦИАТИМ 201». Для обслуживания системы смазки необходимо заполнить масляный резервуар до уровня нижнего маслоуказателя маслом “Индустриальное ...
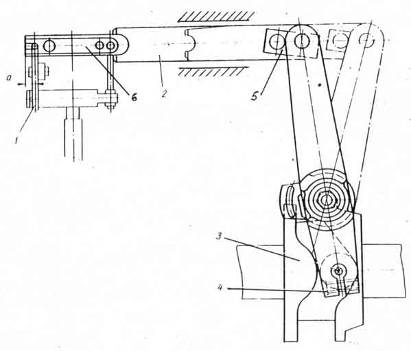
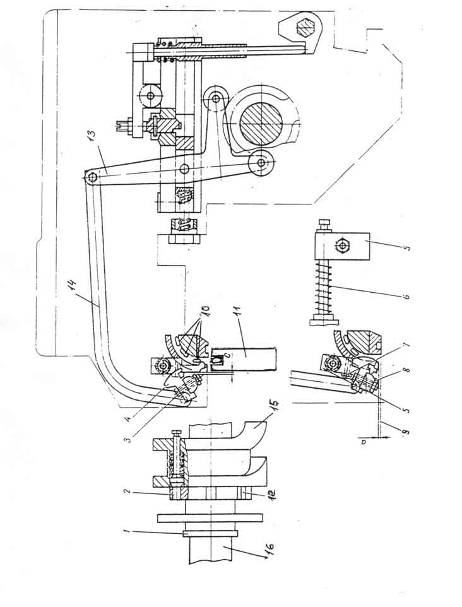
... в своих разработках большое внимание механизмам приемной коробки. Это подтверждает актуальность выбранной темы дипломного проекта по модернизации приемной коробки. Рис. 5а Рис. 5б Рис. 6 Рис. 8а Рис. 8б 1.6 ИССЛЕДОВАНИЕ МЕХАНИЗМА УКЛАДКИ ПРОКЛАДЧИКОВ НА ТРАНСПОРТЕР 1.6.1 КИНЕМАТИЧЕСКОЕ ИССЛЕДОВАНИЕ МЕХАНИЗМА Механизм предназначен для укладки прокладчиков, ...
0 комментариев