Номенклатура продукции и мощность производства
Пневмо - и вакуумформование
Требования к исходному сырью
Растаривание сырья
Хранение готовой продукции и маркировка
ВЫБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ И РАСЧЁТ ПОТРЕБНОСТИ В НЕМ
Трудовой процесс
Содержание работы литейщика
Компоновка технологического оборудования
Молниезащита
Водопровод и канализация
ЭКОНОМИЧЕСКАЯ ЧАСТЬ
Вопросы труда и заработной платы
Смета цеховых расходов и на содержание и эксплуатацию оборудования
Основные технико-экономические показатели цеха
Навигация
Номенклатура продукции и мощность производства
Проект участка цеха по производству товаров бытового и технического назначения методом литья под давлением на ОАО "БЗЗД" мощность 400 тонн в год
90827
знаков
36
таблиц
0
изображений
1.3 Номенклатура продукции и мощность производства
Номенклатура выпускаемой продукции определена исходя из данных маркетингового исследования, проведённого ОАО “БЗЗД” приведены в таблице 1.1.
Таблица 1.1.
Номенклатура выпускаемых изделий
| Изделие | Материал | Код | Назначение |
| Стакан | Полипропилен 21030 белый | 90.9.532.876.5 | Химкомбинат (производство волокна) |
| Ведро на 5л. | Полипропилен 21030 белый | 90.9.531.056.5 | Хранение пищевых продуктов |
| Ящик для овощей | Полиэтилен 277-73 белый | 90.6.533.156.1 | Хранение овощей и фруктов |
Мощность участка по переработке термопластов составляет 400т/год.
При уменьшении спроса на данную продукцию, предприятие может освоить производство новых изделий. Распределение годовой программы по видам сырья приведено в таблице 1.2.
Таблица 1.2.
Распределение годовой программы по видам исходного сырья
| Наименование материала | Годовая программа, т/год |
| Полипропилен 21030 белый | 350 |
| Полиэтилен 277-73 белый | 50 |
| Итого | 400 |
1.4 Режим работы участка
Работа на проектируемом участке планируется в три смены по 8 часов. Количество рабочих дней в году - 250. Номинальные фонды времени работы оборудования приняты по государственным нормам технологического проектирования предприятия машиностроения, приборостроения и металлообработки.
Потери времени для оборудования приняты исходя из продолжительности и периодичности планово-предупредительных работ, технологических переналадок, а также внутрисменных потерь, связанных с технологическим обслуживанием оборудования и организационными мероприятиями [1].
2. ОБОСНОВАНИЕ ВЫБОРА МЕТОДА ПЕРЕРАБОТКИ
2.1 Характеристика способов изготовления изделий
Основными методами (способами) переработки полимерных материалов в изделия являются: литьё под давлением; полимеризация в форме; ротационное формование; литьё вспененных изделий; прессование пенопластов; получение профильных изделий, экструзия; формование волокна; изготовление плёнок поливом; окунание; прессование; выдувание; каландрование; пневмо - и вакуумформование.
В связи с тем, что основная номенклатура изделий технического и бытового назначения изготавливается из термопластичных материалов, то наиболее приемлемыми способами формования изделий являются: литьё под давлением, прессование, пневмо - и вакуумформование.
Рассмотрим данные методы изготовления изделий.
2.1.1 Литье под давлением
Литьё под давлением – это основной метод переработки полимерных материалов и получения изделий, заключающийся в пластикации, гомогенизации полимерного материала в материальном цилиндре и впрыске его в предварительно замкнутую форму, которая охлаждается для термопластов и нагревается для реактопластов.
Литьём под давлением изготавливают изделия из термопластичных и термореактивных пластмасс разнообразной конфигурации и массы, различающиеся от десятых долей грамма до многих десятков килограмм, по толщине стенок – от десятых долей миллиметра до нескольких десятков сантиметров. Причём изделия имеют высокую точность и стабильность размеров.
При литье термопластов расплав, заполнивший форму, затвердевает при охлаждении, после чего форма раскрывается и изделие выталкивается.
При формовании реактопластов полимерную композицию впрыскивают в форму, которую затем нагревают до температуры отверждения материала. После этого форму открывают, и изделие также извлекается.
Переработка пластмасс в изделия сводится к созданию конструкции , обеспечивающей заданный комплекс эксплуатационных свойств, путем переводу полимерного материала в состояние, в котором он легко приобретает требуемую форму с его последующей фиксацией (сохранением).
Литье под давлением имеет ряд преимуществ по сравнению с прессованием и экструзией: хорошая пластикация и гомогенизация продукта; точное дозирование полимерного материала; легко автоматизируемый процесс.
Среди недостатков следует отметить: анизотропию свойств, при литье; различную усадку для материалов.
2.1.2 Прессование
Прессование – это технологический процесс, сущность которого заключается в пластической деформации полимерного материала при одновременном действии на него тепла и давлении с последующей фиксации формы.
В настоящее время методом прессования перерабатываются только реактопласты.
Данным методом изготавливают: слоистые листовые пластики, дозирующие таблетки из пресс-порошков.
Существует компрессионное (прямое) и трансферное (литьевое) прессование.
Компрессионное прессование – процесс, при котором материал загружается непосредственно в формующую полость пресс-формы, где происходит его формование.
Этот способ отличается невысокой производительностью, однако, им можно перерабатывать все реактопластов.
Трансферное прессование это способ, при котором предварительно подогретый и пластицируемый полимерный материал впрыскивается из загрузочной камеры через литниковые каналы в полость пресс-формы.
Преимущества данного метода - изготовление деталей сложной формы с арматурой; равномерное отверждение изделия.
Недостатками метода являются: сложность автоматизации процесса.
Похожие работы
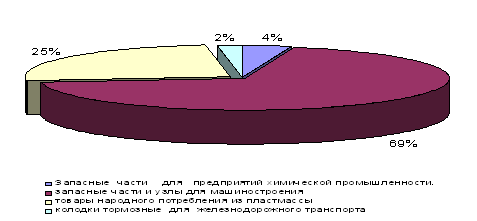
... человека. Организация охраны труда, техники безопасности и производственной санитарии осуществляется в соответствии со Стандартом предприятия по охране труда и технике безопасности, разработанного ОАО "БЗЗД" за № СТП10.01Б - 2001 Открытое акционерное общество "Балаковский завод запасных деталей" осуществляется производство и реализацию запасных частей к технологическому и химическому оборудованию ...
0 комментариев