Номенклатура продукции и мощность производства
Пневмо - и вакуумформование
Требования к исходному сырью
Растаривание сырья
Хранение готовой продукции и маркировка
ВЫБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ И РАСЧЁТ ПОТРЕБНОСТИ В НЕМ
Трудовой процесс
Содержание работы литейщика
Компоновка технологического оборудования
Молниезащита
Водопровод и канализация
ЭКОНОМИЧЕСКАЯ ЧАСТЬ
Вопросы труда и заработной платы
Смета цеховых расходов и на содержание и эксплуатацию оборудования
Основные технико-экономические показатели цеха
Навигация
Требования к исходному сырью
Проект участка цеха по производству товаров бытового и технического назначения методом литья под давлением на ОАО "БЗЗД" мощность 400 тонн в год
90827
знаков
36
таблиц
0
изображений
3.1.2 Требования к исходному сырью
Для получения качественных изделий сырьё должно отвечать следующим требованиям:
содержание влаги – не более 1%;
содержание вторичного сырья – не более 20%;
размер гранул должен быть не более 4 мм в диаметре;
содержание посторонних включений должно быть в норме.
Задание требований обусловлено следующим: при высоком содержании влаги в полимерном материале впрыск расплава в матрицу становится затруднительным. Материал не впрыскивается струёй, а распрыскивается каплями, что затрудняет процесс формования.
Выпускаемые изделия должны быть прочными и эластичными, что не достигается при содержании в сырье выше установленной нормы инородных тел и частично денатурированного материала. Инородные тела способствуют засорению литниковых каналов.
Основной источник инородных тел – измельчитель бракованных изделий, так как в бункер измельчителя иногда по различным причинам попадает мелкий мусор.
Входной контроль сырья осуществляется по следующим документам:
гигиенический сертификат от центра санитарно-эпидемиологического надзора;
сертификат качества сырья.
В соответствии с выданным предприятию гигиеническим сертификатом на сырьё, цех сможет производить изделия, предназначенные для контакта с пищевыми продуктами.
В соответствии с сертификатом качества, по заключению лаборатории производства сырья, качество полимерных материалов должно соответствовать требованиям ТУ 2211-020-00203521-96.
3.1.3 Получение сырья и его свойства
Полиэтилен низкого давления (ГОСТ 16338-77) синтезируют полимеризацией этилена при низком давлении (35-40 кгс/см²) на комплексных металлоорганических катализаторах. Выпускается марок, из которых непосредственно получаются композиции с разными добавками для дальнейшей переработки.
Полиэтилен низкого давления 277-73 предназначен для переработки экструзией, литьём под давлением, экструзией с раздувом, напылением и получения профильно-погонажных изделий, малогабаритных изделий, выдувных изделий, покрытий на различных изделиях и дублирования плёнок.
Полипропилен и блоксополимер пропилена с этиленом (ТУ 6-05-1756-76). Блоксополимер пропилена с этиленом получается последовательной полимеризацией пропилена и этилена в присутствии металлоорганических катализаторов. Полипропилен и блоксополимер пропилена с этиленом выпускаются в виде композиции на основе базовых марок со стабилизаторами, красителями, наполнителями и другими добавками [3].
Полипропилен 21030 – полимерный материал, выбранный для переработки в проектируемом цеху.
Основные физико-химические, эксплуатационные и технологические свойства перерабатываемых в проектируемом цеху полимеров указаны в Приложениях 2-3.
3.1.4 Обоснование выбора сырья
Вышеперечисленное сырьё было выбрано исходя из следующего:
сравнительно низкой стоимости материалов;
простоты и технологичности его переработки;
отсутствия, при переработке материалов, выделения токсичных веществ выше предельно допустимых концентраций;
универсальности при изготовлении изделий;
оптимальных физико-химических, прочностных и эксплуатационных свойств;
маркетингового исследования рынка.
3.2 Составление и описание технологической схемы производства
В проектируемой технологической схеме производства предусматривается автоматический режим работы основного оборудования. Графическое изображение данной схемы приведено в Приложении 4.
Технологическая схема производства литьевых изделий состоит из следующих операций:
получение сырья;
хранение сырья;
растаривание сырья;
подготовка сырья;
формование изделий;
контроль и упаковка;
хранение готовой продукции;
переработки отходов.
Рассмотрим содержание каждой стадии технологической схемы более подробно.
3.2.1 Получение сырья
Материал в гранулированном виде поступает на завод в автофургонах в контейнерах по 500 кг или полиэтиленовых мешках по 25-30 кг. Выгрузка из вагона производится с помощью электропогрузчика (автокрана). Сырье из контейнеров растаривается и подается пневмотранспортом в складские емкости. Сырье в мешках укладывается партиями на поддоны и межцеховым транспортом перевозится на заводской склад. При приеме сырья в любой упаковке обязательным условием является учет прибывшего сырья, для чего предусматриваются железнодорожные и автомобильные весы.
3.2.2 Хранение сырья
Сырьевой склад проектируется из расчёта десяти суточного запаса сырья.
Основная масса сырья хранится в емкостях отдельно расположенного склада и с помощью пневмотранспорта подается в емкости, расположенные внутри цеха.
Из цеховых емкостей сырье подается к литьевым машинам при помощи пневмотранспорта, включающегося автоматически по вызову от литьевой машины при понижении уровня сырья в бункере машины.
Часть сырья, поступающего в мешках, храниться партиями, стеллажным способом, на поддонах.
Похожие работы
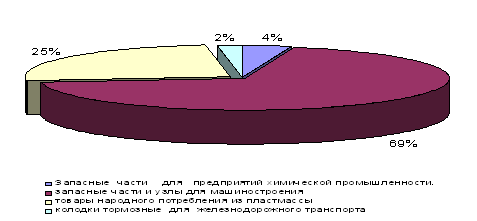
... человека. Организация охраны труда, техники безопасности и производственной санитарии осуществляется в соответствии со Стандартом предприятия по охране труда и технике безопасности, разработанного ОАО "БЗЗД" за № СТП10.01Б - 2001 Открытое акционерное общество "Балаковский завод запасных деталей" осуществляется производство и реализацию запасных частей к технологическому и химическому оборудованию ...
0 комментариев