Номенклатура продукции и мощность производства
Пневмо - и вакуумформование
Требования к исходному сырью
Растаривание сырья
Хранение готовой продукции и маркировка
ВЫБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ И РАСЧЁТ ПОТРЕБНОСТИ В НЕМ
Трудовой процесс
Содержание работы литейщика
Компоновка технологического оборудования
Молниезащита
Водопровод и канализация
ЭКОНОМИЧЕСКАЯ ЧАСТЬ
Вопросы труда и заработной платы
Смета цеховых расходов и на содержание и эксплуатацию оборудования
Основные технико-экономические показатели цеха
Навигация
ВЫБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ И РАСЧЁТ ПОТРЕБНОСТИ В НЕМ
Проект участка цеха по производству товаров бытового и технического назначения методом литья под давлением на ОАО "БЗЗД" мощность 400 тонн в год
90827
знаков
36
таблиц
0
изображений
4. ВЫБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ И РАСЧЁТ ПОТРЕБНОСТИ В НЕМ
4.1 Выбор основного технологического оборудования
Выбор основного технологического оборудования должен соответствовать выбранной технологической схеме с учётом особенностей переработки того или иного вида термопластов. К основному оборудованию относятся оборудование, оказывающее непосредственное воздействие на материал в процессе получения готовых изделий. Таким оборудованием являются литьевые машины.
Для производства изделий методом литья под давлением выбираются наиболее эффективные литьевые машины одноцилиндровой конструкции со шнековой пластикацией, в которой шнек совершает вращательные и поступательные движения.
В производстве изделий из термопластов наиболее распространены литьевые машины с гидравлическим приводом из-за ряда преимуществ: они наиболее просты и удобны в эксплуатации; долговечны; легко регулировать основные параметры процесса литья (скорость впрыска, давление литья).
Оборудование для литья под давлением производят в нашей стране и за рубежом. В связи с номенклатурой изделий, выпускаемых на проектируемом участке, выбираем однопозиционные термопластавтоматы с числовым программным управлением и объемом впрыска от 225 см3 до1160 см3, ими являются модели типа KuASY 400/160 (Германия), KuASY 800/250 (Германия), KuASY 1700/400 (Германия).Тип и типоразмер литьевых машин выбраны исходя из массы и размеров изделия, площади литья, материала изделий, тиражности, отношения толщины изделия к его длине, гнёздности формы, конструктивных особенностей изделий, требований к точности изготовления и чистоте поверхности изделия. Марки и технологические характеристики выбранных машин указаны в Приложении 5.
Выбор основного технологического оборудования должен соответствовать выбранной технологической схеме с учётом особенностей переработки того или иного вида термопластов. К основному оборудованию относятся оборудование, оказывающее непосредственное воздействие на материал в процессе получения готовых изделий. Таким оборудованием являются литьевые машины.
4.1.1 Расчёт потребности в основном технологическом оборудовании
Произведём расчёт потребности в оборудовании по заданной ассортиментной программе.
Производительность литьевых машин по заданной ассортиментной программе рассчитывается по формуле:
Q = 3,6*m*T/t , (4.1.)
где Q – производительность оборудования, кг/ч;
m – масса изделия, г;
T – число гнёзд в форме;
t – продолжительность цикла, с.
Производительность по стакану (Qс)соответственно:
Qc = 3,6*60*2/45 = 9,6 кг/ч;
Производительность по ведру (Qв)
Qв = 3,6*320*1/50 = 23,04 кг/ч;
Производительность по ящику (Qя):
Qя = 3,6*930*1/50 = 66,96 кг/ч.
Определим затраты времени, необходимые для выполнения годовой программы по каждому изделию по формуле:
Т = Пт/Q (4.2.)
где Т – затраты времени, необходимые для выполнения годовой программы по изделию, ч;
Пт – годовая программа по изделию, кг/ч;
Q – производительность работы литьевой машины по данному изделию, кг/ч;
Тс =50000/9,6= 5209 ч
Тв = 200000/23,04= 8681ч
Тя = 150000/66,96= 2241 ч
Если сложить время, необходимое для выполнения годовой программы по каждому изделию, то получится фонд времени выполнения всей программы производства при работе одной литьевой машины:
Тобщее = Тс + Тв + Тя = 5209+8681+2241 = 1613 (4.3.)
Рассчитаем количество литьевых машин, которое обеспечит выполнение цехом программы производства по формуле:
Чм = Т/(Фд*k) , (4.4.)
где Чм – количество необходимых машин;
Тобщее – фонд времени выполнения всей программы производства при эксплуатации одной литьевой машины, ч;
Фд – действительный годовой фонд времени работы основного оборудования цеха, при работе цеха в полуавтоматическом режиме, в 3 смены составляет 5400 часов
К =0,93– коэффициент, учитывающий потери времени на обслуживание рабочего места и оборудования, подготовительно-заключительное время, время на отдых и личные надобности.
Чм = 16131/(5400*0,93) = 3,51
Таким образом, количество оборудования необходимого для выполнения всей программы производства равно 4 машинам.
5. ОРГАНИЗАЦИЯ ТРУДА
В соответствии с инструкцией СН 202-76 в каждом проекте должен содержаться раздел по организации труда, включающий следующие основные разделы: трудовой процесс; разделение труда; кооперация труда; организация и обслуживание рабочих мест; нормы труда и обоснование потребности в кадрах; численность персонала; условия труда; трудовые затраты и производительность труда; карты организации труда [6].
Похожие работы
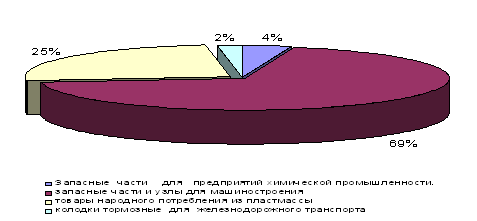
... человека. Организация охраны труда, техники безопасности и производственной санитарии осуществляется в соответствии со Стандартом предприятия по охране труда и технике безопасности, разработанного ОАО "БЗЗД" за № СТП10.01Б - 2001 Открытое акционерное общество "Балаковский завод запасных деталей" осуществляется производство и реализацию запасных частей к технологическому и химическому оборудованию ...
0 комментариев