Номенклатура продукции и мощность производства
Пневмо - и вакуумформование
Требования к исходному сырью
Растаривание сырья
Хранение готовой продукции и маркировка
ВЫБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ И РАСЧЁТ ПОТРЕБНОСТИ В НЕМ
Трудовой процесс
Содержание работы литейщика
Компоновка технологического оборудования
Молниезащита
Водопровод и канализация
ЭКОНОМИЧЕСКАЯ ЧАСТЬ
Вопросы труда и заработной платы
Смета цеховых расходов и на содержание и эксплуатацию оборудования
Основные технико-экономические показатели цеха
Навигация
Растаривание сырья
Проект участка цеха по производству товаров бытового и технического назначения методом литья под давлением на ОАО "БЗЗД" мощность 400 тонн в год
90827
знаков
36
таблиц
0
изображений
3.2.3 Растаривание сырья
Гранулированное сырьё в контейнерах объёмом 1,5 м³ автопогрузчиком подаётся к наружной стене цеха, где находится приёмное устройство системы пневмотранспорта, обеспечивающее подачу гранулированного сырья в приёмные бункера объёмом 10 м³ каждый. Принята система вакуумного пневмотранспорта с применением газодувок (одна рабочая, другая запасная). Под каждым бункером установлен шлюзовой питатель, который сохраняет вакуум в бункере и является дозатором гранулированного сырья. Транспортирующая среда – воздух. На бункерах для контроля заполнения установлены датчики верхнего и нижнего уровня сырья. Управление системами пневмотранспорта производится дистанционно с пульта.
Водитель автопогрузчика после установки контейнера под приёмным устройством и его присоединением сообщает оператору загрузки сырья о готовности к работе. Оператор устанавливает переключатели пневмотранспорта на соответствующий приёмный бункер и дистанционно отключает отсечной клапан по линии отсоса. После этого с пульта управления включается газодувка.
Гранулированное сырьё из контейнера, который находится в подвешенном состоянии, самотёком подаётся в приёмное устройство пневмотранспорта и по трубопроводу подаётся в бункер, где происходит отделение гранул от воздуха, гранулы накапливаются в бункере, а запылённый воздух отсасывается газодувкой, пройдя предварительно через фильтр очистки, и выбрасывается в атмосферу. После окончания транспортировки система пневмотранспорта продувается и газодувка отключается. Из приёмного бункера сырьё пневмотранспортом подаётся в бункера литьевых машин.
Сырье, поступающее в мешках, с заводского склада привозится в цеховой, где растаривается в технологические контейнеры для транспортировки и подготовки сырья.
Сырье, поступающее на предприятие в любой упаковке, сопровождается соответствующим документом (паспортом), в котором указывается его основные характеристики и соответствие требованиям государственных стандартов или технических условий.
Для определения параметров перерабатываемости сырья, а также соответствия характеристик значениям, указанным в сопроводительном документе, проводится так называемый входной контроль. При этом определяется однородность материала в партии и показатель текучести расплава.
Определение основных технологических и физико-механических показателей сырья при необходимости проводится в центральной заводской лаборатории, имеющей отделения технологических, физико-механических и химико-аналитических испытаний.
3.2.4 Подготовка сырья
Подготовка сырья выполняется в зависимости от его свойств и требований к качеству готовой продукции. Как правило, для получения продукции высокого качества и точности необходимо сырье подвергать сушке и гомогенизации. В связи с этим в отделении подготовки будут выполняться операции сушки сырья и смешения его с концентратами красителей и добавками.
Смешение будет осуществляться в специальных устройствах для смешения, находящихся над бункерами литьевых машин.
Влажность сырья является одним из важных параметров, влияющих на качество литьевых изделий. При повышенной влажности изделия имеют плохой внешний вид (серебристость, утяжины), а также ухудшение механических свойств.
В связи с этим, термопласты перед переработкой рекомендуется сушить горячим воздухом с температурой 60-80 0С. Для этого у литьевой машины устанавливают дополнительный бункер с вентилятором, электрическим нагревателем, распределителем воздуха и системы контроля и управления.
3.2.5 Формование изделия
Для формования изделий методом литья под давлением применяются шнековые литьевые машины. Конструкция литьевых машин и их техническое оснащение обеспечивают переработку практически всех термопластичных материалов.
Технологический цикл в литьевой машине при изготовлении изделий обеспечивается за счёт слаженной работы трёх узлов: узла смыкания и запирания форм, узла пластикации и впрыска, механизма подвода и отвода узла пластикации и впрыска.
Цикл литья изделий из термопластов состоит из следующих операций и выполняется в такой последовательности: перемещение подвижной плиты; запирания формы; перемещения механизма впрыска к форме и впрыск раслава в форму; выдержка материала в форме под давлением; охлаждение изделия в форме; раскрытие формы; подача материала в материальный цилиндр, пластикация его и гомогенизация за счёт энергии вращения червяка и тепла подводимого из вне; раскрытие формы и удаление изделия из формы.
Процесс литья под давлением характеризуется технологическими параметрами: давление литья, температура материального цилиндра, время (продолжительность) цикла, температура формы и т.п.
Режимы литья контролируются программным управлением с измерительными приборами (КИП).
За изготовлением изделия следует следующая стадия - механическая обработка изделий. Механическая обработка изделий в большинстве случаев заключается в отделении изделии от литников. После того, как изделие с помощью выталкивателей извлекается из пресс- формы отрезаются литники. Эта операция осуществляется непосредственно на рабочем месте вручную, с помощью ножа.
3.2.6 Контроль и упаковка
Детали, изготовленные методом литья под давлением должны соответствовать требованиям стандартов (ГОСТ, ОСТ), техническим условиям на данную продукцию. По внешнему виду изделия должны соответствовать образцам (эталонам).
Контроль качества осуществляется контролером непосредственно на месте изготовления деталей, или на столе контролера.
Упаковка изделий может осуществляться централизованно (на столе упаковки) и децентрализовано - непосредственно у литьевых машин.
Похожие работы
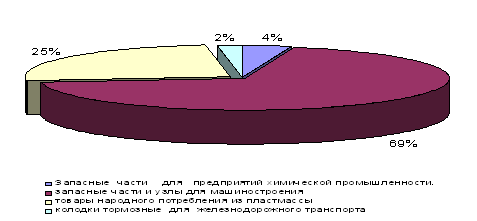
... человека. Организация охраны труда, техники безопасности и производственной санитарии осуществляется в соответствии со Стандартом предприятия по охране труда и технике безопасности, разработанного ОАО "БЗЗД" за № СТП10.01Б - 2001 Открытое акционерное общество "Балаковский завод запасных деталей" осуществляется производство и реализацию запасных частей к технологическому и химическому оборудованию ...
0 комментариев