Номенклатура продукции и мощность производства
Пневмо - и вакуумформование
Требования к исходному сырью
Растаривание сырья
Хранение готовой продукции и маркировка
ВЫБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ И РАСЧЁТ ПОТРЕБНОСТИ В НЕМ
Трудовой процесс
Содержание работы литейщика
Компоновка технологического оборудования
Молниезащита
Водопровод и канализация
ЭКОНОМИЧЕСКАЯ ЧАСТЬ
Вопросы труда и заработной платы
Смета цеховых расходов и на содержание и эксплуатацию оборудования
Основные технико-экономические показатели цеха
Навигация
Трудовой процесс
Проект участка цеха по производству товаров бытового и технического назначения методом литья под давлением на ОАО "БЗЗД" мощность 400 тонн в год
90827
знаков
36
таблиц
0
изображений
5.1 Трудовой процесс
Трудовой процесс разработан в виде баланса рабочего времени за смену по каждому рабочему месту. Баланс рабочего времени составлен из функциональной занятости в течение оперативного времени в смену (время оперативной работы); подготовительно-заключительного времени; времени обслуживания рабочего места; времени на отдых и личные надобности.
Функциональная занятость по отдельным профессиям установлена путём определения объёма работ, подлежащих выполнению рабочими в течение смены, с учётом механизации и автоматизации процесса, соответствующих современному уровню организации производства на данном участке.
При работе литьевых машин (в полуавтоматическом режиме) оператор выполняет в основном контрольные функции в течение всей смены, производя обход обслуживаемого им оборудования через определённые промежутки времени. Наиболее существенными факторами, влияющими на занятость литейщика, является конструкция оснастки и место упаковки готовой продукции. Под конструкцией оснастки подразумевается конструкция литьевых систем. Наибольшее распространение получили безлитниковые формы, формы с отрывом литника при размыкании и формы с пальчиковым литником.
Перечень элементов оперативного времени литейщика при работе литьевых машин в полуавтоматическом режиме, в зависимости от конструкции литьевой формы и с учётом упаковки у литьевых машин, приведён в Приложении 6.
5.2 Разделение труда
Для производства изделий методом литья под давлением рассматривается в основном функциональное разделение труда.
По принципу функционального разделения труда выделяются следующие взаимосвязанные группы работающих: производственные рабочие, деятельность которых связана непосредственно с предметом труда и направлена на его изменение и придание ему товарного вида; вспомогательные рабочие обеспечивающие нормальное функционирование основного производства, к этой категории работающих также относятся уборщики производственных помещений; инженерно-технические работники (ИТР), деятельность которых обеспечивает организацию производства и управление им; младший обслуживающий персонал (МОП), обеспечивающий уборку конторских помещений, сюда также относятся уборщики бытовых помещений. Внутри технологических групп предусмотрено разделение труда в соответствии с квалификационным уровнем выполняемых работ. Типовой профессионально-квалификационный состав рабочих производства литьевых изделий приведён в Приложении 7. Наименование профессий рабочих и тарифные разряды указаны согласно единому тарифно-эксплуатационному справочнику (ЕТКС), 1970 г. [7].
5.3 Кооперация труда
Для осуществления кооперации труда использована бригадная форма организации труда. Возможны две основные формы производственных бригад – специализированные и комплексные. Выбраны комплексные бригады. Они формируются из рабочих различных профессий и специальностей. Распределение работ в бригаде осуществляется в зависимости от профессии, квалификации и состава работ, подлежащих выполнению. При этом имеются различные варианты совмещения профессий, позволяющие улучшить организацию труда и более рационально использовать рабочее время.
5.4 Организация рабочих мест основного производства
В цеху имеется одно рабочее место основного производства, состоящее из двух литьевых машин.
В проектируемом цеху предусмотрены литьевые машины с встроенными электрошкафами.
Количество машин – 4 штуки.
Основными параметрами, характеризующими рабочие места для литьевых машин являются: расстояние между осями машин в зоне обслуживания (а), расстояние между осями машин с тыльной стороны (в), габаритные размеры рабочего места – длина (с) и ширина (св).
Расстояние между осями машин со стороны рабочей зоны (а) ограничивается шириной прохода в зону обслуживания и прохода в зоне обслуживания (k) (не менее 800 мм), а также расстоянием между рабочими столами или столом и термостатирующим агрегатом в зоне обслуживания (е) (не менее 1200 мм). Расстояние между осями машины с тыльной стороны определяются шириной прохода между шкафами или термостатами и литьевой машиной (m) и между пневмопогрузчиками (n) (не менее 700 мм), а также удобством прокладки коммуникаций и выполнении работ при ремонтах, осмотрах и наладке. Габаритные размеры рабочего места определяются: ширина – расстоянием между осями машин; длина – суммой длины оборудования, половины ширины прохода и половины ширины проезда.
Ширина проезда может быть различной в зависимости от вида средств механизации и их, но она не должна быть меньше 2500 мм для одностороннего проезда и 3500 мм для двустороннего. Ширина прохода может быть также разной, но не менее 800 мм. Для рабочих мест из трёх литьевых машин, при обслуживании которых литейщик в течение рабочего времени должен ходить по проходу, ширина прохода должна быть увеличена на 600 мм.
5.5 Организация рабочих мест вспомогательных рабочих
Для организации рабочих мест вспомогательных рабочих необходимо предусматривать: производственную мебель для размещения и хранения приспособлений, инструмента, измерительных приборов, вспомогательных материалов, сменных частей. А также специально выделенные места для хранения резервного оборудования; удобную тару для материалов, проводов, кабелей; инструмент, измерительные приборы; планшеты для хранения электрических схем, справочных материалов; доски для схем, плакатов, инструкций; приспособления для ухода за машиной, для уборки рабочего места; средства механизации вспомогательных работ при подъёме тяжестей и их перемещении. Для транспортировки пресс-форм и грузов массой более 25 кг в цеху предусмотрена потолочная подвесная кран-балка грузоподъёмностью Q = 2,3 т.
Похожие работы
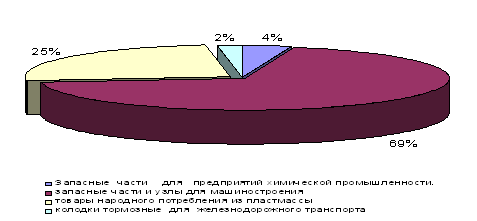
... человека. Организация охраны труда, техники безопасности и производственной санитарии осуществляется в соответствии со Стандартом предприятия по охране труда и технике безопасности, разработанного ОАО "БЗЗД" за № СТП10.01Б - 2001 Открытое акционерное общество "Балаковский завод запасных деталей" осуществляется производство и реализацию запасных частей к технологическому и химическому оборудованию ...
0 комментариев