Номенклатура продукции и мощность производства
Пневмо - и вакуумформование
Требования к исходному сырью
Растаривание сырья
Хранение готовой продукции и маркировка
ВЫБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ И РАСЧЁТ ПОТРЕБНОСТИ В НЕМ
Трудовой процесс
Содержание работы литейщика
Компоновка технологического оборудования
Молниезащита
Водопровод и канализация
ЭКОНОМИЧЕСКАЯ ЧАСТЬ
Вопросы труда и заработной платы
Смета цеховых расходов и на содержание и эксплуатацию оборудования
Основные технико-экономические показатели цеха
Навигация
Содержание работы литейщика
Проект участка цеха по производству товаров бытового и технического назначения методом литья под давлением на ОАО "БЗЗД" мощность 400 тонн в год
90827
знаков
36
таблиц
0
изображений
5.6 Содержание работы литейщика
Литьё под давлением на литьевых машинах в автоматическом режиме.
Работа литейщика (оператора литейной машины) содержит следующий ряд основных операций: участие в настройке всех механизмов машины на заданный режим литья; разогрев машины по зонам; установление технологической последовательности и режимов литья по технологической карте и смазка литьевых форм. А также наблюдение за установленным режимом литья по контрольно-измерительным приборам; вставка в гнёзда форм арматуры и оформляющих знаков; разборка форм, съём изделий, заделка раковин; устранение неполадок в работе литьевой машины; упаковка изделий[1].
Затраты времени литейщика на выполнение некоторых основных операций (укрупненные нормы) указаны в таблице 5.1.
Таблица 5.1.
Затраты времени литейщика
| Наименование затрат времени | Продолжительность, мин. |
| Подготовительно-заключительное время Время обслуживания рабочего места Время оперативной работы литейщика пластмасс Время на отдых и личные надобности Итого | 14 10 431 25 480 |
5.7 Организация и обслуживание рабочего места
Организация рабочего места изображена в Приложении 8.
Технологическая оснастка: литьевая форма, приспособления.
Инструменты: мерительный, режущий, слесарно-монтажный.
Документация: инструкция по ТБ, карта технологическая, карта организации труда, чертёж изделия.
Карта обслуживания рабочего места приведена в Приложении 9.
5.8 Условия труда
Основные характеристики условий труда приведены в таблице 5.2.
Таблице 5.2.
Условия труда
| Факторы санитарно-гигиенические | Период года | Средства защиты от неблагоприятных условий | |
| холодный | тёплый | ||
| Температура воздуха, °С | 18 | 24,8 | Общеобменная вениляция. Местный отсос от каждой машины в зоне выделения летучих. Регулирование температуры приточного воздуха за счёт совмещения вентиляции с отоплением. |
| Относительная влажность воздуха, % | До 50 | До 50 | |
| Скорость движения воздуха, м/с | 0,3 | 0,5 | |
| Шум, Дб | 85 | 85 | |
5.9 Численность основных и вспомогательных рабочих
Численность рабочих, занятых на ненормируемых работах может быть расчитана по нормам обслуживания, по числу рабочих мест и по нормативам численности рабочих.
Расчитаем норму обслуживания литьевых машин (количество единиц оборудования Нобсл, обслуживаемых одним человеком).
Расчёт рекомендуется производить по формуле:
Нобсл = (Тсм - Т'пз – Тот – Тл) / (Т"пз + Тобсл + Топ), (5.1.)
где Тсм – продолжительность смены;
Т'пз – подготовительное время, нормируемое на одного человека в смену;
Тот – время на отдых, в зависимости от оперативного времени в смену;
Тл – время на личные надобности, нормируемое на одного человека в смену;
Т"пз – подготовительно-заключительное время, нормируемое на единицу оборудования в смену;
Тобсл – время обслуживания, нормируемое на единицу оборудования в смену;
Топ – время оперативной работы на единицу оборудования в смену.
Тсм = 480 мин.; Т'пз = 2 мин.; Тот = 20 мин.; Тл = 5 мин.; Т"пз = 7 мин.; Тобсл = 5 мин. для полуавтоматического режима работы оборудования согласно нормативам НИИ труда.
Время оперативной работы на единицу оборудования в смену определяется по формуле:
Топ = То/а1, (5.2.)
где а1 – доля оперативного времени, расходуемая на отдых.
Для полуавтоматического режима работы оборудования а1 = 0,05.
Норма обслуживания литьевых машин составляет:
Топ =20/0,05 = 400 мин.
Нобсл = (480 – 2 –20 – 5)/(7 + 5 + 400) = 1,02
На обслуживание единицы оборудования приходится один человек.
В цеху имеется четыре литьевых машины. Цех работает в три смены.
Производим расчёт численности литейщиков по нормам обслуживания по формуле:
Ч = (n*с*Ксп)/Нобсл , (5.3.)
где Ч – численность рабочих (списочный состав), чел.;
n – число единиц однотипного оборудования;
с – число смен;
Ксп – коэффициент определения списочного состава;
Нобсл – норма обслуживания.
Списочная численность литейщиков составит:
Ч = (4*3*1,14)/1 = 13,08 (чел.)
Списочная численность литейщиков 13 человек.
Для обеспечения бесперебойной работы цеха необходимы следующие кадры:
ИТР (главный механик, начальник производства цеха и электронщик);
вспомогательные рабочие (электрик, слесарь, контролёр, наладчик (начальник смены), грузчик (дробильщик));
МОП (кладовщик, уборщик).
Итого, ИТР – 2 чел., вспомогательные рабочие – 8 чел., МОП – 2 чел., основных рабочих – 13 чел.
На основании приведённых расчётов составлен плановый график работы МОП, ИТР и рабочих смен приведённый в Приложении 10
6. ОСНОВНЫЕ СТРОИТЕЛЬНЫЕ И КОМПОНОВОЧНЫЕ РЕШЕНИЯ
6.1 Планировка помещений
Помещения производства делятся на помещения основного производства, складские, вспомогательные и обслуживающие (бытового, социального назначения).
К производственным площадям цеха относятся площади, занятые производственным оборудованием, заготовками, деталями у рабочих мест и у оборудования, проходами между оборудованием.
К вспомогательным площадям относятся площади инструментального и ремонтного хозяйства; цеховых складов и кладовых; помещений ОТК; прочих вспомогательных помещений: пожарных и магистральных проездов.
Исходя из состава помещения и строительных норм, определены основные размеры строения (длина – 24 м, ширина – 12 м, высота – 7,2 м). Планировка помещений цеха приведена в Приложении 11.
Похожие работы
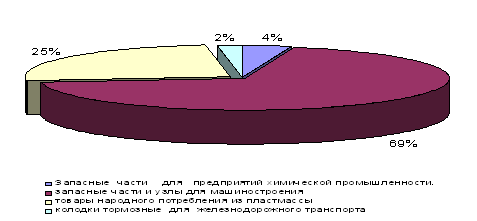
... человека. Организация охраны труда, техники безопасности и производственной санитарии осуществляется в соответствии со Стандартом предприятия по охране труда и технике безопасности, разработанного ОАО "БЗЗД" за № СТП10.01Б - 2001 Открытое акционерное общество "Балаковский завод запасных деталей" осуществляется производство и реализацию запасных частей к технологическому и химическому оборудованию ...
0 комментариев