Мокрый способ производства древесноволокнистых плит
Отлив ковра
Пропитка маслом, термическая обработка и увлажнение древесноволокнистых плит
Пропарка и размол щепы
Формирование ковра
Обоснование выбора основного оборудования и способа для производства древесноволокнистых плит
РАСЧЕТ МАТЕРИАЛЬНОГО БАЛАНСА
Расчет и подбор основного и вспомогательного оборудования
Подбор пропарочной установки
Расчет и подбор сушильных установок
Подбор сушильной установки второй ступени сушки
Навигация
Мокрый способ производства древесноволокнистых плит
Проект цеха по производству древесноволокнистых плит мощностью 140 тонн в сутки с расчетом отделения стадии проклейки
95122
знака
13
таблиц
0
изображений
1.1.2 Мокрый способ производства древесноволокнистых плит
1.1.2.1 Получение древесноволокнистой массы
Размол древесины — это одна из ответственных операций в технологии производства древесноволокнистых плит.
От качества и степени размола зависят процессы отлива и обезвоживания ковра, процессы прессования и термовлагообработки плит и соответственно качественные показатели готовых плит. Полученная во время размола волокнистая масса должна обеспечить прочные межволоконные связи у прессуемых плит.
При термовлагообработке происходит частичный гидролиз и ослабление структуры древесины, снижается упругость волокон, эфирные комплексы расщепляются и появляются новые спиртовые гидроксилы, которые, в свою очередь, повышают гидрофильность волокон и связанную с ней пластичность.
При размоле происходит развитие внутренней поверхности волокон, частичное освобождение заблокированных гидроксилов, повышение гидрофильности и пластичности волокон. Размягчение межклеточной серединной пластинки создает благоприятные условия для размола и дальнейшей углубленной разработки древесных частиц. В процессе размола пучки волокон расщепляются, раздавливаются и разрезаются. Сочетание термовлагообработки и ударного воздействия размольной гарнитуры создает условия для изменения качественной характеристики древесных частиц.
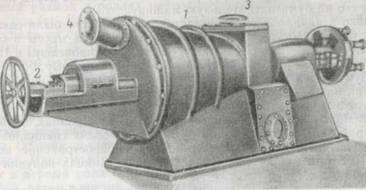
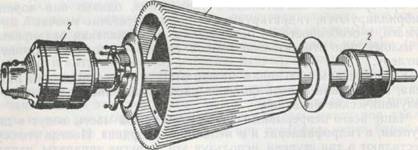
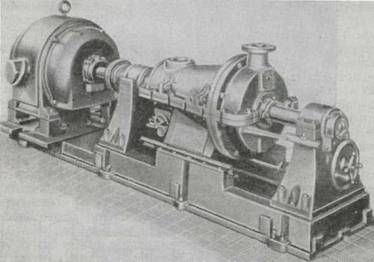
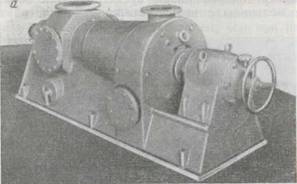
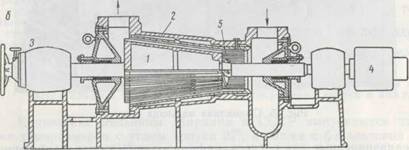
Для размола щепы в древесноволокнистую массу при мокром способе производства наибольшее распространение получил дефибратор, в котором термовлагообработка происходит непосредственно перед размольными дисками. Размол осуществляют в две ступени. Первая машина - дефибратор типа С соединила в себе камеру пропаривания непрерывного действия и камеру размола, оснащенную двумя стальными дисками, один из которых вращающийся. Размол подогретой щепы экономичен с точки зрения расхода электроэнергии. Температуру в дефибраторе поддерживают подачей насыщённого пара. Пар одновременно служит для удаления из реакционного пространства дефибратора кислорода воздуха, разрушающе действующего на древесину.
В процессе размола осуществляют термообработку и химическую обработку щепы. Для химической обработки щепы используют едкий натр (NaOH), моносульфит натрия (Na2SO3), кальцинированную соду (Na2CO3) в количестве от 0,5 до 8% к массе абсолютно сухого волокна. Химикаты распыляются специальной паромеханической форсункой, которую вставляют в корпус пропарочной камеры дефибратора.
Полученная в процессе размола древесноволокнистая масса, насы-щенная водой и дополнительно разбавленная ею в циклоне, представляет собой водную суспензию древесных волокон.
Приготовленная дефибраторная масса на действующих заводах поступает в промежуточный массный сборник. Этот сборник является расходным, направляющим массу к мельницам вторичного размола – рафинатором.
Хранят рафинаторную (машинную) массу в больших емкостях – бассейнах. Основное назначение этих бассейнов – создание буферного за-паса перед отливными машинами, который принимается в пределах 1 – 3 ч работы завода. Древесноволокнистая масса хранится при концентрации порядка 4,5%. При хранении массы в бассейнах происходит выравнивание концентрации массы и степени ее размола.
1.1.2.2 Проклейка древесноволокнистой массы
Проклейка древесноволокнистой массы способствует снижению водопоглощения и набухания, а также повышению механической прочности плит. Чтобы придать плитам водостойкость, в древесноволокнистую массу вводят гидрофобное вещество. Обволакивая древесные волокна и заполняя собой поры в готовой плите, гидрофобное вещество препятствует проникновению в нее влаги. Кроме того, парафин, используемый в качестве проклеивающего материала, предотвращает налипание пучков волокон к глянцевым листам плит пресса и подкладным (транспортным) сеткам, а также придает блеск лицевой поверхности плиты.[2]
Гидрофобные вещества для проклейки следующие: парафин, гач, церезиновая композиция и др. Содержание их в плитах не превышает 1,0 % по массе, так как эти вещества ослабляют связь между волокнами, тем самым, понижая прочность плит. Гидрофобизирующие добавки вводят в волокнистую массу в виде водных эмульсий. Для получения тонкодисперсной эмульсии в качестве эмульгаторов применяют высокомолекулярные кислоты (олеиновую, стеариновую, пальмитиновую и др.). Для снижения себестоимости готовых плит на предприятиях в качестве эмульгатора используют концентрат сульфитнобардяной бражки, кубовые остатки от перегонки синтетических жирных кислот, а также сульфатное мыло. Необходимое условие для осаждения на волокнах гидрофобных веществ — создание в древесноволокнистой массе кислой среды — рН 4,5-5,0. Такая среда образуется в результате введения в древесноволокнистую массу раствора сернокислого глинозема или алюмокалиевых квасцов, служащих коагуляторами или осадителями. В последнее время широко стали применять серную кислоту.
Для повышения механической прочности древесноволокнистых плит в массу вводят клеевые добавки. Введение альбумина значительно улучшает прочностные показатели изготовляемых плит. В качестве клеевой добавки применяют также малотоксичную водорастворимую фенолоформальдегидную смолу СФЖ-3024Б и смолу СФЖ-3014.
Склады химикатов проектируют и строят отдельно стоящими. Запас химикатов создают из расчета месячной работы цеха. В самом цехе древесноволокнистых плит размещают расходный склад суточного хранения, который располагают рядом с помещением приготовления рабочих составов. Химикаты из основного склада в расходный доставляют электропогрузчиком в специальных контейнерах или товарной таре.
На многие предприятия парафин поступает в железнодорожной цистерне, которую устанавливают около склада готовой продукции. Парафин разогревают острым паром, после чего он самотеком сливается через нижнее отверстие и по трубопроводу, уложенному с уклоном, стекает в бак для хранения емкостью 60 м3. Далее парафин поступает в расходный бак, который устанавливают в цехе на постаменте. Затем парафин самотеком через мерный бачок сливается в бак приготовления парафиновой эмульсии (эмульгатор). Готовую эмульсию перекачивают в специальную емкость (бак) для хранения.[1]
Приготовление рабочего состава фенолоформальдегидной смолы СФЖ-3024Б заключается в ее разведении до рабочей концентрации 5—10 %. Растворение осадителей производят в специальном баке, который по конструкции аналогичен баку для приготовления эмульсии.
Приготовление раствора серной кислоты, используемого для осаждения смоляных эмульсий, заключается в разбавлении серной кислоты водой до концентрации 1,5—3 %. Концентрация вводимой серной кислоты более 3 % нежелательна, так как это может вызвать при прессовании появление пятен на плитах и прилипание их к глянцевым листам и транспортным сеткам.
Расход химикатов по технологической инструкции ВНИИдрева определен в зависимости от породного состава сырья, используемых химических продуктов и мощности предприятия.
Проклеивающие составы вводят в волокнистую массу перед ее отливом в ящики непрерывной проклейки. Обязательное условие проклейки — первоначальное введение в массу проклеивающей эмульсии и только после перемешивания эмульсии с массой — добавление раствора осадителя.
Похожие работы
... Мордена работают при концентрации массы 2—5% и применяются при выработке широкого ассортимента бумаги: писчей, для печати, крафт-мешочной, папиросной, пергамина и др. Устанавливают их в качестве самостоятельных размалывающих аппаратов непрерывного действия как в размольно-подготовительном отделе, так и непосредственно перед бумагоделательной машиной. При необходимости получить массу высокой ...
0 комментариев