Мокрый способ производства древесноволокнистых плит
Отлив ковра
Пропитка маслом, термическая обработка и увлажнение древесноволокнистых плит
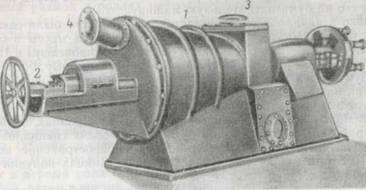
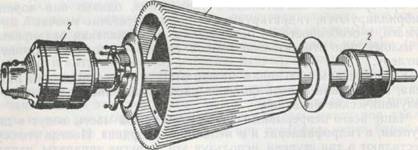
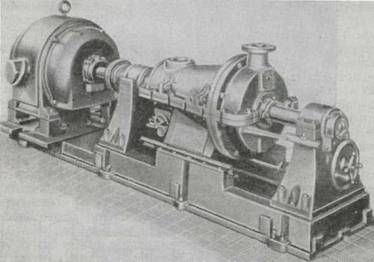
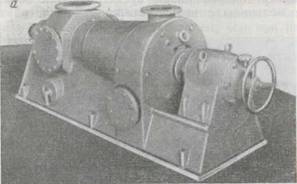
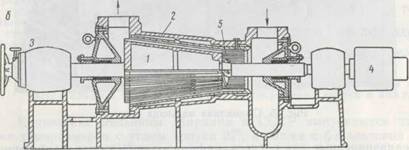
Пропарка и размол щепы
Формирование ковра
Обоснование выбора основного оборудования и способа для производства древесноволокнистых плит
РАСЧЕТ МАТЕРИАЛЬНОГО БАЛАНСА
Расчет и подбор основного и вспомогательного оборудования
Подбор пропарочной установки
Расчет и подбор сушильных установок
Подбор сушильной установки второй ступени сушки
Навигация
Пропарка и размол щепы
Проект цеха по производству древесноволокнистых плит мощностью 140 тонн в сутки с расчетом отделения стадии проклейки
95122
знака
13
таблиц
0
изображений
1.1.3.3 Пропарка и размол щепы
В процессе пропарки и размола происходит частичный гидролиз древесины. При мокром формировании ковра водорастворимые продукты деструкции вымываются в сток. При сухом и полусухом - водорастворимые продукты сохраняются в волокнах и при дальнейшей технологической обработке, участвуя в образовании межволоконных связей. Известно, что в процессе пропарки влажность может увеличиваться на 5 - 20 %, поэтому влажность щепы на входе в пропарочный котел должна строго контролироваться.
При сухом и полусухом способах производства придается большое значение фракционному составу волокна. Разные по своим размерам и массе волокна имеют различную скорость прохождения при сушке и попадают в ковер при его формировании с различной влажностью. При применяемом в сухом способе производства пневматическом транспорте волокно движется в соответствии с его длиной и массой. При больших колебаниях длины волокон получение ковра однородной плотности на формирующих машинах затруднительно. Качество осмоления волокнистых частиц также зависит от их размера. Чем равномернее волокно, тем больший эффект оказывает введение связующих.
На заводах древесноволокнистых плит для пропарки используют аппараты непрерывного действия различных систем. Для размола щепы применяют дефибраторы и рафинеры. При сухом способе производства используют дефибраторы всех современных марок, применяемых при мокром способе. При этом масса из разгрузочных клапанов дефибратора подается в циклон, откуда волокна, потерявшие в результате самоиспарения некоторое количество влаги, направляются в сушилку. Волокно из дефибратора выходит влажностью 45 – 60 %.[1]
По данным специалистов грубая фракция при размоле на дефибраторах составляет 12 – 15 %. Это затрудняет получение плит высокого качества. Поэтому для получения высококачественных плит при размоле щепы на дефибраторах применяют размольное оборудование для вторичного размола – рафинаторы.[7]
1.1.3.4 Проклейка древесноволокнистой массы
При сухом способе производства древесноволокнистых плит большинство схем технологического процесса предусматривает введение в древесноволокнистую массу термореактивных смол. Это обстоятельство вызывается тем, что при сухом формировании ковра пластичность волокон недостаточна, силы поверхностного натяжения развиваются слабо, а короткий цикл прессования при незначительной влажности ковра не обеспечивает развития необходимых связей между компонентами древесного волокна, достаточных для получения плит требуемого качества.
Для повышения водостойкости плит в щепу или древесноволокнистую массу вводится расплавленный парафин или другие гидрофобизирующие добавки. Кроме того, при сухом способе возможно введение в древесноволокнистую массу химикатов, обеспечивающих получение плит специального назначения. При сухом формировании ковра вводимые химикаты не вымываются в сток, как при мокром, а остаются на волокнах.
Для склеивания волокон обычно применяют фенолоформальдегидные смолы различных марок. Однако предпочтительны смолы с минимальным содержанием свободного фенола. В нашей стране применяется водорастворимая фенолоформальдегидная смола СФЖ-3014.[1]
Для придания плитам водостойкости вводят гидрофобные добавки. По данным ВНИИдрева, расход гидрофобных добавок свыше 1 % массы абсолютно сухих волокон не приводит к улучшению физико-механических свойств плит. Схемы введения и смешивания смолы с древесноволокнистой массой различны. На одних заводах смолу вводят через полый вал рафинера в междисковое пространство, на других применяют специальные рафинеры-смесители. Гидрофобизирующие добавки на большинстве действующих предприятий вводят через специальные, форсунки в пропарочные установки перед размолом щепы на волокна. Однако гидрофобизирующие добавки, так же как смолу, можно вводить и между размалывающими дисками или на выходе волокна из рафинера.
1.1.3.5 Сушка древесноволокнистой массы
При сухом способе производства плит размолотое волокно после дефибраторов не разбавляется водой в мокрых циклонах, а только отделяется от пара в “сухих” циклонах, из которых пневмотранспортом подается либо в сушку, либо на вторую ступень размола - в размалывающие аппараты “закрытого” типа. На выходе из дефибратора волокно имеет влажность 50 – 60 %, но, проходя через сухие циклоны, оно подсушивается до 45 - 50 % влажности.[1] Сушка волокна может проводиться в сушилках любого типа (трубчатые, барабанные, аэрофонтанные т.д.) в одну или две ступени. В сушилках волокно подсушивается до воздушно-сухого состояния (влажность 8 – 10 %). Если сушка волокна проводится в две ступени, то на первой ступени волокно должно подсушиваться до влажности I5 – 20 %. На первой ступени сушки происходит более интенсивное испарение влаги из волокон, так как происходит испарение свободной влаги, в то время как на второй, ступени испаряется связанная влага. Учитывая эти особенности в производстве древесноволокнистых плит сухим способом, отдается предпочтение двухступенчатой сушке волокнистой массы.[5]
Похожие работы
... Мордена работают при концентрации массы 2—5% и применяются при выработке широкого ассортимента бумаги: писчей, для печати, крафт-мешочной, папиросной, пергамина и др. Устанавливают их в качестве самостоятельных размалывающих аппаратов непрерывного действия как в размольно-подготовительном отделе, так и непосредственно перед бумагоделательной машиной. При необходимости получить массу высокой ...
0 комментариев