Мокрый способ производства древесноволокнистых плит
Отлив ковра
Пропитка маслом, термическая обработка и увлажнение древесноволокнистых плит
Пропарка и размол щепы
Формирование ковра
Обоснование выбора основного оборудования и способа для производства древесноволокнистых плит
РАСЧЕТ МАТЕРИАЛЬНОГО БАЛАНСА
Расчет и подбор основного и вспомогательного оборудования
Подбор пропарочной установки
Расчет и подбор сушильных установок
Подбор сушильной установки второй ступени сушки
Навигация
Подбор пропарочной установки
Проект цеха по производству древесноволокнистых плит мощностью 140 тонн в сутки с расчетом отделения стадии проклейки
95122
знака
13
таблиц
0
изображений
4.5 Подбор пропарочной установки
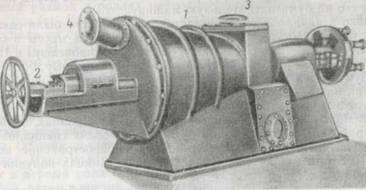
Из бункера-питателя щепа винтовым дозатором подается в барабанный питатель низкого давления, из которого направляется в подогреватель, где подогревается насыщенным паром, температурой 160°С. В выходной секции подогревателя вмонтирована форсунка, через которую в него вводится в расплавленном состоянии парафин, распыляемый сжатым воздухом с давлением 0,4 МПа. Из подогревателя пропитанная парафином щепа поступает непосредственно в аппарат гидродинамической обработки. На заводах древесноволокнистых плит используют аппараты непрерывного действия различных систем.
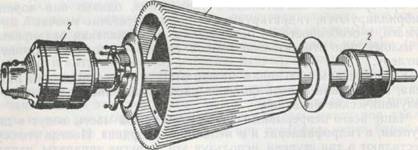
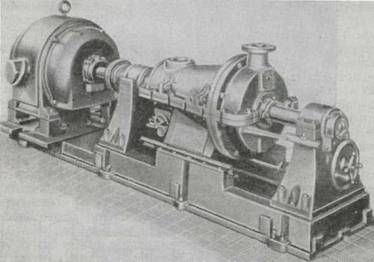
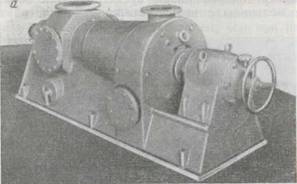
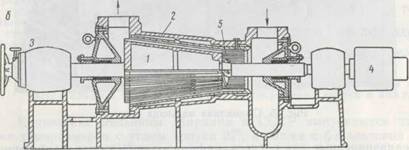
Устанавливаем пропарочноразмольную систему «Бауэр-418», имеющую следующие характеристики: пропарочный котел горизонтальный, трубчатого типа, диаметром 763 мм, длинной 9,15 м, рассчитанный на давление до 1 МПа. Производительность пропарочной установки – до 5 т/ч.
Согласно расчетам материального баланса на пропарку поступает 238 т пропитанной парафином щепы в сутки, что составляет около 10 т/ч. Соответственно необходимо установить две пропарочных установки.
4.6 Подбор размольного оборудования
В производстве древесноволокнистых плит для размола щепы применяют дефибраторы и рафинеры. Для получения высококачественных плит при размоле щепы на дефибраторах применяют оборудование для вторичного размола (рафинеры). При сухом способе производства для первичного размола используют рафинеры с двумя вращающимися в противоположные стороны дисками.
Согласно расчетам материального баланса производительность дефибратора по абсолютно сухому волокну должна составлять 135,2 т/сут. Выбираем дефибратор марки RT-70, производительностью до 70 т/сут, и устанавливаем две машины. Технические характеристики аппарата приведены в табл. 6.
Таблица 6
Технические характеристики дефибратора марки RT-70
| Показатели | Значение |
| Производительность по сухому волокну, т/сут | 70 |
| Диаметр размольных дисков, мм | 1000 |
| Тип питателя | винтовой |
| Мощность электродвигателя привода размольного диска, кВт | 500-580 |
| Общая масса без электродвигателей, т | 20 |
4.7 Подбор смесителей для гидрофобизирующих добавок
Гидрофобизирующие добавки на большинстве действующих предприятий вводят через специальные форсунки в пропарочные установки перед размолом щепы на волокна.
На предприятие парафин поступает в железнодорожной цистерне, которую устанавливают около склада готовой продукции. Из цистерны парафин по трубопроводу стекает в бак для хранения емкостью 60 м3, откуда па специальному парафинопроводу подается в расходный бак парафина, установленный в цехе на постаменте. Парафин самотеком через мерный бачок сливается в бак приготовления парафиновой эмульсии.
Для приготовления проклеивающих составов используют различного типа оборудование. Наиболее распространенные аппараты для приготовления эмульсии – цилиндрические баки, снабженные мешалками.
При приготовлении проклеивающих добавок в аппаратах периодического действия количество последних определяют по формуле:
nа = Mп.д · t ·kз/24 · Vа · φ · ρп.д (3)
где Mп.д – суточная потребность в рабочем составе проклеивающей добавки, кг (из материального баланса суточная потребность парафина составляет 1351,8 кг); t – продолжительность процесса приготовления проклеивающей добавки, ч (для эмульсии парафина t = 170 мин); kз – коэффициент, учитывающий запас мощности производства по данной стадии (принимают kз = 1,05 – 1,15); Vа – объем аппара- та, м3; φ – степень заполнения аппарата (принимаем φ =0,8); ρп.д – плотность рабочего раствора проклеивающей добавки, кг/м3 (для эмульсии парафина ρп.д = 970 кг/м3).
Получим:
nа = 1351,8 · 2,83 · 1,15/24 ·1 · 0,8 · 970 = 0,6
Соответственно устанавливаем два смесителя, один из которых резервный.
Готовую эмульсию перекачивают в специальную емкость (бак) для хранения.
Приготовление рабочего состава фенолоформальдегидной смолы СФЖ-3014 заключается в ее разведении по рабочей концентрации 25%. Растворение осадителей производят в специальном баке, который по конструкции аналогичен баку для приготовления эмульсии. По уравнению (3) определим необходимое количество смесителей для приготовления рабочего состава фенолформальдегидной смолы:
Получим:
nа = 3379,5 · 0,3 · 1,15/24 ·1 · 0,8 · 1008 = 0,3
Соответственно устанавливаем два аналогичных смесителя, один из которых резервный.
Техническая характеристика бака-смесителя приведена в табл. 7.
Таблица 7
Техническая характеристика смесителя
| Показатели | Значение |
| Вместимость, м3 | 1 |
| Наружный диаметр, мм | 1206 |
| Высота, мм | 909 |
| Габаритная высота, мм | 1834 |
| Диаметр мешалки, мм | 150 |
| Мощность электродвигателя, кВт | 1,1 |
| Общая масса, кг | 267 |
Расходные баки для проклеивающих добавок должны обеспечивать запас последних на 1 – 2 ч работы цеха. Вместимость расходных баков Vбак, м3, определяем по формуле:
Vбак = Mс · T · 105/cп.д · ρп.д (4)
где Mс – количество рабочего состава проклеивающей добавки, требуемого для производства, т/ч (из материального баланса Mс = 0,14 т/ч); T – количество часов работы на созданном запасе, ч (T = 2 ч); ρп.д – плотность рабочего раствора проклеивающей добавки, кг/м3; cп.д – концентрация рабочего состава, %.
Определим объем расходного бака парафина.
Vбак = 0,06 · 2 · 105/10 · 970 = 1,24 м3
Определим объем расходного бака смолы.
Vбак = 0,14 · 2 · 105/25 · 1008 = 1,11 м3
После определения объема баков округляем его значение до одной из следующих величин: 0,5; 1,0; 1,5; 2,0.
Соответственно устанавливаем расходный баки для эмульсии парафина и для раствора фенолформальдегидной смолы вместимостью каждый 1,5 м3. Так же устанавливаем дополнительно два резервных бака.
Похожие работы
... Мордена работают при концентрации массы 2—5% и применяются при выработке широкого ассортимента бумаги: писчей, для печати, крафт-мешочной, папиросной, пергамина и др. Устанавливают их в качестве самостоятельных размалывающих аппаратов непрерывного действия как в размольно-подготовительном отделе, так и непосредственно перед бумагоделательной машиной. При необходимости получить массу высокой ...
0 комментариев