Мокрый способ производства древесноволокнистых плит
Отлив ковра
Пропитка маслом, термическая обработка и увлажнение древесноволокнистых плит
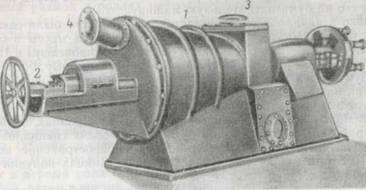
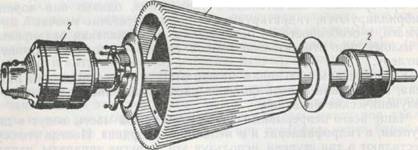
Пропарка и размол щепы
Формирование ковра
Обоснование выбора основного оборудования и способа для производства древесноволокнистых плит
РАСЧЕТ МАТЕРИАЛЬНОГО БАЛАНСА
Расчет и подбор основного и вспомогательного оборудования
Подбор пропарочной установки
Расчет и подбор сушильных установок
Подбор сушильной установки второй ступени сушки
Навигация
Формирование ковра
Проект цеха по производству древесноволокнистых плит мощностью 140 тонн в сутки с расчетом отделения стадии проклейки
95122
знака
13
таблиц
0
изображений
1.1.3.6 Формирование ковра
Формирование ковра при изготовлении древесноволокнистых плит сухим способом производства отличается тем, что транспортирование и формирование волокна осуществляется с помощью воздуха. Ковер формируется непрерывно на сетчатой ленте конвейера, под которым создается вакуум для увеличения плотности укладки волокон.
Настил ковра из волокнистой массы при сухом формировании осуществляется в настоящее время двумя способами: методом вакуумного формования и методом свободного падения волокна на машинах типа “падающий снег”.
1.1.3.7 Подпрессовка и раскрой непрерывного ковра
Сформированный на вакуумформирующей машине непрерывный ковер легко рассыпается при транспортировке, так как высота его колеблется от 100 до 560 мм. Толщина ковра зависит от плотности, а главное - от заданной окончательной толщины готовой плиты. Для рационального использования горячего пресса, сокращения величины просвета между его плитами и увеличения скорости их смыкания, а также для обеспечения транспортабельности ковра последний подпрессовывают в ленточных прессах непрерывного действия. Ленточный пресс является продолжением вакуумформирующей машины. Далее осуществляют обрезку кромок дисковыми пилами по ходу движения ковра от ленточного пресса. Обрезки кромок с каждой стороны ковра имеют ширину до 25 мм.
1.1.3.8 Горячее прессование ковра
Воздушное формирование ковра и введение термореактивных смол предопределяют особенности процесса прессования при сухом способе производства древесноволокнистых плит. При прессовании сухих полотен физикомеханические свойства получаемых плит не могут быть обеспечены связями между волокнами только за счет термохимической обработки древесины. Даже при удельном давлении прессования до 7 МПа требуется введение связующего. Качественные показатели прессованных плит предопределяются условиями подготовки волокна и свойствами термореактивной смолы. Особенно важно, что отдельные продукты, образовавшиеся в процессе термохимической обработки древесины, при сухом формировании остаются в волокнистой массе, существенно влияя на процессы склеивания волокон. При прессовании происходит склеивание смешанных со смолой волокон в результате перехода в твердое состояние термореактивной смолы под воздействием высокой температуры. Лучшие результаты получают, если отверждение смолы произойдет при максимальном сближении волокон. Применение высоких температур требует загрузки полотен в пресс, смыкания греющих плит и достижения высокого давления в течение короткого промежутка времени. Кроме того, для предотвращения преждевременного отверждения смолы необходима устойчивая теплоизолирующая завеса между прессом и его загрузочным устройством, на котором расположены полотна.
В зависимости от породного состава сырья и применяемого типа связующего температура прессования на разных заводах колеблется в пределах 180—260 °С. Для древесины мягких лиственных пород температура прессования равна 180—220 °С, для твердых пород — 230—260 °С.
С увеличением давления прессования возрастают плотность и прочность плит, но снижаются водопоглощение и набухание. Для получения волокнистых плит плотностью 1 г/см3 необходимо иметь на начальном этапе прессования удельное давление 6,5 - 7 МПа. Выдержка при максимальном давлении во избежание появления пузырей и пятен вследствие скапливающегося в полотне пара не должна превышать 40 с. Для удаления пара целесообразно постепенное снижение давления.
При сухом способе производства, определяющем короткие циклы прессования, повышенную температуру нагревательных плит и высокое удельное давление прессования, особое значение придают конструкций и материалу нагревательных плит. Это объясняется также и тем, что сухие древесноволокнистые полотна более чувствительны к колебаниям температуры на плоскости нагревательной плиты. Поэтому систему каналов пресса выполняют таким образом, чтобы разница температуры на поверхности плиты не превышала 4 °С. Конструкция и материал нагревательных плит должны обеспечивать хорошую теплопередачу и выравнивать возникающие в процессе прессования напряжения изгиба.
1.1.3.9 Послепрессовая обработка плит
Послепрессовая обработка плит включает в себя следующие технологические операции: предварительную обрезку кромок плит, выходящих из горячего пресса, увлажнение плит, форматную резку плит по размерам, складирование плит. Плиты, которые предполагается направить на отделку, предварительно шлифуются.
1.1.4 Мокросухой и полусухой способы производства древесноволокнистых плит
При мокросухом способе транспортирование древесноволокнистой массы и формирование ковра осуществляют в водной среде, как и при мокром способе. Однако перед подачей в пресс полотна проходят через сушильные устройства, в которых высушиваются почти до абсолютно сухого состояния. Затем плиты прессуют при повышенных температуре и давлении. Особенности технологических процессов по мокросухому способу обеспечивают получение качественных древесноволокнистых плит без добавления искусственных связующих компонентов. Наиболее важным фактором является приготовление хорошо разработанной древесноволокнистой массы, например, за счет термохимической обработки щепы перед ее размолом на волокна.
Полусухой способ производства твердых древесноволокнистых плит отличается формированием ковра, его прессованием при влажности волокна до 20 %• Настил ковра выполняют механическим способом, но применяют и вакуумформирующие машины.
Наличие влаги увеличивает цикл прессования, но обеспечивает протекание термохимических реакций, в результате чего происходит активизация связей. Поэтому расход связующих при полусухом способе значительно ниже, чем при сухом, или вообще исключает добавки различных клеящих материалов.
Похожие работы
... Мордена работают при концентрации массы 2—5% и применяются при выработке широкого ассортимента бумаги: писчей, для печати, крафт-мешочной, папиросной, пергамина и др. Устанавливают их в качестве самостоятельных размалывающих аппаратов непрерывного действия как в размольно-подготовительном отделе, так и непосредственно перед бумагоделательной машиной. При необходимости получить массу высокой ...
0 комментариев